(完整版)项目4平面加工
- 格式:ppt
- 大小:31.79 MB
- 文档页数:54
职业技术学院教师授课教案20 /20 学年第学期课程机械CAD/CAM教学内容讲授新课:平面刻字加工一、学习本课程的目的和任务通过平面刻字加工,掌握添加文字注释的方法,掌握创建平面刻字步骤;熟悉NX10.0软件中针对平面文字雕刻选用合适的工序类型,了解平面文本工序类型的各项参数并可对其进行设置,达到根据图纸生创建零件雕刻加工轨迹并可生成加工程序的能力。
二、本课程的主要内容和基本要求打开文件7-4-1.prt在已加工完的表面上雕刻出文字,并生成零件的加工程序,如图7-4-1所示。
图7-4-1三、本课程的学习方法1.不断地“由物想图”和“由图想物”,既要想象构思物体的形状,又要思考作图的投影规律,逐步提高空间想象和思维能力。
2.学与练相结合,读图与画图相结合,通过画图促进读图能力的培养。
3.要重视实践,树立理论联系实际的学风。
培养良好的工程意识和工程素质。
四、新知识点1.平面刻字概括在许多模具加工时,需要在零件上雕刻模具的型号、模具产品的名称厂家名称等零件信息或标识,即刻字。
刻字的方式很多,有钳工錾刻、激光打标、化学腐蚀、去料雕刻等。
在NX10.0中刻字操作可以实现这个功能,平面刻字方法就是利用数控机床进行去料雕刻文字。
它使用制图模块中注释方法来创建编辑器所要雕刻的文字,然后再来生成刀路轨迹。
创建所刻文字时应注意,如果创建的字是实心的,那么一个笔画可能是由好几条线组成的一个封闭的区域,这时候如果刀尖半径很小,那么这些封闭的区域很可能不被完全切掉。
2.创建文字注释【建模】模块中的【文本】功能所创建的文字不能用于刻字加工,创建注释文字的工具是用【制图】模块中的【注释】功能。
首先打开【制图】模块,选择【注释】按钮,打开【注释】对话框如图7-4-2,在文本输入里面可以输入要进行雕刻的文字。
点击打开设置对话框如图7-4-3,在这里可对文字的字体格式等进行设置。
设置好格式后点击文字要放的位置即可如图7-4-4。
(一)、施工平面布置
1、施工平面布置的原则
1.1、在满足施工需要前提下,尽量减少施工用地.
1.2、施工现场布置要紧凑合理,充分考虑本项目施工现场的实际情况,合理布置各加工制作现场、临时办公用房、工具房、库房、材料堆放场、临时厕所及临时水电管线布置等,施工总平面布置依据施工需求及环保和消防的需求.保护好施工现场的原有设施.合理布置各项施工设施,科学规划施工道路.科学确定施工区域,尽量减少交叉工作.
1.3、尽量降低运输费用,保证运输方便,减少二次搬运.
1.4、尽量降低临时设施的修建费用,充分利用已有或拟建房屋、管线、道路为施工服务.
1.5、有利施工、方便生活,居住区至施工区的距离要近.
1.6、符合劳动保护、技术安全和防火需求.
2、施工平面布置的方式
2.1、运输道路的布置:道路应与仓库、料场的位置结合布置,并与场外道路连接.
2.2、仓库的布置:布置接近使用地点,其纵向应与线路平行,装卸时间长的仓库及料场用地要尽量远离道路,以免影响交通.
2.3、场内临时道路的布置:尽量利用永久道路,必须修建的临时道路,要把仓库、料场和施工点贯穿起来,对过路的管线要先铺设.
2.4、项目部办公区、生活区的布置:办公区及生活区设在甲方指定位置,工人宿舍等生活区和办公区分开布设,食堂布置在生活区为宜.
(二)、施工平面布置图。
平面加工方法和平面加工方案平面加工方法有刨、铣、拉、磨等,刨削和铣削常用作平面的粗加工和半精加工,而磨削则用作平面的精加工。
此外还有刮研、研磨、超精加工、抛光等光整加工方法。
采用哪种加工方法较合理,需根据零件的形状、尺寸、材料、技术要求、生产类型及工厂现有设备来决定。
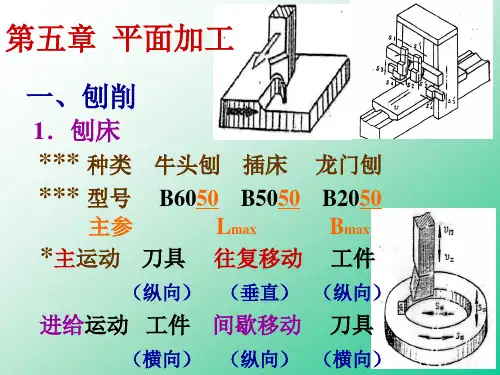
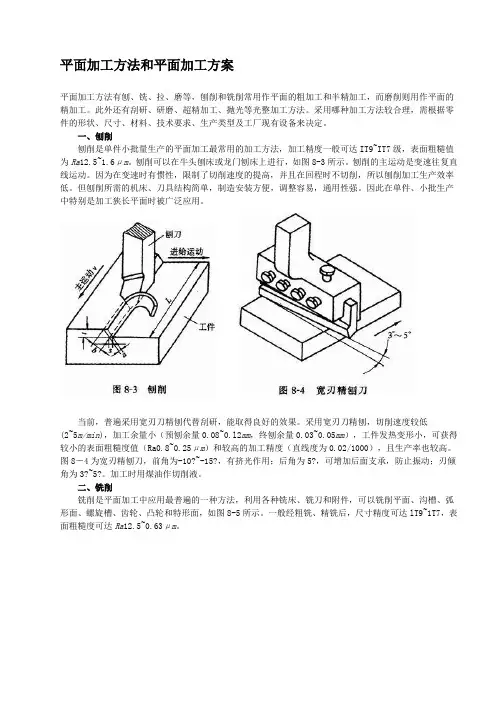
一、刨削刨削是单件小批量生产的平面加工最常用的加工方法,加工精度一般可达IT9~IT7级,表面粗糙值为Ra12.5~1.6μm。
刨削可以在牛头刨床或龙门刨床上进行,如图8-3所示。
刨削的主运动是变速往复直线运动。
因为在变速时有惯性,限制了切削速度的提高,并且在回程时不切削,所以刨削加工生产效率低。
但刨削所需的机床、刀具结构简单,制造安装方便,调整容易,通用性强。
因此在单件、小批生产中特别是加工狭长平面时被广泛应用。
当前,普遍采用宽刃刀精刨代替刮研,能取得良好的效果。
采用宽刃刀精刨,切削速度较低(2~5m/min),加工余量小(预刨余量0.08~0.l2mm,终刨余量0.03~0.05mm),工件发热变形小,可获得较小的表面粗糙度值(Ra0.8~0.25μm)和较高的加工精度(直线度为0.02/1000),且生产率也较高。
图8-4为宽刃精刨刀,前角为-10?~-15?,有挤光作用;后角为5?,可增加后面支承,防止振动;刃倾角为3?~5?。
加工时用煤油作切削液。
二、铣削铣削是平面加工中应用最普遍的一种方法,利用各种铣床、铣刀和附件,可以铣削平面、沟槽、弧形面、螺旋槽、齿轮、凸轮和特形面,如图8-5所示。
一般经粗铣、精铣后,尺寸精度可达lT9~1T7,表面粗糙度可达Ra12.5~0.63μm。
铣削的主运动是铣刀的旋转运动,进给运动是工件的直线运动。
图8-6为圆柱铣刀和面铣刀的切削运动。
(一)铣削的工艺特征及应用范围铣刀由多个刀齿组成,各刀齿依次切削,没有空行程,而且铣刀高速回转,因此与刨削相比,铣削生产率高于刨削,在中批以上生产中多用铣削加工平面。
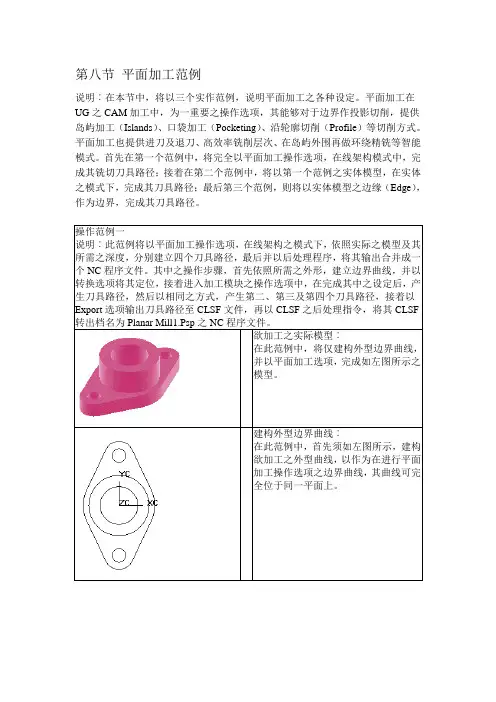
第八节平面加工范例
说明︰在本节中,将以三个实作范例,说明平面加工之各种设定。
平面加工在UG之CAM加工中,为一重要之操作选项,其能够对于边界作投影切削,提供岛屿加工(Islands)、口袋加工(Pocketing)、沿轮廓切削(Profile)等切削方式。
平面加工也提供进刀及退刀、高效率铣削层次、在岛屿外围再做环绕精铣等智能模式。
首先在第一个范例中,将完全以平面加工操作选项,在线架构模式中,完成其铣切刀具路径;接着在第二个范例中,将以第一个范例之实体模型,在实体之模式下,完成其刀具路径;最后第三个范例,则将以实体模型之边缘(Edge),作为边界,完成其刀具路径。
平面加工工艺与装备引言平面加工是一种常见的机械加工方法,用于制造平面零件。
平面加工工艺与装备是机械制造工程中的重要环节,它涉及到许多工艺和设备的选择和应用。
本文将介绍平面加工的工艺流程、常用的平面加工工艺以及常见的平面加工装备。
工艺流程平面加工的工艺流程通常包括以下几个步骤:1.加工准备:准备工作包括选择合适的加工工艺和装备,设计加工方案,准备加工所需的材料和工具等。
2.外形加工:根据零件的设计要求,通过铣削、镗削、刨削、切割等工艺方法,将工件的外形加工至所需尺寸和形状。
3.平面加工:利用平面刨床、平面磨床、平面铣床等设备对工件的平面进行加工,使其具备平整度、垂直度和光洁度等表面质量指标。
4.辅助加工:根据工件的具体要求,进行其他辅助加工如倒角、抛光、焊接等操作,以提高工件的整体质量。
5.检测与修正:对加工后的工件进行检测,检查其尺寸和形状是否满足设计要求,如有问题则进行修正。
6.清洗与保养:对加工后的工件进行清洗,去除加工过程中产生的切削液、金属屑等杂质,并进行适当的保养,以延长使用寿命。
常用的平面加工工艺1.刨削:通过安装在平面刨床上的刨刀,对工件表面进行切削,以获得平整的表面。
刨削适用于对大型平面进行粗加工。
2.磨削:利用平面磨床上的砂轮对工件进行磨削,使其具备高精度的平整度和光洁度。
磨削适用于对高精度平面的加工。
3.铣削:通过平面铣床上的刀具对工件进行切削,实现平面的精度加工。
铣削适用于对各种材料的平面加工。
4.镗削:使用镗削工具对工件内径进行加工,以获得高精度和高表面质量的孔。
常见的平面加工装备1.平面刨床:平面刨床是一种最早出现的平面加工设备,其结构简单,通过刨床上的刨刀对工件进行切削来实现平面加工。
2.平面磨床:平面磨床是一种高精度的平面加工设备,通过砂轮对工件进行磨削,以获得平整的表面和高精度的尺寸。
3.平面铣床:平面铣床是一种通用的金属加工设备,通过铣刀对工件进行切削,实现平面的精度加工。
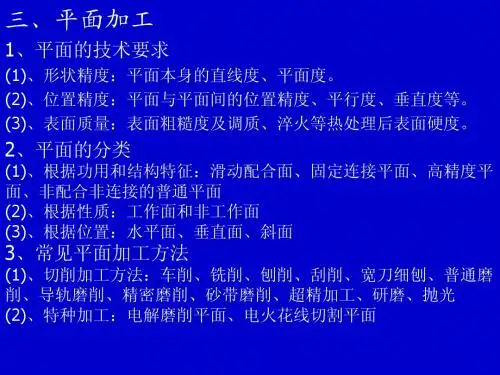
常见表面加工方案平面加工方案1.平面常见的技术要求包括四个方面:尺寸精度、形状精度、位置精度、表面质量。
132形状精度:平面度、直线度。
1.平面常见的技术要求有缘学习更多+谓ygd3076考证资料或关注桃报:奉献教育(店铺)41.平面常见的技术要求2.平面的加工方法常用的方法有:1)铣削;2)刨削;3)车削;4)磨削;5)刮削;6)精密加工;7)特种加工。
3.平面常见的加工方案铣(刨)类铣(刨)磨类车削类常见的加工方案可归纳为:平板导轨类拉削类特种加工类3.平面常见的加工方案铣(刨)类加工方案•用于加工除淬硬件以外的各种零件上中等精度的平面。
•铣削适合各种批量生产,刨削则适合单件小批量生产或用于维护工件等。
3.平面常见的加工方案铣(刨)类加工方案序号加工方案尺寸公差等级(IT)表面粗糙度Ra/um1粗铣(刨)12~1150~12.5 2粗铣(刨)—半精铣(刨)10~9 6.3~3.2 3粗铣(刨)—半精铣(刨)—精铣(刨)8~7 3.2~1.63.平面常见的加工方案铣(刨)磨类加工方案•用于加工除有色金属以外的各种零件上的平面。
•尤其适合要求淬火处理的各种金属零件。
有缘学习更多+谓ygd3076考证资料或关注桃报:奉献教育(店铺)3.平面常见的加工方案铣(刨)磨类加工方案序号加工方案尺寸公差等级(IT)表面粗糙度Ra/um1粗铣(刨)—半精铣(刨)—粗磨8~7 1.6~0.4 2粗铣(刨)—半精铣(刨)—粗磨—精磨7~60.4~0.2技术要求:淬火处理。
车削类加工方案3.平面常见的加工方案序号加工方案尺寸公差等级(IT )表面粗糙度Ra /um 1粗车12~1150~12.52粗车—半精车10~9 6.3~3.23粗车—半精车—精车8~7 3.2~1.6多用于加工轴、盘、套等零件上的端平面和台阶平面。
有缘学习更多+谓ygd3076考证资料或关注桃报:奉献教育(店铺)Thank You!。