上篇第十一章 铣削、刨削、磨削加工
- 格式:ppt
- 大小:8.84 MB
- 文档页数:92
昆明理工大学制造技术工程实训实习报告参考答案一、工程材料基础知识(一)工程材料1、工程材料按其性能可分为结构材料和功能材料。
前者通常以力学性能为主,兼有一定的物理、化学、性能。
而后者是以特殊物理化学性能为主的功能材料。
工程上通常按化学分类法对工程材料进行分类,可分为金属材料、陶瓷材料、高分子材料、复合材料。
2、组成合金的结构形式有固溶体、金属化合物、机械混合物三种。
刚和铁的基本组成元素是铁和碳,统称为铁碳合金,其中碳含量大于2.11%为铁,小于2.11%为钢。
3、碳素钢是指碳含量小于2.11%和含有少量硅、锰、硫、磷等杂质元素所组成的铁碳合金,简称碳钢;合金钢是在碳钢的基础上加入其它金属(如硅、锰、铬、镍等)元素的铁碳合金;铸铁是含碳量大于2.11%的铁碳合金。
碳素钢价格低廉,工艺性好,广发应用与机械制造中;合金钢按加入合金元素的不同,具有不同的性能(高耐磨性、耐蚀性、耐低温、高磁性等),按用途可分为结构钢、特殊性能钢;铸铁按其碳的存在形态可分为灰口铸铁和百口铸铁。
4、常用的非金属材料有种:工程塑料、复合材料、工业橡胶、工业陶瓷等。
工程塑料具有密度小、耐腐蚀、耐磨减模型好、良好的绝缘性能以及成型性等优点,此外还有强度硬度较低、耐热性差、易老化和儒变等缺点;复合材料具有较高的比强度和比模量、较好的疲劳强度、耐蚀、耐热、耐磨、减震的特点;工业陶瓷:高硬度、高耐磨、高弹性模量、高抗压强度、高熔点、耐高温、耐腐蚀、脆性大等特点;合成橡胶:耐热、耐磨、耐老化;耐寒;耐臭氧(二)材料处理技术1、热处理工艺主要是通过控制加热温度、保温时间、冷却速度,从而改变材料的表面或内部组织结构,最终达到改善工件的工艺性能和使用性能的目的。
常用的热处理方法有:退火、正火、回火、淬火、调质。
2、说明一下热处理工艺的主要目的:退火:降低硬度,改善切削加工性能;消除残余应力,稳定尺寸;减少变形与裂纹倾向细化晶粒,调整组织,消除组织缺陷。
第11章刨削及磨削练习题1. 牛头刨床主要由哪几部分组成?各部分有何作用?答:牛头刨床的结构一般由床身、滑枕、底座、横梁、工作台和刀架等部件组成。
1)床身。
主要用来支撑和连接机床各部件。
其顶面的燕尾形导轨供滑枕作往复运动;床身内部有齿轮变速机构和摆杆机构,可用于改变滑枕的往复运动速度和行程长短。
2)滑枕。
主要用来带动刨刀作往复直线运动(即主运动),前端装有刀架。
其内部装有丝杠螺母传动装置,可用于改变滑枕的往复行程位置。
3)刀架。
主要用来夹持刨刀。
松开刀架上的手柄,滑板可以沿转盘上的导轨带动刨刀作上下移动;松开转盘上两端的螺母,扳转一定的角度,可以加工斜面以及燕尾形零件。
抬刀板可以绕刀座的轴转动,使刨刀回程时,可绕轴自由上抬,减少刀具与工件的摩擦。
4)工作台和横梁。
横梁安装在床身前部的垂直导轨上,能够上下移动。
工作台安装在横梁的水平导轨上,能够水平移动。
工作台主要用来安装工件。
台面上有T形槽,可穿入螺栓头装夹工件或夹具。
工作台可随横梁上下调整,也可随横梁作横向间歇移动,这个移动称为进给运动。
2. 试述摆杆机构的主要作用。
答:摆杆机构的作用是把摇杆齿轮的旋转运动转变为滑枕的往复直线运动,其工作原理如图11-4所示。
摇杆齿轮每转动一周时,滑枕就往复运动一次。
工作行程时间大于回程时间,但工作行程和回程的行程长度相等,因此回程速度比工作速度快(即慢进快回)。
另外,无论在工作行程还是回程,滑枕的运动速度都是不等的,每时每刻都是变化的。
3. 刨刀与车刀相比有何异同点?答:刨刀一般采用白刚等刀具,有强大的抗冲击能力。
车刀就多了,一般以锋利的合金为主。
可以达到工件所需的光洁度。
4. 刨床的主运动和进给运动是什么?刨削运动有何特点?答:刨床的主运动刀具的往复直线运动为切削主运动,进给运动是直线间歇运动。
刨削加工的特点:(1)刨削是不连续的切削过程,刀具切入、切出时切削力有突变,将引起冲击和振动,限制了刨削速度。
此外,单刃刨刀实际参加切削的长度有限,一个表面往往要经过多次行程才能加工出来,刨刀返回行程时不进行工作。
机械加工工艺操作规范第1章基本规定 (5)1.1 操作前准备 (5)1.2 安全技术要求 (5)1.3 机械设备的选择与检查 (5)1.4 工艺文件的制定与执行 (5)第2章钳工加工 (5)2.1 划线与标注 (5)2.2 锯削 (6)2.3 錾削 (6)2.4 钻孔 (6)第3章车削加工 (6)3.1 车床操作 (6)3.2 车刀的选择与安装 (6)3.3 车外圆 (6)3.4 车内孔 (6)第4章铣削加工 (6)4.1 铣床操作 (6)4.2 铣刀的选择与安装 (6)4.3 铣平面 (6)4.4 铣槽 (6)第5章刨削加工 (6)5.1 刨床操作 (6)5.2 刨刀的选择与安装 (6)5.3 刨平面 (6)5.4 刨侧平面 (6)第6章磨削加工 (6)6.1 磨床操作 (6)6.2 砂轮的选择与安装 (6)6.3 磨外圆 (6)6.4 磨平面 (6)第7章钻削加工 (6)7.1 钻孔 (6)7.2 扩孔 (6)7.3 铰孔 (6)7.4 锪孔 (6)第8章镗削加工 (6)8.1 镗床操作 (7)8.2 镗刀的选择与安装 (7)8.3 镗孔 (7)8.4 镗内外圆 (7)第9章特种加工 (7)9.1 电火花加工 (7)9.2 激光加工 (7)9.3 超声波加工 (7)9.4 化学加工 (7)第10章热处理工艺 (7)10.1 淬火 (7)10.2 回火 (7)10.3 退火 (7)10.4 渗碳 (7)第11章表面处理 (7)11.1 表面清洗 (7)11.2 表面涂覆 (7)11.3 表面改性 (7)11.4 表面装饰 (7)第12章装配与检验 (7)12.1 零件装配 (7)12.2 装配精度检验 (7)12.3 产品功能检验 (7)12.4 成品包装与防护 (7)第1章基本规定 (7)1.1 操作前准备 (7)1.1.1 操作人员应熟悉并掌握相关机械设备的基本原理、功能、操作方法和安全操作规程。
车削,铣削,磨削,刨削,钻削的工艺特点
车削的工艺特点:
1. 利用旋转刀具对工件进行切削加工,工件固定在回转工作台上。
2. 适用于加工轴类工件和旋转对称零件。
3. 刀具与工件之间有相对运动,可以实现高精度的切削加工。
4. 可以实现多种切削操作,如外圆车削、内圆车削、平面车削等。
铣削的工艺特点:
1. 利用旋转刀具在工件表面上进行直线或曲线方向的切削加工,工件固定在工作台上。
2. 适用于加工平面、曲面、齿轮等复杂形状的工件。
3. 切削速度较高,加工效率高。
4. 可以实现多种切削方式,如平面铣削、立铣、侧铣等。
磨削的工艺特点:
1. 利用磨料粒子对工件进行磨擦切削,工件固定在工作台上。
2. 适用于加工高硬度、高精度要求的工件,如模具、工具等。
3. 能够实现高精度的尺寸和形状加工。
4. 磨料粒子具有自锋性,切削力小,可加工硬度高的材料。
刨削的工艺特点:
1. 利用刨刀对工件进行切削加工,工件固定在工作台上。
2. 主要用于加工大型工件的面、平面和槽的加工。
3. 加工速度较低,但能够达到高表面精度和平面度。
4. 切削力大,适用于切削材料的加工。
钻削的工艺特点:
1. 利用旋转钻头对工件进行切削加工,工件固定在工作台上。
2. 主要用于加工孔类零件,可以实现精确的孔径和孔位。
3. 可以加工各种孔型,如圆孔、长孔、螺纹孔等。
4. 切削速度较慢,但能够达到较高精度和光洁度。
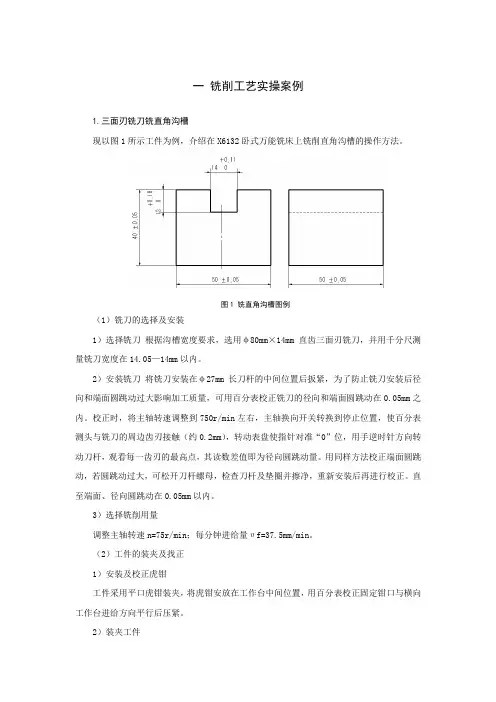
一铣削工艺实操案例1.三面刃铣刀铣直角沟槽现以图1所示工件为例,介绍在X6132卧式万能铣床上铣削直角沟槽的操作方法。
图1 铣直角沟槽图例(1)铣刀的选择及安装1)选择铣刀根据沟槽宽度要求,选用φ80mm×14mm直齿三面刃铣刀,并用千分尺测量铣刀宽度在14.05—14mm以内。
2)安装铣刀将铣刀安装在φ27mm长刀杆的中间位置后扳紧,为了防止铣刀安装后径向和端面圆跳动过大影响加工质量,可用百分表校正铣刀的径向和端面圆跳动在0.05mm之内。
校正时,将主轴转速调整到750r/min左右,主轴换向开关转换到停止位置,使百分表测头与铣刀的周边齿刃接触(约0.2mm),转动表盘使指针对准“0”位,用手逆时针方向转动刀杆,观看每一齿刃的最高点,其读数差值即为径向圆跳动量。
用同样方法校正端面圆跳动,若圆跳动过大,可松开刀杆螺母,检查刀杆及垫圈并擦净,重新安装后再进行校正。
直至端面、径向圆跳动在0.05mm以内。
3)选择铣削用量调整主轴转速n=75r/min;每分钟进给量υf=37.5mm/min。
(2)工件的装夹及找正1)安装及校正虎钳工件采用平口虎钳装夹,将虎钳安放在工作台中间位置,用百分表校正固定钳口与横向工作台进给方向平行后压紧。
2)装夹工件a 划线装夹前先用高度尺在工件上划出14mm对称槽宽线及12mm槽深线,并打上样冲眼。
b 装夹工件工件以左侧面为基准,靠在固定钳口上,垫适当高度的平行垫铁,使工件高出钳口约14mm,夹紧后用铜棒轻轻敲击工件,使之与平行垫铁贴紧。
(3)直角沟槽铣削步骤1)对刀a 按划线对刀移动工作台,使铣刀处于铣削部位,目测铣刀两侧刃与槽宽线相切。
开动机床,垂向缓缓上升,切出刀痕。
停机后,下降垂向工作台,观看切痕是否与两线重合,若有偏差则调整横向工作台。
b 侧面对刀在侧面上贴一张薄纸,移动工作台,使工件处于铣刀端面刃齿位置,开动机床,缓缓移动横向工作台使铣刀刚好擦到薄纸。
车削,铣削,磨削,刨削,钻削的工艺特点(一)车削工艺•车削工艺是一种通过旋转工件并用刀具切削的加工方法。
•车削可以用来加工各种形状的工件,包括圆柱、锥体、球体等。
•在车削过程中,刀具与工件之间会产生切削力,需要注意刀具的刃口磨损。
车削工艺的特点•高效率:车床可以实现自动化加工,提高生产效率。
•精度高:车削可以达到很高的加工精度,适用于精密零件的加工。
•可加工材料广泛:车削适用于各种材料,包括金属、塑料、陶瓷等。
铣削工艺•铣削工艺是通过刀具的旋转和工件的移动,将刀具的刃口与工件表面接触,实现切削加工的方法。
•铣削可以用来加工平面、曲线、槽口、齿轮等各种形状的工件。
•铣削切削力较大,需要注意刀具与工件的配合及刃口的磨损情况。
铣削工艺的特点•多功能性:铣削可以实现各种形状的加工,具有较高的加工灵活性。
•高效率:铣床可以实现自动化加工,提高生产效率。
•可加工材料广泛:铣削适用于各种材料,包括金属、塑料、木材等。
磨削工艺•磨削工艺是通过砂轮与工件表面的相对运动,将工件表面的材料去除的加工方法。
•磨削可以用来加工精度要求较高的工件,如轴、孔等。
•磨削过程中,砂轮会产生较大的热量,需要注意冷却与润滑。
磨削工艺的特点•高精度:磨削可以达到很高的加工精度,适用于精密零件的加工。
•表面光洁度高:磨削可以在工件表面留下光洁的加工面。
•可加工硬度较高的材料:磨削对硬材料的加工能力较强。
刨削工艺•刨削工艺是通过在刀具和工件之间施加压力,使刀具顺着工件的表面削去一层材料的加工方法。
•刨削可以用来加工大尺寸的平面和槽口等工件。
•刨削过程中,刀具需要具备较高的刚性和稳定性,以保证加工质量。
刨削工艺的特点•快速:刨削可以一次加工较大面积的工件,加工速度较快。
•平整度高:刨削能够获得平整度较高的加工面。
•可加工大尺寸工件:刨削适用于大型工件的加工。
钻削工艺•钻削工艺是通过钻杆的旋转和施加压力,将工件上的材料削除,实现加工的方法。
•钻削主要用于加工圆孔,可以在各种材料上进行钻削。