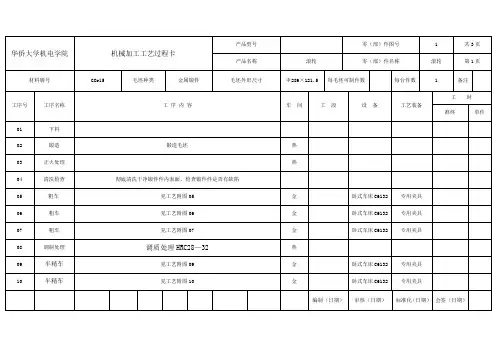
06机械加工工序卡片
- 格式:dwg
- 大小:154.77 KB
- 文档页数:1
日 期机械加工工序卡片更改文件号装 订 号底 图 号标记处数处数日 期签 字标记更改文件号签 字工 步 内 容焦作制动器股份有限公司步号工审核(日期)编制(日期)会签(日期)会签(日期)设 备 型 号毛坯外形尺寸工 序 名 称工 艺 装 备(转/分)转速主轴速度(米/分)切削夹 具 编 号设 备 名 称产品型号产品名称零(部)件图号毛 坯 种 类车 间工 序 号零(部)件名称同 时 加 工辅助量(毫米/转)走刀深度(毫米)走刀机动工时定额次数走刀设 备 编 号夹 具 名 称准 终 单 件工 序 工 时冷 却 液件 数每 台 件 数第( )页共( )页每 坯 件 数材 料 牌 号文 件 编 号日 期机械加工工序卡片更改文件号装 订 号底 图 号标记处数处数日 期签 字标记更改文件号签 字工 步 内 容焦作制动器股份有限公司步号工审核(日期)编制(日期)会签(日期)会签(日期)设 备 型 号毛坯外形尺寸工 序 名 称工 艺 装 备(转/分)转速主轴速度(米/分)切削夹 具 编 号设 备 名 称产品型号产品名称零(部)件图号毛 坯 种 类车 间工 序 号零(部)件名称同 时 加 工辅助量(毫米/转)走刀深度(毫米)走刀机动工时定额次数走刀设 备 编 号夹 具 名 称准 终 单 件工 序 工 时冷 却 液件 数每 台 件 数第( )页共( )页每 坯 件 数材 料 牌 号文 件 编 号5粗车铸件1ZG340-570下料1011∅242∅176∅156∅94146448212\A0∅465∅340L0.610.1∅210∅d120.21.3制动轮ZDL500YZDL500Y制动轮制动轮ZDL50Байду номын сангаасYZDL500Y制动轮166\A0∅465210∅210∅d1-1L∅340∅901058566105∅340L∅210∅465\A0∅d1-2∅8514210A105未注园角R6BC∅dLL666666L105105668.285∅d1(d2)∅505(%%c502)车轮内园至尺寸Φ465,车轴毂端面按图示保证尺寸.倒角2X45%%d检验合格后转下道工序六深度百分尺0~100mm游标卡尺0~300mm 游标卡尺300~800mm∅d1