IMAC-FX-A02-4轴运动控制器
- 格式:pdf
- 大小:1.74 MB
- 文档页数:30
用户手册符号说明⚠ 重要注意事项使用建议建议用户观看教学视频了解使用过程。
获取详细产品信息请阅读《用户手册》。
https:///download阅读提示获取教学视频通过 https:///obsbot-tiny-4k/explore 或扫描二维码获取和观看教学视频,确保正确使用本产品。
1初识 Tiny 4K 寻影 Tiny 4K AI 视讯摄像头,基于先进的神经网络引擎,实现了真正意义上的 AI 追踪,同时提供了合理高效的智能构图和手势感应功能。
寻影 Tiny 4K 旨在为用户带来更多强大功能和全新体验的同时,进一步提高和保障了用户在视频直播、视频通话和视频会议等场景下的使用体验和质量。
寻影 Tiny 4K 使用 USB-C 来确保高效稳定的视频传输,完美适配搭载了 Windows ®和 mac OS ® 系统的计算机。
配合 OBSBOT TinyCam 软件使用,可为用户拓展关于 Tiny 4K 的更多功能。
⚠ 推荐的视频流连接方式:① USB 3.0 端口(推荐)② USB 2.0 端口 + DC 端口当您第一次使用 Tiny 4K 时,如出现以下现象:画面延迟/卡顿/闪屏、设备自动复位重启,您的 Tiny 4K 可能被接入至 USB 2.0 端口。
需外接 DC 电源以保证电流供应,或更换接入至 USB 3.0 端口,以保证正常工作。
⚠ 系统要求Windows 7、Windows 8、Windows 10 或更高版本macOS 10.13 或更高版本第七代 Intel® Core™ i5 或更高版本⚠ 用于 1080p 60fps 或 4K推荐的 Apple 电脑:① MacBook Pro (2018 年,第八代 Intel®C ore™i5 处理器或更高版本)② MacBook Air (2018 年,第八代 Intel® C ore™ i5 处理器或更高版本)③ iMac Retina (2019 年,第八代 Intel®C ore™i5处理器或更高版本) 推荐的 PC 配置:① CPU : 第七代 Intel®C ore™i5 处理器或更高版本② RAM: 8GB 产品概述2放置说明寻影 Tiny 4K 让用户可依照个人需求和喜好进行视频通话,可以将 Tiny 4K 摄像头放置在显示器、桌面或三脚架等位置。

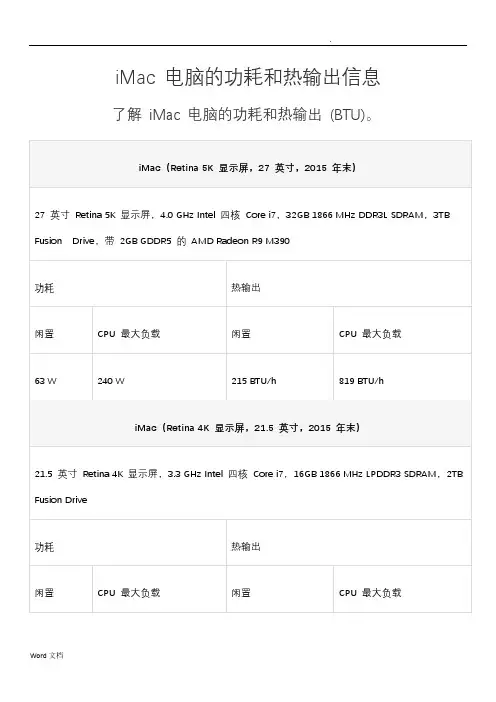
iMac 电脑的功耗和热输出信息了解iMac 电脑的功耗和热输出(BTU)。
iMac(24 英寸,2009 年初)
24 英寸显示器,3.06GHz Intel Core 2 Duo,4GB 1066MHz DDR3 SDRAM - 2x2GB,1TB 串行ATA 硬盘驱动器,ATI Radeon HD 4850 显卡
功耗热输出
闲置CPU 最大负载闲置CPU 最大负载
125.5 W 215.7 W 426.7 BTU/h 733.4 BTU/h
备注
1.功耗数据(瓦特)是在连接墙壁电源插座时测量的,包括全部电源及系统损耗。
无
需额外校正。
2.“CPU 最大负载”定义的是运行计算密集型测试应用程序而处理器使用率最高时的功
耗。
3.这些数值反映的是环境温度为23°C (73.4° F) 时的运行状况。
环境温度越高,风扇
转速越快,功耗也就越大。
在35° C (95° F) 时,功耗增加50 W。
4.仅供教育机构使用。
*信息不详。
上次修改时间:2015-10-29
有帮助?
是否
Apple Footer
Apple
1.支持
2.iMac 电脑的功耗和热输出信息
更多选购方式:前往Apple Store 零售店、拨打400-666-8800 或查找经销商。
Copyright © 2016 Apple Inc. 保留所有权利。
隐私政策使用条款销售和退款站点地图联系Apple
中国(简体中文)。
维宏®数控系统NCSTUDIO V5.4软件使用手册目录升级纪录............................................................................................................................ I I 目录.. (I)1概述 (1)1.1软件特性 (1)2系统安装与连接 (3)2.1N CSTUDIO™的系统基本配置 (3)计算机主机 (3)操作系统 (3)2.2N CSTUDIO™系统的安装 (4)安装Ncstudio™软件 (5)安装Ncstudio™运动控制卡 (8)重新启动计算机 (8)2.3其他安装问题 (8)2.4卸载N CSTUDIO™系统 (9)2.5N CSTUDIO™控制卡与驱动系统的连接 (10)3NCSTUDIO™基本概念 (11)3.1操作模式与状态 (11)操作模式 (11)操作状态 (12)3.2机床坐标系 (13)机械坐标系 (13)工件坐标系 (13)4NCSTUDIO™操作界面 (15)4.1标题栏 (16)4.2菜单栏 (17)4.3工具栏 (18)4.4数控信息栏 (19)4.5状态栏 (19)4.6数控状态窗口 (19)加工状态和时间信息 (20)当前位置 (20)进给速度 (21)机床控制 (22)4.7自动操作窗口 (23)4.8手动操作窗口 (25)4.9加工轨迹窗口 (28)三维视图模式 (28)上下文菜单 (31)设置个性化参数 (31)4.10系统日志窗口 (32)4.11程序管理窗口 (33)4.12系统参数窗口 (34)加工参数 (35)厂商参数 (38)4.13程序编辑窗口 (41)4.14输入输出状态(I/O状态)窗口 (42)5NCSTUDIO™菜单系统 (44)5.1“文件”菜单 (44)打开并装载 (44)卸载 (45)新建加工程序 (46)打开并编辑 (46)编辑当前加工程序 (46)保存 (46)另存为 (46)关闭 (47)最近装载的加工程序 (47)最近编辑的加工程序 (47)退出 (47)5.2“编辑”菜单 (48)5.3“查看”菜单 (49)工具栏 (50)状态栏 (50)全屏 (50)显示加工程序行号 (51)跟踪加工程序当前行 (51)加工程序信息 (52)5.4“操作”菜单 (52)单步执行 (53)设置当前点为工件原点 (53)设置当前点工件坐标 (54)回工件原点 (54)开始 (55)暂停 (56)停止 (56)进入仿真模式并开始仿真 (56)高级开始 (57)断点继续 (57)执行加工指令 (58)微调 (61)对刀 (62)回机械原点 (62)复位 (63)5.5“机床”菜单 (64)5.6“窗口”菜单 (64)5.7“帮助”菜单 (65)6操作步骤 (66)6.1开机 (66)6.2机械复位(可选) (66)6.3载入加工程序 (66)6.4手动操作 (67)6.5确定工件原点 (67)6.6执行自动加工 (68)6.7直接定位功能 (69)7操作时的注意事项 (70)7.1多任务执行注意事项 (70)7.2回机械原点注意事项 (70)8最终用户软件许可协议 .................................................... 错误!未定义书签。

PMAC教材1.PMAC控制卡及泰道公司简介1.1PMAC控制卡PMAC是可编程多轴控制器(Programmable Multi-Axis Controller)的简称,是美国泰道(Delta Tau Data Systems, Inc )公司⽣产的功能强⼤的运动控制器,PMAC是⽬前世界上功能最强的运动控制器,同时也是当前开放式数控系统控制器的突出代表1.2泰道公司介绍泰道公司拥有三⼗多年丰富的运动控制经验,是⾸屈⼀指的创新型、⾼性能机器控制专家,拥有全球数百万轴的惊⼈控制能⼒;⾃从上世纪90年代初推出第⼀款基于DSP的8轴的PMAC产品,每三年左右便会推出⼀款新的产品,如今最新的第七代产品Power PMAC(基于Power PC)已达到惊⼈的256轴的控制能⼒。
1.3应⽤范围由于其灵活的结构和开放性的编程接⼝,PMAC有着⾮常⼴泛的从最简单的到最复杂的应⽤,如半导体制造、航空、通⽤⾃动化、机器⼈控制、半导体⽣产线⾃动化、各类数控机床、医药设备、各种测量和定位机具、包装⽣产流⽔线⾃动化等等。
以下是在⼀些公司中1.4PMAC特性PMAC是⼀台具有独⽴内存、独⽴运算操作能⼒的计算机,采⽤泰道独有的实时内核(基于DSP的卡)或实时Linux操作系统(基于Power PC的卡)通过存储在⾃⼰内部的程序进⾏单独的操作;它还是⼀台实时的、多任务的计算机,能⾃动对任务进⾏优先等级判别,先执⾏优先级⾼的任务。
PMAC既可以独⽴⼯作亦可按主机的命令进⾏⼯作,它和主机的通讯可以通过串⾏⼝也可以通过总线进⾏,通过总线通讯时,还可以将中断信号引⼊主机,从⽽实现⾮常灵活有效的控制系统。
PMAC可以通过灵活的类似Basic的⾼级语⾔(Power PMAC还可以⽤C语⾔)控制多轴运动,提供了运动控制、可编程逻辑控制、同主机交互等基本功能;并具有各种现场总线和多种反馈装置接⼝。
PMAC的最⼤特点是开放性。
允许⽤户根据⾃⼰的⽤途使⽤内部寄存器。
新代参数设定参考手册(总87页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除新代科技參數設定說明手冊by : 新代科技date :2006/11/20ver : 9.5版本更新記錄目錄1.參數總表 (7)2.參數設定說明 (36)2.1 系統基本參數設定 (36)2.1.1 硬體環境設定 (36)2.1.1.1 軸卡基本參數設定 (36)2.1.1.1.1Pr01 軸板基址 (36)2.1.1.1.2Pr09 軸板型態 (37)2.1.1.1.3 Pr10 伺服警報接點型態 (37)2.1.1.1.4Pr11 軸卡時脈來源 (38)2.1.1.1.5Pr12 SERVO6 軸卡最高時脈 (38)2.1.1.1.6Pr13 軸卡數目 (38)2.1.1.2 I/O 卡基本參數設定 (39)2.1.1.2.1Pr03 I/O 板基址 (39)2.1.1.2.2Pr05 I/O 板組態 (39)2.1.1.2.3Pr15 I/O 卡數位濾波程度 (42)2.1.1.3 控制精度設定 (43)2.1.1.3.1 Pr17 控制精度 (43)2.1.1.4 螢幕功能鍵型態設定 (43)2.1.1.4.1 Pr3205 功能鍵型態 (43)2.1.1.5 螢幕型別 (44)1 Pr3211 螢幕型別 (44)2.1.1.6 預設外部存取資料磁碟機代號 (44)1 Pr3213 磁碟機代號 (44)2.1.1.7 選擇控制面板鍵盤型態 (44)1 Pr3217 選擇控制面板鍵盤型別 (44)2.1.1.8 系統掃瞄時間設定 (45)1 Pr3202 I/O 掃描時間 (45)2 Pr3203 運動補間時間 (45)3 Pr3204 PLC 掃描時間 (45)2.1.2 軟體介面環境參數設定 (46)2.1.2.1 應用功能參數設定 (46)1 Pr411 G00 運動方式 (46)2 Pr413 G92(G92.1)座標保留模式設定 (46)2.1.2.1.3 Pr414 工件座標系統保留模式 (46)4 Pr415 重置或關機時保留目前刀長資料 (47)5 Pr3207 C/S 界面版本編號 (47)6 Pr3215 選刀時呼叫副程式 (47)7 Pr3241 工件程式小數點型態 (47)8 Pr3243 鍵盤重置鍵由 PLC 處理 (48)9 Pr3245 刀長磨耗補償輸入增量最大值 (48)0 Pr3801 G95 時進給量與主軸位置緊密偶合 (48)Pr3807 圓弧終點不在圓弧上檢查視窗 (49)2.1.2.1.12 Pr3809 UVW 為 XYZ 軸增量指令 (49)2.1.2.1.13 Pr3815 刀具半徑補償預看模式 (49)2.1.2.1.14 Pr3816 刀長補償模式 (49)5 Pr3819 過切檢查型態 (50)Pr3851 斷刀處理程式號碼 (50)2.1.2.2 系統人機介面設定 (51)1 Pr3201 設定啟動車床規則 (51)2 Pr3209 語言設定 (51)3 Pr3219 系統安裝組態 (52)4 Pr3221 除錯模式 (52)5 Pr3223 啟動系統管理功能 (53)6 Pr3225 螢幕保護功能延遲時間 (53)7 Pr3227 螢幕解析度 (53)2.1.2.2.8 Pr3229 關閉工件座標系統功能 (53)9 Pr3247 速率顯示方法 (54)2.2.伺服軸向參數設定 (55)2.2.1 各軸對應機械軸設定 (55)2.2.1.1 Pr21~Pr40 伺服對應的機械軸 (55)2.2.2 軸向馬達運動方向的設定 (55)2.2.2.1 Pr41~Pr60 馬達運動方向設定 (55)2.2.3 軸向命令與回授解析度設定 (56)2.2.3.1 Pr61~Pr80 位置感測器解析度 (56)Pr81~Pr100 軸卡回授倍頻 (56)Pr121~Pr160 螺桿側齒輪齒數,馬達側齒輪齒數 (56)Pr161~Pr180 螺桿寬度(Pitch) (56)Pr181~Pr200 伺服系統的位置迴路增益 (56)Pr201~Pr220 位置感測器型態 (56)Pr341~Pr360 位置命令倍率分子 (56)Pr361~Pr380 位置命令倍率分母 (56)2.2.4 各軸向應用型態設定 (58)2.2.4.1 Pr221~Pr226 軸型態 (58)2.2.4.2 Pr281~Pr300 選擇半徑軸或直徑軸 (59)2.2.5 各軸向顯示名稱設定 (59)2.2.5.1 P r321~Pr340 設定軸的名稱 (59)2.2.6 軸向控制模式設定 (60)2.2.6.1 Pr381~Pr400 位置伺服控制模式 (60)2.2.7 定位檢查功能設定 (60)2.2.7.1 Pr421~Pr440 切削時位置檢查的視窗範圍 (60)2.2.7.2 Pr481~Pr500 快速移動(Rapid T ravel, G00)時位置檢查的視窗範圍 (61)2.2.7.3 Pr561~Pr580 遺失位置檢查視窗 (61)2.2.7.4 Pr901~Pr920 零速檢查視窗 (61)2.2.8 各軸向左右軟體行程極限保護 (61)2.2.8.1 Pr2401~Pr2440 軟體第一行程保護的範圍 (61)2.2.8.2 Pr2441~Pr2480 軟體第二行程保護的範圍 (62)2.3.主軸參數設定 (63)2.3.1 主軸對應命令輸出埠設定 (63)2.3.1.1 Pr1621~Pr1630 主軸對應的機械軸或邏輯軸 (63)2.3.2 主軸命令參數設定 (63)2.3.2.1 Pr.1631~Pr.1636 主軸零速offset 速度 (63)2.3.2.2 Pr.1641~Pr.1646 主軸編碼器極性 (63)2.3.2.3 Pr.1651~Pr.1656 主軸馬達編碼器一轉的Pulse 數 (63)2.3.2.4 Pr.1661~Pr.1666 主軸回授倍頻 (64)2.3.2.5 Pr.1671~Pr.1676 主軸馬達增益 (64)2.3.2.6 Pr.1681~Pr.1692 主軸第一檔齒數比 (64)Pr.1901~Pr.1952 主軸第四檔齒數比 (64)2.3.2.7 P r.1711~Pr.1716 主軸是否安裝編碼器 (65)2.3.3 主軸運動轉速設定參數 (65)2.3.3.1 Pr.1721~Pr.1726 主軸寸動速度 (65)2.3.3.2 Pr.1731~Pr.1736 主軸最低轉速 (65)2.3.3.3 Pr.1801~Pr.1806 主軸最高轉速 (65)2.3.3.4 Pr.1821~Pr.1826 主軸伺服微分增益 (65)2.3.3.5 Pr.1831~Pr.1836 主軸加減速時間 (66)2.3.3.6 Pr.1851~Pr.1856 主軸重力加速度加減速時間 (66)2.3.4 主軸定位設定參數 (66)2.3.4.1 Pr.1741~Pr.1746 主軸定位速度 (66)2.3.4.2 Pr.1741~Pr.1746 主軸定位偏移量 (66)2.3.4.3 Pr.1771~Pr.1776 主軸原點偏移量 (66)2.3.4.4 Pr.1781~Pr.1786 主軸定位最低速度 (67)2.3.4.5 Pr.1791~Pr.1796 主軸馬達型態 (67)2.3.4.6 P r.1811~Pr.1816 主軸編碼器安裝位置 (67)2.3.4.7 Pr.1841~Pr.1846 主軸Y-Delta 切換速度 (67)2.4.軸向運動特性設定參數 (69)2.4.1 切削時前加減速運動規劃 (69)2.4.1.1 Pr401 切削加減速時間 (69)Pr402 重力加速度加減速時間 (69)Pr405 切削的最高進給速度 (69)Pr541~Pr560 各軸切削的加減速時間 (69)Pr621~Pr640 各軸切削的最高進給速度 (69)Pr641~Pr660 各軸重力加速度加減速時間 (69)2.4.2 切削時後加減速運動規劃 (71)2.4.2.1 Pr404 後加減速切削鐘型加減速時間 (71)2.4.3 切削時直線轉角自動減速功能 (73)2.4.3.1 P r406 轉角參考速度 (73)2.4.4 切削時圓弧切削運動最高進給速度設定 (74)2.4.4.1 Pr408 半徑5mm 圓弧切削參考速度 (74)2.4.5 快速移動及 JOG 時的加減速規劃 (75)2.4.5.1 Pr441~Pr460 各軸快速移動(G00)的加減速時間 (75)Pr461~Pr480 各軸快速移動(G00)的最高進給速度 (75)Pr501~Pr520 各軸快速移動(G00)的F0 速度 (75)Pr521~Pr540 各軸JOG 速度 (75)2.5.尋原點動作設定參數 (76)2.5.1 尋原點方式設定參數 (76)2.5.1.1 Pr961~Pr980 各軸尋原點方法 (76)2.5.2 尋原點動作規格與參數設定 (76)2.5.2.1 Pr821~Pr840 各軸第一段尋原點速度 (76)Pr841~Pr860 各軸第二段尋原點速度 (76)Pr861~Pr880 各軸尋原點為負方向 (76)2.5.3 原點偏移功能設定參數 (77)2.5.3.1 Pr881~Pr900 原點的偏移量設定 (77)2.5.4 原點柵格量功能設定參數 (78)2.5.4.1 Pr941~Pr960 啟動尋原點柵格功能 (78)2.6.手輪功能設定參數 (80)2.6.1 手輪訊號輸入設定參數 (80)2.6.1.1 Pr2031~Pr2034 手輪對應的機械軸 (80)2.6.2 手輪訊號解析度設定參數 (80)2.6.2.1 Pr2041~Pr2044 手輪Encoder 一轉的Pulse 數 (80)Pr2051~Pr2054 手輪回授倍頻 (80)2.6.3 手輪段數設定參數 (80)2.6.3.1 Pr2001 手輪第四段倍率設定 (80)2.6.4 手輪模擬功能設定參數 (81)2.6.4.1 Pr2003 手輪模擬對應手輪號碼 (81)2.6.5 手輪驅動軸向功能設定參數 (81)2.6.5.1 Pr2031~Pr2033 手輪對應的座標軸 (81)2.6.5 手輪設定參數 (81)2.6.5.1 Pr2031~Pr2033 手輪對應的座標軸 (81)2.7.機構補償功能設定參數 (82)2.7.1 尖角誤差補償設定參數 (82)2.7.1.1 Pr1361~Pr1380 圓弧尖角正向誤差補償量 (82)Pr1381~Pr1400 圓弧尖角誤差補償時間常數 (82)Pr1361~Pr1400 圓弧尖角負向誤差補償量 (82)2.8.軸耦合功能設定參數 (85)2.8.1 軸耦合功能設定參數 (85)2.8.1.1 Pr1361~Pr1380 圓弧尖角正向誤差補償量 (85)Pr1381~Pr1400 圓弧尖角誤差補償時間常數 (85)Pr1361~Pr1400 圓弧尖角負向誤差補償量 (85)1.參數總表2.參數設定說明2.1 系統基本參數設定2.1.1 硬體環境設定軸卡基本參數設定2.1.1.1.1 Pr01 軸板基址1.Servo_4 軸卡對應 I/O 基址與跳線規則:軸卡二片以下 Pr01今800 軸卡超過二片 Pr01今7682.S ervo_6 的第一片軸卡基址為768(目前一部控制器僅支援一張 Servo_6,不可與 Servo_4 混插)3.E mbedded 第一片軸卡基址固定為5122.1.1.1.2 Pr09 軸板型態0:EMP21:SVO4+不檢查伺服警報2:SVO4+伺服警報接點為常開接點 Normal Open( A 接點)3:SVO4+伺服警報接點為常閉接點 Normal Close( B 接點)4:EMP45:SERVO69:虛擬軸卡2.1.1.1.3 Pr10 伺服警報接點型態0: SERVO 6 軸卡警報為常開接點 Normal Open( A 接點)1: SERVO 6 軸卡警報為常閉接點 Normal Close( B 接點)2.1.1.1.4 Pr11 軸卡時脈來源此參數為設定軸卡時脈來源:設定 0 為使用軸卡自已時脈設定 1 為共用控制器底板 IPC Bus 時脈設定 2 為共用主機板 VIA 時脈設定原則:一體機控制器今請設定『0』非一體機控制器今請設定『2』舊型 486 主機板控制器今請設定『1』2.1.1.1.5 Pr12 SERVO6 軸卡最高時脈此參數為設定 Servo6 軸版最高時脈。

Kinetix 6200 和 Kinetix 6500 模块化多轴伺服驱动器目录号 2094-BCxx-Mxx-M, 2094-BMxx-M 2094-SE02F-M00-Sx, 2094-EN02D-M01-Sx,2094-BSP2, 2094-PRF, 2094-SEPM-B24-S用户手册用户重要须知在安装、配置、操作或维护本产品之前,请阅读本文档以及“其他资源”章节所列的文档,了解关于安装、配置和操作该设备的信息。
除了所有适用的条例、法律和标准的要求之外,用户还必须熟悉安装和接线说明。
包括安装、调整、投入运行、使用、装配、拆卸和维护等在内操作必须由经过适当培训的人员根据适用的操作守则来执行。
如果未遵照制造商所指定的方式使用该设备,将可能导致该设备提供的保护失效。
任何情况下,对于因使用或操作本设备造成的任何间接或连带损失,罗克韦尔自动化有限公司概不负责。
本手册中包含的示例和图表仅用于说明。
由于任何具体安装都涉及众多变数和要求,罗克韦尔自动化有限公司对于依据这些示例和图表所进行的实际应用不承担任何责任和义务。
对于因使用本手册中所述信息、电路、设备或软件而引起的专利问题,罗克韦尔自动化有限公司不承担任何责任。
未经罗克韦尔自动化有限公司的书面许可,不得复制本手册的全部或部分内容。
在整本手册中,我们在必要的地方使用了以下注释,以提醒您注意相关的安全事宜。
标签可能位于设备表面或内部,以提供特定警示。
警告:标识在危险环境下可能导致爆炸,进而导致人员伤亡、物品损坏或经济损失的操作或情况。
注意:标识可能导致人员伤亡、物品损坏或经济损失的操作或情况。
注意符号可帮助您确定危险情况,避免发生危险,并了解可能的后果。
重要信息标识对成功应用和了解本产品有重要作用的信息。
触电危险:位于设备 (例如,驱动器或电机) 表面或内部的标签,提醒相关人员可能存在危险电压。
灼伤危险:位于设备 (例如,驱动器或电机) 表面或内部的标签,提醒相关人员表面可能存在高温危险。
苹果前晚发布了新一代iMac一体机,全线搭载Intel 32nm Sandy Bridge平台四核处理器,搭配AMD Radeon HD 6000M系列显卡,并加入了Thunderbolt接口。
拆解专家iFixit照例在第一时间奉上拆解指南。
iFixit拆解的这台iMac为21.5寸基础配置版本,配置为Core i5四核2.5GHz处理器,500GB 720rpm硬盘,Radeon HD 6750M 512MB GDDR5显卡。
背部接口,从左至右:音频输出、音频输入、4x USB 2.0、FireWire 800、Thunderbolt(兼容Mini DisplayPort)、千兆以太网。
机身侧面的SDXC读卡器。
新iMac的整体结构与上代相同,拆解仍然要从吸盘掀起屏幕开始。
屏幕边缘由多处螺丝固定。
取出LED背光IPS液晶屏幕。
屏幕由LG制造,21.5寸1920x1080分辨率,型号LM215WF3,与上代机型相同。
主板上的Intel L102IA84 EFL芯片,用于支持Thunderbolt接口,与MacBook Pro使用的方案相同。
断开三条天线,取出AirPort无线网卡。
苹果此次使用了Atheros AR9388-AL1A 802.11n WiFi无线网络芯片。
取出硬盘,来自西部数据,Caviar Blue蓝盘系列。
取出电源模块。
电源一旁的屏幕LED背光驱动模块。
取出吸盘式DVD刻录光驱。
此次iMac使用的光驱来自索尼Optiarc公司,型号AD-5690H。
光驱下的空间可用于放置2.5寸硬盘,用户在苹果官网订购时可以选择增加一块最大256GB的固态硬盘作为系统启动盘,但仅在21.5寸高配和27寸机型上提供。
音频输入输出模块嵌入外壳当中,需要将其整个取出。
苹果Logo后方的红外线接收模块。
多处螺丝固定主板。
先向上提起,才可取出主板。
主板全貌,两处散热器分别对付CPU和GPU。
主板背面,iMac共有四条SO-DIMM DDR3内存插槽。
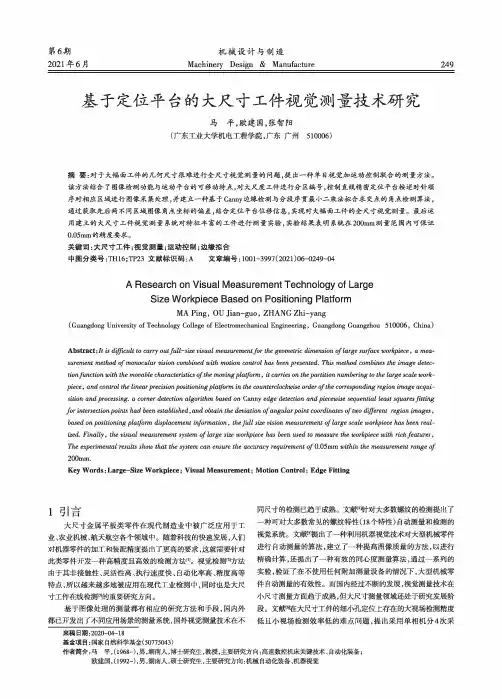
机械设计与制造Machinery Design & Manufacture249第6期2021年6月基于定位平台的大尺寸工件视觉测量技术研究马平,欧建国,张智阳(广东工业大学机电工程学院,广东广州510006)摘要:对于大幅面工件的几何尺寸很难进行全尺才视觉测量的问题,提出一种单目视觉加运动控制联合的测量方法。
该方法结合了图像检测功能与运动平台的可移动特点,对大尺度工件进行分区编号,控制直线精密定位平台按逆时针顺序对相应区域进行图像采集处理,并建立一种基于Canny 边缘检测与分段序贯最小二乘法拟合求交点的角点检测算法, 通过获取先后两不同区域图像角点坐标的偏差,结合定位平台位移信息,实现对大幅面工件的全尺寸视觉测量。
最后运用建立的大尺寸工件视觉测量系统对特征丰富的工件进行测量实验,实验结果表明系统在200mm 测量范围内可保证0.05m m 的精度要求。
关键词:大尺寸工件;视觉测量;运动控制;边缘拟合中图分类号:TH16;TP23文献标识码:A文章编号:1001-3997(2021 )06-0249-04A Research on Visual Measurement Technology of LargeSize Workpiece Based on Positioning PlatformMA Ping , OU Jian-guo , ZHANG Zhi-yang(Guangdong University of Technology College of Electromechanical Engineering , Guangdong Guangzhou 510006, China)Abstract :冠 is difficult to carry out f ull-size visual measurement f or the geometric dimension of large surface workpiece , a mea surement method of m onocular vision combined with motion control has been presented. This method combines the image detec tionjunction with the movable characteristics of t he moving platform , it carries on the p artition numbering to the large scale work piece, and control the linear p recision positioning p latform in the counterclockwise order of t he corresponding region image acqui sition and processing, a comer detection algorithm based on Canny edge detection and piecewise sequential least squares f itting for intersection points had been established, and obtain the deviation of a ngular p oint coordinates of t wo different region images ,based on positioning platform displacement information, the J ull size vision measurement of large scale workpiece has been real ized. Finally 9 the visual measurement system of large size workpiece has been used to measure the workpiece with rich features ,The experimental results show that the system can ensure the accuracy requirement of 0.05mm within the measurement range of200mm.Key Words :Large-Size Workpiece ; Visual Measurement ; Motion Control ; Edge Fitting1引言大尺寸金属平板类零件在现代制造业中被广泛应用于工业、农业机械、航天航空各个领域中。
现在都在推电容式的触摸屏,电容式的触摸屏相对于电阻屏来说贵了好些。
但相对于电容可以做出比较多的手势,交互性较好,故电容屏最近都得到了好评,最近这两年应该也应该会有个好的市场吧。
现各个电容屏的厂家都在降低成本。
我的触摸屏的项目便由此出了。
应用:CSA这个模块是cypress的按键的解决方案。
可以说比较便宜,侦测模块是它的单片机的一个部分。
整个片子听说是0.8美元吧(好像,呵呵),说点题外话。
cypress的可编程模块这个思想非常的好,强!呵呵。
利用CSA模块做一种电容屏的解决方案。
既可以降低ic的成本,又可以降低触摸屏的成本。
用csa做出的触摸屏的成本加起来就比一般普通的电容屏的成本是低了很多,据说是五分之一到四分之一吧。
可有一点致命的缺陷是有一个轴的分辨率是比较低了,呵呵,不过电容屏的手势大部分能做出来,放大,缩小,翻转90度,上翻页,下翻页,选中某些页。
这是我同事的功劳了,呵呵。
这款屏的原理是利用电阻的特性来做的1.1. CSA Sensing MethodCSA stands for CapSense with Successive Approximation. CSA is only implemented in the CY8C20x34 PSoC device family.Figure 3.CSA Configuration of CapSenseA block diagram of the CSA configuration is shown in Figure 3. CSA operates as follows: Switches SW1 and SW2 and the CapSense sensor CX form a switched capacitor network with an equivalent circuit of a resistor to ground. With the iDAC set to a calibrated level, and SW1 and SW2 switching, the average voltage on CMOD settles at a level that varies with the value of CX. Setting the iDAC to a low current level with SW2 open, the voltage on CMOD ramps up. The time for the ramp voltage on CMOD to reach VREF is an indication of the value of CX. The timer on the output of the comparator converts the ramp time to a digital value.Self-calibration of the system is accomplished through a successive approximation binary search to determine iDAC setting necessary to keep voltage on CMOD at VREF when no finger is present. Individual calibrated iDAC settings are stored for all sensors. When a finger is present, the voltage on CMOD settles at a lower voltage, requiring more time to reach the threshold voltage VREF, as shown in Figure 4. If (t2-t1) is long enough, the sensor state is in Finger-Present state, otherwise the button is in the Finger-Absent state.An internal capacitor, programmable up to 100 pF, can be used for CMOD, but a larger external capacitor improves performance: 1000 pF for buttons and sliders and 10 nF forproximity sensors. Series resistors, 560 ohms, are recommended in-line with all CapSense inputs to improve RF immunity.Figure 4. CSA Waveform Changes With Finger Absent/Present电容式触摸感应开关,不像裸露在外的按钮和开关那样容易受到环境磨损的影响,也不需要像机械那样需要预留机械部件运动的空间,因此它不仅在外观上使得产品更漂亮,而且增强了用户体验,同时也延长了设备的使用寿命。
ZMC420SCAN 激光振镜运动控制器的应用导语:ZMC420SCAN系列是正运动技术推出的振镜运动控制器,集成了复杂的运动控制和振镜控制等功能,是一款为激光行业客户提供需要同时控制电机轴运动、振镜轴运动、激光能量控制的专业控制器,在一台设备上完成振镜打标或者轨迹切割的功能,广泛应用于金属或非金属的大幅面拼接打标及切割、普通振镜打标及切割、XY+振镜轴联动无拼接打标及切割等场合。
本文通过对ZMC420SCAN的产品介绍来了解其在激光行业的相关应用。
一、ZMC420SCAN产品功能介绍1.ZMC420SCAN的振镜功能•XY2-100的振镜控制协议,刷新周期50us•两组二轴激光振镜的直线插补、圆弧插补及连续轨迹加工等输出•简单的振镜工艺参数设置,降低客户的开发难度•振镜矫正功能,保证激光加工的精度2.ZMC420SCAN的激光控制•O-10V模拟量输出、高速PWM输出可控制激光能量•可实现PWM输出、模拟量输出与运动速度的同步•数字量输入输出可控制激光器的开关闸、光纤激光器的能量控制等•精准输出,可以设置微秒级的提前、延时开关激光3.ZMC420SCAN的运动控制•20轴EtherCAT总线/RTEX总线/脉冲控制,可混合使用•4096段运动缓冲,可实现脉冲轴/总线轴和振镜轴的混合插补•多维硬件位置比较输出,位置同步输出PSO功能•电子凸轮、同步跟随、直线插补、圆弧插补、连续轨迹加工、30+种机械手正逆解算法等二、ZMC420SCAN的振镜应用激光振镜打标和切割是利用高能量密度的激光对工件进行局部照射,使表层材料汽化或发生颜色变化的化学反应,从而留下标记或者完成切割,可以打出各种文字、符号和图案以及切割不同材质成为不同形状的工件。
按照激光器类型和行业应用,市场主流可分为光纤激光打标、紫外激光打标、二氧化碳激光打标、二氧化碳激光切割、光纤激光切割等,广泛应用于手机制造业、汽车行业、新能源、五金、家电、钟表、医疗和食品包装材料、电子元器件、陶瓷玻璃等行业。
目录PMAC控制卡学习(硬件) (2)第一章 PMAC简介 (2)1.1 PMAC的含义和特点 (2)1.2 PMAC的分类及区别 (2)1.2.1 PMAC的分类 (2)1.2.2 PMAC 1型卡与2型卡的主要区别 (2)第二章Turbo PMAC Clipper控制器硬件配置 (3)2.1 Turbo PMAC Clipper控制器简介 (3)2.2 Turbo PMAC Clipper硬件配置 (3)2.2.1 Turbo PMAC Clipper硬件标准配置为: (3)2.2.2 Turbo PMAC Clipper控制器可选附件 (6)2.2.2.1 轴接口板 (6)2.2.2.2 反馈接口板 (7)2.2.2.3 数字I/O接口板 (7)第三章 Turbo PMAC Clipper设备连接 (7)3.1 板卡安装 (7)3.2 控制卡供电 (7)3.2.1 数字电源供电 (7)3.2.2 DAC(数字/模拟转换)输出电路供电 (8)3.2.3 标志位供电 (8)3.3 限位及回零开关 (8)3.3.1 限位类型 (8)3.3.2 回零开关 (8)3.4电机信号连接 (9)3.4.1增量式编码器连接 (9)3.4.2 DAC 输出信号 (9)3.4.3 脉冲&方向(步进)驱动 (10)3.4.4 放大器使能信号(AENAn/DIRn) (10)3.4.5 放大器错误信号(FAULT-) (10)3.4.6 可选模拟量输入 (11)3.4.7 位置比较输出 (11)3.4.8 串行接口(JRS232) (11)3.5 设备连接示例 (12)3.6 接口及指示灯定义 (13)3.7 跳线定义 (15)3.8 Turbo PMAC Clipper端口布置及控制结构图 (19)附件 (21)1.接口各针脚定义 (21)2. 电路板尺寸及孔位置 (30)PMAC控制卡学习(硬件)第一章 PMAC简介1.1 PMAC的含义和特点1.PMAC的含义:PMAC是program multiple axis controller 可编程的多轴运动控制卡。
MACH4控制卡适合系统:MACH4运动控制系统MK3-M4:带USB 接口的,3轴运动控制卡MK4-M4:带USB 接口的,4轴运动控制卡MK6-M4:带USB 接口的,6轴运动控制卡型号标准卡:184x127x 30mmMKX-M4(标准版)说明书USB MOTION C ARDmodel :MK4-M4System :MACH4QC :012017-4-13MACH4 USB 4-axis Card 电源0V电源24V特点描述支持Mach4 个人爱好者版本,只适合Windows 操作系统支持主轴速度反馈功能,支持轴差分输出USB 无需安装驱动,所有Windows 版本即插即用。
全面支持USB 热插拔,随时监测USB 连线状态,Mach4工作中,USB 电缆拔出再插上,也可正常连线。
支持最多6轴联动,包括点动6轴联动。
(根据型号不同,支持轴数不同)拥有2000K Hz 的脉冲输出,支持伺服/步进电机。
拥有状态指示灯,可提示USB 连线状态,Mach4连线状态,运行中,各类状态一目了然。
拥有16个输入口,8个输出口,支持扩展输入输出口所有IO 口全隔离,抗干扰强,性能稳定支持主轴PWM 调速输出;支持主轴脉冲+方向输出;支持主轴0到10V 模拟电压调速输出。
184x127x30 毫米,铝外壳,屏蔽干扰,稳定可靠。
★-1-★★★★★★★★★★USB MOTION CA RDmodel :MK4-M4System :MACH4QC :012017-4-13MACH4 USB 4-axis Card 电源0V电源24V端口说明图变频器调速接口变频器调速信号模拟地线变频器调速输入:0-10V 变频器10V 输出5V P W M 信号输出X 轴原点信号(输入0)Y 轴原点信号(输入1)Z 轴原点信号(输入2)A 轴原点信号(输入3)对刀信号输入(输入4)U S B 接口16个输入信号接口外接电源输入:24V外接电源输入:地线方向+脉冲+外接电源输入X 轴工作指示灯状态说明:快闪:表示工作正常输出:0V工作指示灯慢闪:表示控制卡工作正常, 驱动安装不正常不亮:表示控制卡坏了输出0V输出24V 输入5输入6输入7输入8输入9输入10输入11输入12输入13输入14输入15输出8输出3输出4输出5输出6输出76个输出口方向+脉冲+Y 轴Z 轴A 轴变频器正转信号变频器反转信号变频器数字信号地主轴速度反馈输出:24V-2-脉冲-方向-脉冲-方向-方向+脉冲+脉冲-方向-方向+脉冲+脉冲-方向-输出:24V输出:0V24V 指示灯USB MOTION CA RDmodel :MK4-M4System :MACH4QC :012017-4-13MACH4 USB 4-axis Card 电源0V电源24V应用接线图备注:如果出现开启变频器,控制卡工作不正常,是因为变频器干扰引起的;请更换变频器 根据我们的测试,推荐使用市场上的如下品牌变频器:贝斯特。
简介pmac运动控制卡
PMAC运动控制卡内部使用了一片Motorola DSP 56003数字信号处理芯片,它的速度、分辨率、带宽等指标远优于一般的运动控制卡。
伺服控制包
括PID加Notch和速度、加速度前馈控制,其伺服周期单轴可达60μs,二轴
联动为110μs。
产品的种类可从二轴联动到三十二轴联动。
甚至连接
MACRO现场总线的高速环网,直接进行生产线的联动控制。
与同类产品相比,PMAC运动控制卡的特性给系统集成者和最终用户提供了更大的柔性。
它允许同一控制软件在三种不同总线(PC-XT和AT,VME,STD)上运行,由此提供了多平台的支持特性。
并且每轴可以分别配置成不同的伺服类型和
多种反馈类型。
PMAC基本上算是自动控制行业中功能最强大的运动控制卡了,虽然价
格不菲,但是使用及其方便,功能也极其强大。
PMAC于东控制卡它能够对
存储在内部的程序进行单独运算,执行运动程序、PLC程序进行伺服环更新,并以100Mb/s以太网口与主计算机进行通讯。
其速度、分辨率、带宽、伺服
控制精度等指标远远优于一般的控制器,具有位置比较脉冲输出和D/A输出,并且能够接收编码器的反馈信号,可以控制步进、交直流伺服、直线电机、
液压伺服等各类电机,可以接收多种检测元件的反馈功能,并且允许用户使
用VC++、C、C++、VB、Delphi等多种语言开发程序,极大地方便了用户。
PMAC是一系列控制卡的简称,常用的有PMAC1、PMAC2、Turbo PMAC1、Turbo PMAC2、UMAC、Clipper等,基本功能和使用方法是一样。