机械加工工艺过程卡片
- 格式:doc
- 大小:587.00 KB
- 文档页数:20
机械加工工艺过程卡片
九江学院
机械加工工艺过程卡片
部件图号共页机械与资料工程学院部件名称第页
资料牌号毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数
工序号工序内容车间工段设施工艺装备
工时
准终单件
机械加工工序卡片
九江学院
机械加工工序卡片
机械与资料工程学院
(工序简图)
工步
工步内容工艺装备号
部件图号共页部件名称第页车间工序号工序名称资料牌号
毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数设施名称设施型号设施编号同时加工件数夹具编号夹具名称切削液
工位用具编号工位用具名称工序工时
准终单件
主轴转速切削速度进给量(/ mm背吃刀量走刀
/( r/ min )/( m/ min )/ r)/mm
工时定额
次数
基本协助。


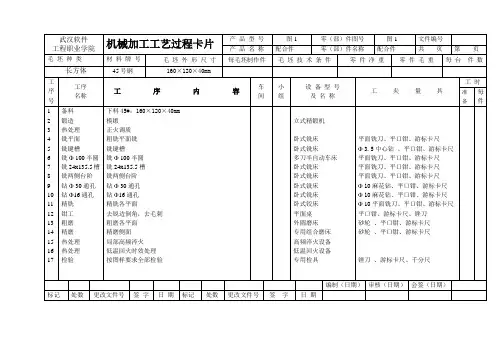
武汉软件工程职业学院机械加工工艺过程卡片产品型号图1 零(部)件图号图1 文件编号产品名称配合件零(部)件名称配合件共页第页毛坯种类材料牌号毛坯外形尺寸每毛坯制作件毛坯技术条件零件净重零件毛重每台件数长方体45号钢160×120×40mm工序号工序名称工序内容车间小组设备型号及名称工夹量具工时准备每件1 2 3 4 5 6 7 8 91011121314151617 备料锻造热处理铣平面铣键槽铣Φ 100半圆铣24x135.5槽铣两侧台阶钻Φ 30通孔钻Φ16通孔精铣钳工粗磨精磨热处理热处理检验下料45#:160×120×40mm模锻正火调质粗铣平面铣铣键槽铣Φ 100半圆铣24x135.5槽铣两侧台阶钻Φ 30通孔钻Φ16通孔精铣各平面去锐边倒角,去毛刺粗磨各平面精磨侧面局部高频淬火低温回火时效处理按图样要求全部检验立式精锻机卧式铣床卧式铣床多刀半自动车床卧式铣床卧式铣床卧式铣床卧式铣床卧式铰床平面桌外圆磨床专用组合磨床高频淬火设备低温回火设备专用检具平面铣刀、平口钳、游标卡尺Φ3.5中心钻、平口钳、游标卡尺平面铣刀、平口钳、游标卡尺平面铣刀、平口钳、游标卡尺平面铣刀、平口钳、游标卡尺Φ10麻花钻、平口钳、游标卡尺Φ10麻花钻、平口钳、游标卡尺Φ 10平面铣刀、平口钳、游标卡尺平口钳、游标卡尺、锉刀砂轮、平口钳、游标卡尺砂轮、平口钳、游标卡尺锉刀、游标卡尺、千分尺编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工艺过程卡填写参考模板(一页不够可以复制接续到下一页)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片填写参考模板(5-8张,要来自于上面的工艺过程卡的某一个工序,自己选择做某个工序,并按工序号大小顺次填写)机械加工工序卡片产品型号零件图号共5页产品名称零件名称右支架第1页CAD中要抓取白底的图片放入并要符合工序简图的绘制要求车间工序号工序名称材料牌号05 粗铣顶面A ZG310-570毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件设备名称设备型号设备编号同时加工件数XA5032 1 夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时/min准终单件高速钢镶齿铣刀工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm进给次数工步工时/min基本辅助1 粗铣顶面A 刀具:高速钢镶齿套式端铣刀量具:游标卡尺60 23.55 1.12 4 2.02 描图描校装订号设计(日期) 审核(日期) 标准化(日期) 会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号共5页产品名称零件名称第2页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时/min 准终单件工步号工步内容工艺装备主轴转速/(r/min)切削速度/(m/min)进给量/(mm/r)背吃刀量/mm进给次数工步工时/min基本辅助描图描校。
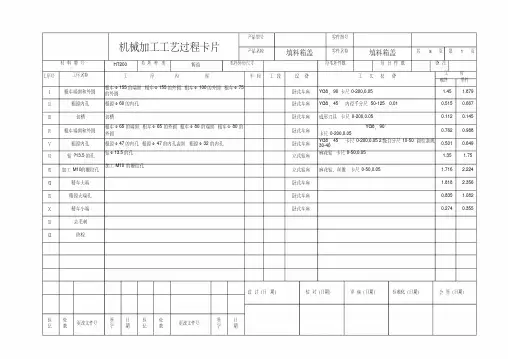
机械加工工艺过程卡片页脚.页脚.机械加工工序卡片产品型号零件图号01-01-01 共17页产品名称填料箱盖零件名称填料箱盖第 1 页(工序图) 车间工序号工序名称材料牌号机加工车间车削HT200毛坯种类毛坯外型尺寸每坯件数每台件数铸造159x142 1 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY-01 车床专用夹具工序工时准终单件39.46s工步号工步容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助1 粗车小端端面专用夹具、YG6硬质合金车刀、表面粗糙度仪90 45 0.5 1.25 1 22s17.46s机械加工工序卡片产品型号零件图号01-01-01 共17页产品名称填料箱盖零件名称填料箱盖第 2 页(工序图) 车间工序号工序名称材料牌号机加工车间车削HT200毛坯种类毛坯外型尺寸每坯件数每台件数铸造159x142 1 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY-01 车床专用夹具工序工时准终单件20.96s工步号工步容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助2 粗车φ65外圆专用夹具、YG6硬质合金车刀、游标卡尺、表面粗糙度仪90 45 0.65 1 1 20.5s 0.46s机械加工工序卡片产品型号零件图号01-01-01 共17页产品名称填料箱盖零件名称填料箱盖第 3 页(工序图) 车间工序号工序名称材料牌号机加工车间车削HT200毛坯种类毛坯外型尺寸每坯件数每台件数铸造159x142 1 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY-01 车床专用夹具工序工时准终单件22.46s工步号工步容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助3 粗车台阶面专用夹具、YG6硬质合金车刀、游标卡尺、表面粗糙度仪90 45 0.52 1 2 22s 0.46s机械加工工序卡片产品型号零件图号01-01-01 共17页产品名称填料箱盖零件名称填料箱盖第 4 页(工序图) 车间工序号工序名称材料牌号机加工车间车削HT200毛坯种类毛坯外型尺寸每坯件数每台件数铸造159x142 1 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY-01 车床专用夹具工序工时准终单件52.5s工步号工步容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助4 粗镗φ47孔专用夹具、YG6硬质合金镗刀、径百分表、表面粗糙度仪330 49 0.20 2 1 21s 31.5s机械加工工序卡片产品型号零件图号01-01-01 共17页产品名称填料箱盖零件名称填料箱盖第 5 页(工序图) 车间工序号工序名称材料牌号机加工车间车削HT200毛坯种类毛坯外型尺寸每坯件数每台件数铸造159x142 1 1设备名称设备型号设备编号同时加工件数CK6140 1夹具编号夹具名称切削液ZY-01 车床专用夹具工序工时准终单件28s工步号工步容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助5 粗镗φ37孔专用夹具、YG6硬质合金镗刀、径百分表、表面粗糙度仪420 49 0.20 2 1 21s 7s机械加工工序卡片产品型号 零件 图号 01-01-01 共17页 产品名称填料箱盖零件 名称填料箱盖 第 7 页 (工序图)车间 工序号工序名称 材料牌号 机加工 车间车削 HT200 毛坯种类 毛坯外型尺寸 每坯件数每台件数铸造 159x142 1 1 设备名称设备型号 设备编号同时加工件数CA61401 夹具编号 夹具名称 切削液 ZY-04 车床专用夹具工序工时 准终单件35.46s工步号 工步容工艺装备主轴转速 (r/min) 切削速度 (m/min) 进给量(mm/r)背吃刀量(mm) 进给次数 工时定额 机动 辅助 7车外圆保证φ16.00155专用夹具、YG6硬质合金车刀、游标卡尺、表面粗糙度仪120460.651.5118s17.46s产品名称填料箱盖零件名称填料箱盖第 9 页(工序图) 车间工序号工序名称材料牌号机加工车间车削HT200毛坯种类毛坯外型尺寸每坯件数每台件数铸造159x142 1 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY-04 车床专用夹具工序工时准终单件45s工步号工步容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助9 粗镗φ60孔专用夹具、YG8硬质合金切槽刀、游标卡尺、表面粗糙度仪760 283 0.1 1 9 30s 15s机械加工工序卡片产品型号零件图号01-01-01 共17页产品名称填料箱盖零件名称填料箱盖第 10 页(工序图) 车间工序号工序名称材料牌号机加工车间钻削HT200毛坯种类毛坯外型尺寸每坯件数每台件数铸造159x142 1 1设备名称设备型号设备编号同时加工件数Z203 1夹具编号夹具名称切削液ZY-02 钻床专用夹具工序工时准终单件30s工步号工步容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助10 钻6-φ13.5小孔专用夹具、直柄麻花钻1360 17 0.22 1 12s 18s机械加工工序卡片产品型号零件图号01-01-01 共17页产品名称填料箱盖零件名称填料箱盖第 12 页(工序图) 车间工序号工序名称材料牌号机加工车间车削HT200毛坯种类毛坯外型尺寸每坯件数每台件数铸造159x142 1 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY-01 专用夹具工序工时准终单件28.04s工步号工步容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助12精车φ65外圆专用夹具、YG8硬质合金镗刀、游标卡尺、表面粗糙度仪142 42 0.3 0.75 1 10.58s 17.46机械加工工序卡片产品型号零件图号01-01-01 共17页产品名称填料箱盖零件名称填料箱盖第 13 页(工序图) 车间工序号工序名称材料牌号机加工车间车削HT200毛坯种类毛坯外型尺寸每坯件数每台件数铸造159x142 1 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY-01 车床专用夹具工序工时准终单件73.46s工步号工步容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助13 精、细镗φ60孔专用夹具、YG10硬质合金车刀、经百分表、表面粗糙度仪502.8 48.68 0.2 0.5 1 29s44.46s机械加工工序卡片产品型号零件图号01-01-01 共17页机械加工工序卡片产品型号 零件 图号 01-01-01 共17页 产品名称填料箱盖零件 名称填料箱盖 第 15 页 (工序图)车间 工序号工序名称 材料牌号 机加工 车间车削 HT200 毛坯种类 毛坯外型尺寸 每坯件数每台件数铸造 159x142 1 1 设备名称设备型号 设备编号同时加工件数CA61401 夹具编号 夹具名称 切削液 ZY-04 车床专用夹具工序工时 准终单件37s工步号 工步容工艺装备主轴转速 (r/min) 切削速度 (m/min) 进给量(mm/r)背吃刀量(mm) 进给次数 工时定额 机动 辅助 15精车φ46.0075+ φ46.0080+专用夹具、YG6硬质合金车刀、游标卡尺、表面粗糙度仪4801510.21130s7s机械加工工序卡片产品型号零件图号01-01-01 共17页产品名称填料箱盖零件名称填料箱盖第 16 页(工序图) 车间工序号工序名称材料牌号机加工车间HT200毛坯种类毛坯外型尺寸每坯件数每台件数铸造159x142 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工序工时准终单件617.86s工步号工步容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助16 去毛刺挫刀、砂轮、砂布600s 7.46s机械加工工序卡片产品型号零件图号01-01-01 共17页产品名称填料箱盖零件名称填料箱盖第 17 页(工序图) 车间工序号工序名称材料牌号机加工车间HT200毛坯种类毛坯外型尺寸每坯件数每台件数铸造159x142 1 1设备名称设备型号设备编号同时加工件数1夹具编号夹具名称切削液工序工时准终单件317.86s工步号工步容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助17 终检300s 17.46 s。