项目4 平面加工
- 格式:ppt
- 大小:31.79 MB
- 文档页数:54
![数控车削编程与加工(FANUC系统) 第2版 项目四习题(法)[4页]](https://uimg.taocdn.com/181273ef6037ee06eff9aef8941ea76e58fa4a17.webp)
思考与练习一、填空题1.粗车凹圆弧面路径有、、和。
2.用二维CAD软件辅助查找编程基点坐标时,工件原点与CAD软件原点应。
3.凹圆弧面的形状精度主要用测量。
4.G17是指平面,G18是指平面。
5.G02指令含义是,G03指令含义是。
6.G02/G03 X(U)Z(W) R F 指令格式中,X、Z指点坐标,R是,F含义是。
7.G18 G02/G03 X(U)Z(W) I K F 格式中,I、K含义是。
8.圆头车刀常取刀头的作为刀位点。
9.车凸圆弧面采用棱形车刀容易发生干涉现象。
10.粗车凸圆弧面的车削路径有、。
11.G73 UΔi WΔk R d;G73 P n s Q n f UΔu WΔw F(Δf)指令中,Δi含义是,Δk含义是,Δu含义是,Δw含义是。
12.车成形面零件,刀尖圆弧半径影响零件形状与尺寸精度。
13.G73指令较G71指令走刀路径,空行程路线。
14.车内凸圆弧面时使用指令(G02/G03)。
15.车内凸圆弧面车刀易发生干涉,车内凹圆弧面易发生干涉。
16.内圆弧面形状精度一般采用测量。
17.当内圆弧面尺寸较小成为内圆弧槽时,可选用车刀加工。
二、判断题1.成形面零件是由曲线回转形成表面的零件。
()2.带阶梯的成形面宜用圆头车刀切削。
()3.尖头车刀不易产生副切削刃干涉。
()4.粗车凹圆弧路径中,梯形形式编程计算简单。
()5.粗车凹圆弧路径中,车三角形形式编程计算简单,且余量均匀,切削路径短。
()6.大部分二维CAD软件都具有查询点坐标功能。
()7.数控车床常使用G19平面。
()8.外圆表面车凹圆弧用G02指令。
()9.数控车床上不论是车凹圆弧还是车凸圆弧都是用G02指令。
()10.尖头刀车凸圆弧一般不易产生主切削刃干涉。
()11.棱形车刀常用于车带阶梯的凸圆弧面零件。
()12.G73指令不能用来粗车径向尺寸单向递增或递减的轴类零件。
()13.G73指令中d是指精车余量。
()14.车成形面零件也需要使用刀尖半径补偿功能指令。
(一)、施工平面布置
1、施工平面布置的原则
1.1、在满足施工需要前提下,尽量减少施工用地.
1.2、施工现场布置要紧凑合理,充分考虑本项目施工现场的实际情况,合理布置各加工制作现场、临时办公用房、工具房、库房、材料堆放场、临时厕所及临时水电管线布置等,施工总平面布置依据施工需求及环保和消防的需求.保护好施工现场的原有设施.合理布置各项施工设施,科学规划施工道路.科学确定施工区域,尽量减少交叉工作.
1.3、尽量降低运输费用,保证运输方便,减少二次搬运.
1.4、尽量降低临时设施的修建费用,充分利用已有或拟建房屋、管线、道路为施工服务.
1.5、有利施工、方便生活,居住区至施工区的距离要近.
1.6、符合劳动保护、技术安全和防火需求.
2、施工平面布置的方式
2.1、运输道路的布置:道路应与仓库、料场的位置结合布置,并与场外道路连接.
2.2、仓库的布置:布置接近使用地点,其纵向应与线路平行,装卸时间长的仓库及料场用地要尽量远离道路,以免影响交通.
2.3、场内临时道路的布置:尽量利用永久道路,必须修建的临时道路,要把仓库、料场和施工点贯穿起来,对过路的管线要先铺设.
2.4、项目部办公区、生活区的布置:办公区及生活区设在甲方指定位置,工人宿舍等生活区和办公区分开布设,食堂布置在生活区为宜.
(二)、施工平面布置图。


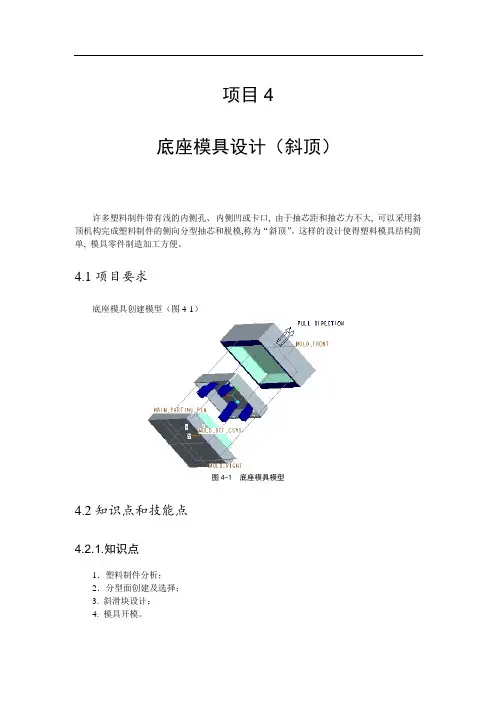
项目4底座模具设计(斜顶)许多塑料制件带有浅的内侧孔、内侧凹或卡口, 由于抽芯距和抽芯力不大, 可以采用斜顶机构完成塑料制件的侧向分型抽芯和脱模,称为“斜顶”。
这样的设计使得塑料模具结构简单, 模具零件制造加工方便。
4.1项目要求底座模具创建模型(图4-1)图4-1 底座模具模型4.2知识点和技能点4.2.1.知识点1.塑料制件分析;2.分型面创建及选择;3. 斜滑块设计;4. 模具开模。
4.2.2.技能点1.模具设计步骤;2.分型面的创建及选择;3.斜滑块设计;4.模具开模。
4.3任务实施本节以塑料底座零件mold_sample4-1(图4-2)为例介绍创建模具模型过程。
图4-2 底座4.3.1设置工作目录在硬盘(例如D盘)根目录建立一个名为“samples4\mold_sample4-1”文件夹,将附盘文件“mold_sample4-1.prt”复制到此文件夹下。
启动Pro/E,并设置此文件夹为工作目录。
图4-3 设置工作目录4.3.2新建文件单击【文件】→〖新建〗,或者单击图标,出现〖新建〗对话框,选择〖制造〗类型和〖模具型腔〗子类型,在〖名称〗文本框中输入文件名“sample4-1”.取消〖使用缺省模板〗复选框前的勾选,单击〖确定〗按钮,在弹出的〖新文件选项〗对话框中,选择“mmns_mfg_mold”模板,单击〖确定〗按钮,进入模具设计模块界面。
(图4-4)图4-4 新建文件4.3.3 装配参照模型利用菜单管理器〖模具〗→〖模具型腔〗→〖装配〗→〖参照模型〗(见图4-5所示),在弹出的对话框中选择“mold_sample4-1_source.prt”文件→〖打开〗→在弹出对话框中选择“缺省”装配(如图4-4所示)→点击→弹出创建参照模型对话框→〖确定〗,再点击菜单管理器〖完成/返回〗(如图4-7所示),即完成参照模型的装配。
图4-5装配参照模型菜单管理器图4-6 参照模型图4-7 创建参照模型在弹出“创建参照模型”对话框中(见图4-7所示)的“参照模型类型”有三个选项,分别表示的意思是:“按参照合并”——复制一个与原模型相关的新模型;“同一模型”——模具中的模型就是原模型;“继承”——与原模型相关的新模型单向相关模具中修改不影响原模型。
模块二基本操作技能项目4 划线【课题设计】(两课日)第一天,了解划线的相关理论基础知识,并在纸上进行绘图练习。
第二天,在学生绘图练习的基础上,进行平面划线训练,进一步提高划线操作的技能与技巧。
【课前准备】1.工、卡量具:划线平板、划线盘、划针、划规、90°角尺、样冲、游标高度尺、钢直尺、小锤等。
2.材料:500×330×1铁皮。
3.生产实习挂图、相关光盘。
【理论教学组织】1、检查学生出勤情况并做好记录。
2、调整学生的注意力,为上课作准备。
【复习提问】(用提问的形式,复习回顾常用量具的使用等知识,为学习划线知识奠定基础)【作业讲评】(结合实际情况进行讲评)【导入新课】划线是钳工的重要工作之一,它是我们生产实习的重点课题,操作者的技能水平直接影响产品加工质量。
(用实例说明划线的重要性以及在生产中的地位,如钳工钻孔划线、锯削划线以及复杂异形零件在机床上的找正线等)【讲授新课】划线相关工艺知识一、概念划线:根据图样要求,在毛坯或工件上用划线工具划出加工界线或作为基准的点、线的操作称为划线。
(用下图解释此概念)平面划线:只需要在工件的一个表面上划线后即能明确表示加工界线的,称为平面划线。
立体划线:需要在工件上几个不同角度(通常相互垂直)的表面上划线后,才能明确表示出加工界线的,称为立体划线。
(用实例说明)二、划线的作用1、确定工件各表面的加工余量,孔的位置等。
使机械加工有明确的标志。
2、便于复杂工件在机床上装夹,可按划线找正定位。
3、能够及时发现和处理不合格的毛坯,避免加工后造成损失。
4、采用借料划线可使误差不大的毛坯得到补救,提高毛坯的利用率。
三、划线精度一般为0.25~0.5mm。
因此,在加工过程中,必须通过测量来保证工件最后尺寸的准确性。
四、常用划线工具的使用(展示实物,讲明用途、使用方法和注意事项)1、钢板尺2、划线平板3、划线盘4、划针5、划规6、游标高度尺7、90°角尺8、样冲五、划线前的准备工作(分析该项工作的目的及方法)1、工件的清理。

项目四制作V形块
一、填空
1、锯削是一种(粗)加工,平面度一般控制在(0.2)mm之内。
2、锯条的长度规格以(两端安装孔中心距)来表示,常用锯条长度为(300)mm。
3、起锯有(远起据)和(近起据)两种,为避免锯条卡住或崩裂,应尽量采用(远起据)。
4、锉刀用(高碳工具钢)制成,按用途不同,锉刀可分为(钳工)锉、(异形)锉和(整形)锉三类。
二、判断
1、圆锉刀和方锉刀的尺寸规格都是以锉身长度来表示的。
(×)
2、锯条的长度是指两端安装孔中心距,钳工常用的是300mm的锯条。
(√)
3、锯削管子和薄板时,必须用粗齿锯条,否则会因齿距小于板厚或管壁厚,使锯齿被钩住而崩断。
(×)
4、目前使用的锯条锯齿角度是:前角γ0是0°,后角α0是50°,楔角β是40°。
(×)
5、锯管子时,为避免重复装夹的麻烦,可以从一个方向锯断管子。
(×)
三、选择
1、锯条的锯齿角度中后角度α=_____B_____
A、580
B、400
C、350
2、锯割时,往复行程不小于锯条全长的__B_____
A、1/2
B、2/3
C、3/4
3、起锯时的角度最好为_______A___
A、小于150
B、150左右
C、大于150。
模块四平面轮廓加工课题一平面加工一、填充题1.西门子系统米制尺寸输入设定指令是,英制尺寸输入设定指令是。
2.法那克系统米制尺寸输入设定指令是,英制尺寸输入设定指令是。
3.G94指令表示。
G95指令表示。
4.数控铣床进给速度为150mm/min,主轴转速为1000r/min,则铣刀每转进给量为,若采用二齿立铣刀,则每齿进给量为。
5.铣平面应选用铣刀。
6.立式铣床上,端铣刀平面铣削方式可分为和两种,其中方式切入角大于切出角。
7.平面铣削加工路径有、、三种,其中进给路径常用于平面精加工。
8.数控铣床上零件形位公差主要依靠数控铣床精度及来保证。
9. 铣床上铣削单件、小批量生产的零件应采用夹具。
大批量生产的零件应采用夹具或夹具。
10.铣削大平面,铣刀需多次往返切削,往返切削时每两刀之间行距一般为铣刀直径的倍。
二、判断题1.米、英制尺寸设定指令为模态有效指令。
2.G21指令是西门子系统米制尺寸输入指令。
3. 法那克系统G20、G21指令可同时出现在一个程序段中。
4. 西门子系统G70、G71指令不能同时出现在一个程序段中。
5.米制/英制尺寸输入指令转换后,增量进给单位制不变。
6.每分钟进给量与每转进给量的关系为v f=nf。
7.G95表示每分钟进给量。
8. G94、G95指令是模态有效指令。
9.法那克系统数控铣床的进给方式分为每分钟进给和每转进给两种,一般可用G96和G97来区分。
10.数控铣床进给速度常采用毫米/转。
11.G94、G95指令可以不能同时出现在一个程序段中。
12.端面盘铣刀一般都采用高速钢刀片。
13.端面铣削时不对称顺铣对刀具影响最大。
14.端面铣刀对称铣削时,切入角等于切出角。
15.往复平行铣削效率最高。
16.铣削平面时,铣削行距应大于铣刀直径。
17.铣削零件,平面与平面间平行度及垂直度要求主要通过零件定位夹装保证。
三、选择题1.法那克系统米制尺寸输入指令是。
A. G71B. G70C. G21D. G202.西门子系统米制尺寸输入指令是。