铣削刨削和磨削101铣削-东莞理工学院机械设计制造及其
- 格式:pdf
- 大小:890.85 KB
- 文档页数:16
第10章 铣削、刨削和磨削10.1铣削在铣床上用铣刀对工件进行切削加工的方法称为铣削。
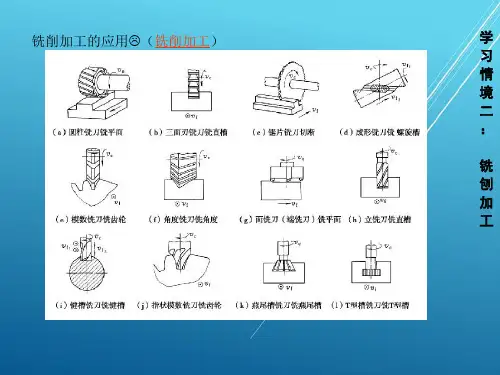
铣削的加工范围很广,可加工平面、台阶、斜面、沟槽、成形面、齿轮以及切断等,图10‐1所示为铣削加工应用的示例。
在铣床上还能钻孔和镗孔。
铣削加工的精度一般可达IT9~7级,表面粗糙度R a值为6.3~1.6μm。
图10-1 铣削加工应用铣床的种类很多,最常见的是卧式(万能)铣床和立式铣床。
两者区别是在于前者主轴水平设置,后者竖直设置。
10.1.1 卧式万能铣床XW6132卧式万能铣床的主要组成部分和作用如下(参见图10‐2):(1)床身。
床身支承并连接各部件,顶面水平导轨支承横梁,前侧导轨供升降台移动之用。
床身内装有主轴和主运动变速系统及润滑系统。
(2)横梁。
它可在床身顶部导轨前后移动,吊架安装其上,用来支承铣刀杆。
(3)主轴。
主轴是空心的,前端有锥孔,用以安装铣刀杆和刀具。
(4)工作台。
工作台上有T形槽,可直接安装工件,也可安装附件或夹具。
它可沿转台的导轨作纵向移动和进给。
(5)转台。
转台位于工作台和横溜板之间,下面用螺钉与横溜板相连,松开螺钉可使转台带动工作台在水平面内回转一定角度(左右最大可转过45°)。
(6)纵向工作台。
纵向工作台由纵向丝杠带动在转台的导轨上作纵向移动,以带动台面上的工件作纵向进给。
台面上的T形槽用以安装夹具或工件。
(7)横向工作台。
横向工作台位于升降台上面的水平导轨上,可带动纵向工作台一起作横向进给。
(8)升降台。
升降台可沿床身导轨作垂直移动,调整工作台至铣刀的距离。
这种铣床可将横梁移至床身后面,在主轴端部装上立铣头,能进行立铣加工。
10.1.2 立式铣床如图10‐3所示,立式铣床与卧式铣床很多地方相似。
不同的是:它床身无顶导轨,也无横梁,而是前上部是一个立铣头,其作用是安装主轴和铣刀。
通常立式铣床在床身与立铣头之间还有转盘,可使主轴倾斜成一定角度,铣削斜面。
立式铣床可用来镗孔。
图10-2 X6132型卧式万能升降台铣床 图10-3 立式升降铣床外观图 1-床身底座 2-主传动电动机 3-主轴变速机构 1-主轴;2-工作台4-主轴 5-横梁6-刀杆 7-吊架 8-纵向工作台9-转台 10-横向工作台 11-升降台10.1.3 铣刀及其安装1.铣刀的种类按铣刀结构和安装方法可分为带柄铣刀和带孔铣刀。
(1)带柄铣刀。
带柄铣刀有直柄和锥柄之分。
一般直径小于20mm的较小铣刀做成直柄。
直径较大的铣刀多做成锥柄。
(2)带孔铣刀。
带孔铣刀适用于卧式铣床加工,能加工各种表面,应用范围较广。
2.铣刀的安装(1)带柄铣刀的安装①直柄铣刀的安装。
直柄铣刀常用弹簧夹头来安装,如图10‐4(a)所示。
安装时,收紧螺母,使弹簧套作径向收缩而将铣刀的柱柄夹紧。
②锥柄铣刀的安装。
当铣刀锥柄尺寸与主轴端部锥孔相同时,可直接装入锥孔,并用拉杆拉紧。
否则要用过渡锥套进行安装,参见图10‐4(b)。
图10-4 带柄铣刀的安装(2)带孔铣刀的安装如图10—5所示,带柄铣刀要采用铣刀杆安装,先将铣刀杆锥体一端插入主轴锥孔,用拉杆拉紧。
通过套筒调整铣刀的合适位置,刀杆另一端用吊架支承。
10.1.4 分度头结构及分度方法分度头是铣床的重要附件之一,常用来安装工件铣斜面,进行分度工作,以及加工螺旋槽等。
1.万能分度头的结构图10‐6为常用的分度头结构,主要由底座、转动体、分度盘、主轴等组成。
主轴可随转动体在垂直平面内转动。
通常在主轴前端安装三爪卡盘或顶尖,用它来安装工件。
转动手柄可使主轴带动工件转过一定角度,这称为分度。
图10-5 带孔铣刀的安装 图10—6 万能分度头结构图 1-主轴 2-键 3-套筒 4—刀轴 5-螺母 1—分度手柄 2—分度盘 3—顶尖 4—轴5—转动体 6—底座 7—扇形2.简单分度方法根据图10—7所示的分度头传动图可知,传动路线是:手柄→齿轮副(传动比为1:1)→蜗杆与蜗轮(传动比为1:40)→主轴。
可算得手柄与主轴的传动比是1:1/40,即手柄转一圈,主轴则转过1/40圈。
如要使工件按Z 等分度,每次工件(主轴)要转过1/z 转,则分度头手柄所转圈数为n 转,它们应满足如下比例关系:zn 1:401:1=,即 n=40/Z 可见,只要把分度手柄转过40/Z 转,就可以使主轴转过1/Z 转。
例:现要铣齿数Z=17的齿轮。
每次分度时,分度手柄转数图10—7 万能分度头的传动示意图1—1:1螺旋齿轮传动 2—主轴 3—刻度盘 4—1:40蜗轮传动5—1:1齿轮传动 6—挂轮轴 7—分度盘 8—定位销为: n=40/z=40/17=这就是说,每分一齿,手柄需转过2整圈再多转6/17圈。
此处6/17圈是通过分度盘来控制的。
分度盘正反两面上有许多数目不同的等距孔圈。
第一块分度盘正面各孔圈数依次为:24、25、28、30、34、37;反面各孔圈数依次为:38、39、41、42、43。
第二块分度盘正面各孔圈数依次为:46、47、49、51、53、54;反面各孔圈数依次为:57、58、59、62、66。
分度前,先在上面找到分母17倍数的孔圈(例如有:34、51)从中任选一个,如选34。
把手柄的定位销拔出,使手柄转过2整圈之后,再沿孔圈数为34的孔圈转过12个孔距 。
这样主轴就转过了1/17转,达到分度目的。
为了避免每次分度时重复数孔之烦和确保手柄转过孔距准确,把分度盘上的两个扇形夹1、2之间的夹角调整到正好为手柄转过非整数圈的孔间距。
这样每次分度就可做到快又准。
10.1.5 工件的安装工件在铣床上的安装方法主要有以下几种。
1.用平口钳安装小型和形状规则的工件多用此法安装,如图10‐8。
2.用压板安装对于较大或形状特殊的工件,可用压板、螺栓直接安装在铣床的工作台上,如图10‐9所示。
图10-8 用平口钳安装工件 图10-9 用压板安装工件3.用夹具安装利用各种简易和专用夹具安装工件,如图10‐10,可提高生产效率和加工精度。
4.用分度头安装铣削加工各种需要分度工作的工件,可用分度头安装,如图10‐11所示。
图10-10 用夹具安装工件 图10-11 用分度头安装工件5.用圆形转台安装当铣削一些有弧形表面的工件,可通过圆形转台安装,参见图10‐12。
图10-12 用圆形转台安装工件10.1.6 铣削典型表面在铣床上利用各种附件和使用不同的铣刀,可以铣削平面、沟槽、成形面、螺旋槽、钻孔和镗孔等。
1.铣平面和垂直面在铣床上用圆柱铣刀、立铣刀、和端铣刀都可进行水平面加工,用端铣刀和立铣刀可进行垂直平面的加工。
用端铣刀加工平面(见图10‐13),因其刀杆刚性好,同时参加切削刀齿较多,切削较平稳,加上端面刀齿副切削刃有修光作用,所以切削效率高,刀具耐用,工件表面粗糙度较低。
端铣平面是平面加工的最主要方法。
而用圆柱铣刀加工平面,则因其在卧式铣床上使用方便,单件小批量的小平面加工仍广泛使用。
2.铣斜面铣斜面可用以下几种方法进行加工:(1)把工件倾斜所需角度。
此法是安装工件时,将斜面转到水平位置,然后按铣斜面的方法来加工此斜面。
见图10—14。
图10-13 用端铣刀铣平面(2)把铣刀倾斜所需角度。
这种方法是在立式铣床或装有万能立铣头的卧式铣床进行。
使用端铣刀或立铣刀,刀轴转过相应角度。
加工时工作台须带动工件作横向进给。
如图10—15所示。
图10-14 倾斜安装工件铣斜面 图10-15 刀具倾斜铣斜面(3)用角度铣刀铣斜面。
可在卧式铣床上用与工件角度相符的角度铣刀直接铣斜面。
参见图10—16。
图10-16 用角度铣刀铣斜面3.铣沟槽在铣床上可铣各种沟槽。
(1)铣键槽①铣敞开式键槽。
这种键槽多在卧式铣床上用三面刃铣刀进行加工如图10‐17所示。
注意:在铣削键槽前,要做好对刀工作,以保证键槽的对称度。
见图10‐18。
②铣封闭式键槽。
在轴上铣封闭式键槽,一般用立式铣刀加工。
切削时要注意逐层切下,因键槽铣刀一次轴向进给不能太大,见图10‐19 。
图10-17铣敞开式键槽 图10-18铣封闭式对刀方法图10-19 在立式铣床上铣封闭键槽(2)铣T形槽及燕尾槽铣T形槽应分两步进行,先用立铣刀或三面刃铣刀铣出直槽,然后在立式铣床上用T形槽或燕尾槽铣刀最终加工成形。
如图10‐20所示。
图10-20 铣T形槽及燕尾槽图4.铣成形面铣成形面常在卧式铣床上用与工件成形面形状相吻合的成形铣刀来加工。
5.铣螺旋槽铣削麻花钻和螺旋铣刀上的螺旋沟是在卧式万能铣床上进行。
铣刀是专门设计的,工件用分度头安装。
为获得正确的槽形,圆盘成形铣刀旋转平面必须与工件螺旋槽切线方向一致,所以须将工作台转过一个工件的螺旋角。
10.2 刨削在刨床上用刨刀加工工件叫做刨削。
刨床主要用来加工平面(水平面、垂直面、斜面)、槽(直槽、T形槽、V形槽、燕尾槽)及一些成形面。
刨削时由于一般只用一把刀具切削,返回行程又不工作,切削速度又较低,所以刨削的生产率较低。
但对于加工狭而长的表面,生产率较高。
同时由于刨削刀具简单,加工调整灵活方便,故在单件生产及修配工作中得到较广泛应用。
刨削加工的精度一般为IT9~IT8,表面粗糙度Ra值为6.3~1.6μm。
10.2.1 牛头刨床牛头刨床是刨削类机床中应用较广的一种。
它适合刨削长度不超过1000mm的中、小型零件。
如图8‐1和图8‐3,牛头刨床的主运动为电动机→变速机构→摇杆机构→滑枕往复运动;牛头刨床的进给运动为电动机→变速机构→棘轮进给机构→工作台横向进给运动。
1.牛头刨床的编号及组成如图10‐21所示为B6065型牛头刨床外形图,其型号意义如下:B6065牛头刨床的主要组成部份及作用如下:(1)床身。
床身5用于支承和连接刨床的各部件,其顶面导轨供滑枕6作往复运动,侧面导轨供横梁1和工作台8升降。
床身内部装有传动机构。
(2)滑枕。
用于带动刨刀作直线往复运动(即主运动),其前端装有刀架7。
(3)刀架。
如图10‐22所示,刀架用以夹持刨刀,并可作垂直或斜向进给。
扳转刀架手柄9时,滑板7即可沿转盘6上的导轨带动刨刀作垂直进给。
滑板需斜向进给时,松开转盘6上的螺母,将转盘扳转所需角度即可。
滑板7上装有可偏转的刀座1,刀座中的抬刀板2可绕轴5向上转动。
刨刀安装在刀夹3上。
在返回行程时,刨刀绕轴5自由上抬,可减少刀具后刀面与工件的摩擦。
图10-21 B6065牛头刨床 图10—22 刀架1—横梁 2—进刀机构 3—变速机构 4—摆杆机构 1—刀座 2—抬刀板 3—刀夹 4—紧固螺钉 5—床身 6—滑枕 7—刀架 8—工作台 5—轴 6—刻度转盘 7—滑板 8—刻度环 9—手柄(4)工作台。
用于安装工件,可随横梁上下调整,并可沿横梁导轨横向移动或横向间歇进给。
2.牛头刨床的典型机构及其调整B6065牛头刨床的传动系统如图10—23所示,其典型机构及其调整概述如下。