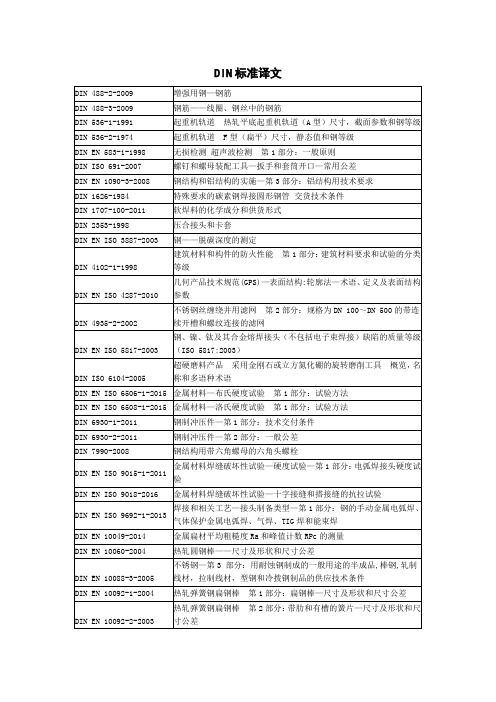
DIN6930-2钢材质冲压件一般公差
- 格式:doc
- 大小:409.50 KB
- 文档页数:10
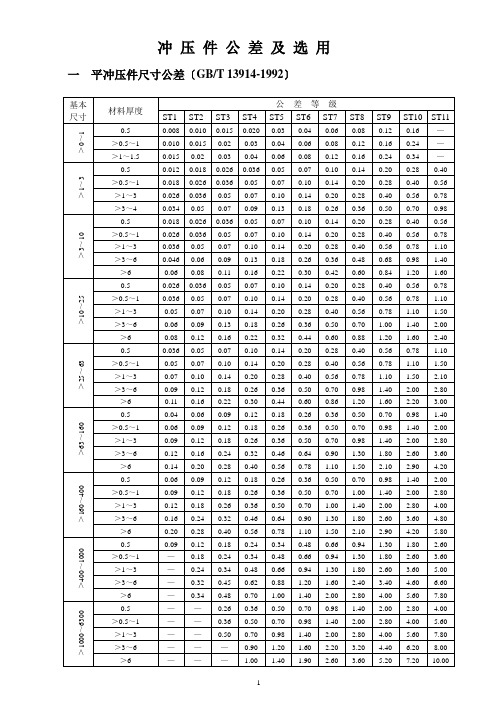
冲压件公差及选用一平冲压件尺寸公差〔GB/T 13914-1992〕
二成型冲压件尺寸公差〔GB/T 13914-1992〕
注:1. 平冲压件是经平面冲裁工序加工而成型的冲压件。
2.成型冲压件是经弯曲、拉深及其他成型方法加工而成的冲压件。
3. 平冲压件尺寸公差适用于平冲压件,也适用于成型冲压件上经冲裁工序加工而成的尺寸。
4.平冲压件、成型冲压件尺寸的极限偏差按下述规定选取:
⑴孔〔内形〕尺寸的极限偏差取表中给出的公差数值,冠以“+”作为上偏差,下偏差为0。
⑵轴〔外形〕尺寸的极限偏差取表中给出的公差数值,冠以“-”作为下偏差,上偏差为0。
⑶孔中心距、孔边距、弯曲、拉深及其他成型方法加工而成的长度、高度及未注公差尺寸的
极限偏差,取表中给出的公差数值的一半,冠以“±”作为上下偏差。
三尺寸公差等级的选用〔GB/T 13914-1992〕
四角度公差〔GB/T 13915-1992〕
注:1. 冲压件冲裁角度:在平冲压件或成型冲压件的平面部分,经冲裁工序加工而成的角度。
2. 冲压件弯曲角度:经弯曲工序加工而成的冲压件的角度。
3. 冲压件冲裁角度冲压件弯曲角度的极限偏差按下述规定选取:
⑴依据使用的需要选用单向偏差。
⑵未注公差的角度的极限偏差,取表中给出的公差数值的一半,冠以“±”作为上下偏差。
五角度公差等级的选用
说明:本公差系根据现有资料整理的,且国标随时都可能修订,故仅供设计时参考。
2008年整理。
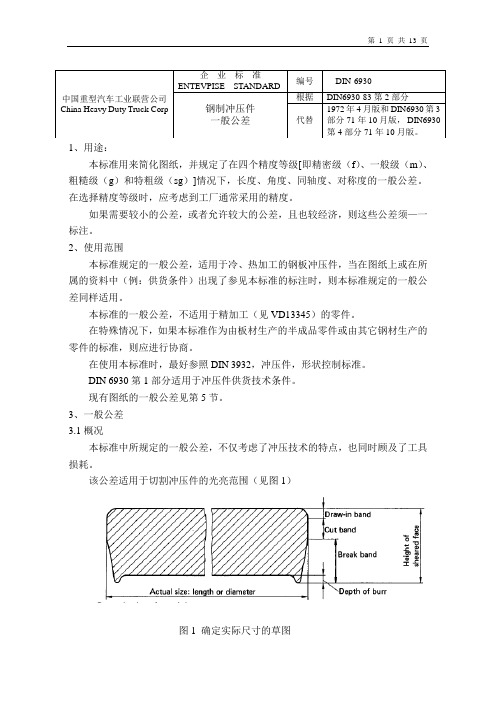
中国重型汽车工业联营公司China Heavy Duty Truck Corp企业标准ENTEVPISE STANDARD编号DIN-6930钢制冲压件一般公差根据DIN6930-83第2部分代替1972年4月版和DIN6930第3部分71年10月版,DIN6930第4部分71年10月版。
1、用途:本标准用来简化图纸,并规定了在四个精度等级[即精密级(f)、一般级(m)、粗糙级(g)和特粗级(sg)]情况下,长度、角度、同轴度、对称度的一般公差。
在选择精度等级时,应考虑到工厂通常采用的精度。
如果需要较小的公差,或者允许较大的公差,且也较经济,则这些公差须—一标注。
2、使用范围本标准规定的一般公差,适用于冷、热加工的钢板冲压件,当在图纸上或在所属的资料中(例:供货条件)出现了参见本标准的标注时,则本标准规定的一般公差同样适用。
本标准的一般公差,不适用于精加工(见VD13345)的零件。
在特殊情况下,如果本标准作为由板材生产的半成品零件或由其它钢材生产的零件的标准,则应进行协商。
在使用本标准时,最好参照DIN 3932,冲压件,形状控制标准。
DIN 6930第1部分适用于冲压件供货技术条件。
现有图纸的一般公差见第5节。
3、一般公差3.1概况本标准中所规定的一般公差,不仅考虑了冲压技术的特点,也同时顾及了工具损耗。
该公差适用于切割冲压件的光亮范围(见图1)图1 确定实际尺寸的草图中国重型汽车工业联营公司China Heavy Duty Truck Corp企业标准ENTEVPISE STANDARD编号DIN-6930钢制冲压件一般公差根据DIN6930-83第2部分代替1972年4月版和DIN6930第3部分71年10月版,DIN6930第4部分71年10月版。
备注:塌角,撕裂、以及切割毛刺的位置和尺寸,对冲压件的性能来说是相当重要的。
在这种情况下,加工者和订货者双方应就是否将它们标注在图纸上进行协商。

DIN 6930钢冲压件文字翻译稿后附的文字翻译稿未经DIN-Sprachendienst检查其准确性。
因此,德国标准协会(DIN) 对其正确性或完整性不承担任何责任。
不可将本翻译稿视为经DIN授权批准的翻译稿。
给出口商的技术关心翻译稿DIN 6930第一部分1983年1月钢冲压件技术规范源语言版本发行人DEUTSCHES INSTITUT FUR NORMUNG 西德柏林30 D-1000Postfach1107给出口商的技术关心采取了所有的合理措施以确保翻译稿的准确性,但对任何错误、遗漏或不准确性不承担任何责任。
若有疑咨询或争议,源语言版本为唯独有效版本。
©给出口商的技术关心英国标准协会MK14 6LE, Milton Keynes, Linford WoodUDC 669.14-41-13: 德国标准DIN621.96:620.16930钢冲压件第一部分技术规范1983年1月取代1972年1月版本1. 应用领域本标准适用于以0.1mm以上厚度的扁钢钢材为原材料,通过专门的冲压工艺(见DIN 9870 第一部分)生产的部件(简称“冲压件”)。
冲压工艺还包括步冲切割,参见DIN 8588,还应留意3.4项。
本标准不包含周密冲裁工艺(见VDI 3345)。
本标准讲明的规范适用于任何涉及该标准的图纸或有关讲明(如定购讲明)。
如果本标准临时用于非扁钢或非钢的半成品制成的部件,供货方和用户之间须达成专门协议。
2. 扁材冲压件由下列扁材制成:DIN 1016 扁钢轧材;热轧带钢、厚度小于3m m的热轧带钢、轮廓尺寸、尺寸、外形和重量公差。
DIN 1017 第一部分钢筋;一样用途的热轧扁材;轮廓尺寸、重量和公差。
DIN 1017 第二部分钢筋;专门用途的热轧扁材;轮廓尺寸,重量和公差。
DIN 1541 扁钢轧材;非合金钢冷轧宽带材和板;轮廓尺寸,尺寸和外形公差DIN冲压件委员会(德国标准协会) 1.DIN 1543 扁钢轧材;厚度为3到150mm的热轧板/薄板;尺寸、重量和外形公差。
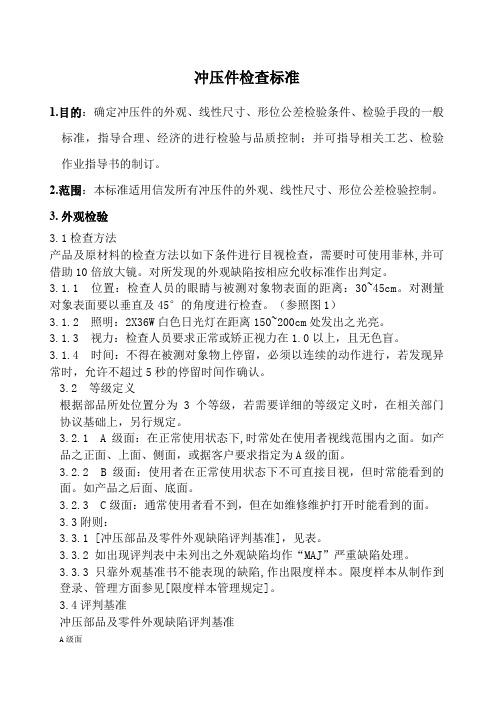
冲压件检查标准1.目的:确定冲压件的外观、线性尺寸、形位公差检验条件、检验手段的一般标准,指导合理、经济的进行检验与品质控制;并可指导相关工艺、检验作业指导书的制订。
2.范围:本标准适用信发所有冲压件的外观、线性尺寸、形位公差检验控制。
3. 外观检验3.1检查方法产品及原材料的检查方法以如下条件进行目视检查,需要时可使用菲林,并可借助10倍放大镜。
对所发现的外观缺陷按相应允收标准作出判定。
3.1.1 位置:检查人员的眼睛与被测对象物表面的距离:30~45cm。
对测量对象表面要以垂直及45°的角度进行检查。
(参照图1)3.1.2 照明:2X36W白色日光灯在距离150~200cm处发出之光亮。
3.1.3 视力:检查人员要求正常或矫正视力在1.0以上,且无色盲。
3.1.4 时间:不得在被测对象物上停留,必须以连续的动作进行,若发现异常时,允许不超过5秒的停留时间作确认。
3.2 等级定义根据部品所处位置分为3个等级,若需要详细的等级定义时,在相关部门协议基础上,另行规定。
3.2.1 A级面:在正常使用状态下,时常处在使用者视线范围内之面。
如产品之正面、上面、侧面,或据客户要求指定为A级的面。
3.2.2 B级面:使用者在正常使用状态下不可直接目视,但时常能看到的面。
如产品之后面、底面。
3.2.3 C级面:通常使用者看不到,但在如维修维护打开时能看到的面。
3.3附则:3.3.1 [冲压部品及零件外观缺陷评判基准],见表。
3.3.2 如出现评判表中未列出之外观缺陷均作“MAJ”严重缺陷处理。
3.3.3 只靠外观基准书不能表现的缺陷,作出限度样本。
限度样本从制作到登录、管理方面参见[限度样本管理规定]。
3.4评判基准冲压部品及零件外观缺陷评判基准A级面B级面C级面4.1.测定环境标准条件尺寸测定环境应满足环境温度20±8℃,相对温度50±15%,测定前部品应在此环境内静置适当时间,以保证部品检测条件符合标准要求。
Metal washersTechnical delivery conditionsSchelben aus metalllschen werkstolfen supersedes august 1980 edition Technische lieferbedingungenIn keeping with current practice in standards published by the international organization for standardixetion(iso), a comma has been used throughout as the decimal marker.Dimensions in mm1 scope and field of applicationThis standard specifies requirements for metal washers manufactured by stamping (punching) Which thus exhibit inside and outside rollover and fracture (cf. din 6930 part2 and din6932). Lt does not cover washers manufactured by machining (e.g. by drilling or turning).This standard specifies tolerances and timit deviations for washers the preferred appiication of which is in bolt/nut assemblies. These tolerances are to be used in standards dealing whth product grades f ,a and c washers designed for bolts,screws and nuts with nominat thread diameters from 1 mm to 160 mm.In product standards, deviations from the tolerances specified here are permitted only where technical reasons so require, it is recommended that these tolerances also be used for non- standard washers . in cases where the maximum material principle as described in iso 2692 applies, tolerances other than specified may be used.2 dimensional tolerances and timit deviationsProducts grades f,a and c washers shall be produced to the dimensional tolerances given in table 1. Table 1.Characteristic tolerancesProduct grade2.1 clearance hole diameter undefined2.2 outside diameter2.3 thickness2.4 chamfer1) the tolerances specifted for d, apply only to the straight part ot the hole represented by h`3 geometrlcal to lerancesProduct grades f.a and c washers shall be produced to the geometrlcal toferances glven in table 2. Characteristic tolerancesProduct grade3.1 thickness varlation on the same part undelined3.2 coaxtality3.3 flatness1) for washers made from stainiess steel ,the maximum permissible flatness tolerance shall be equal to 2.4.burrWasher shall be free from burr5 surlace conditlon5.1 surlace roughnessTable 3. roughnessSurfaces maximum surface roughness, in μm product gradeBeering surfacesSide faces1)for information only see explanatory notes5.2 electroplatingDin 267 part 9 shall apply with regard to electroplating5.3 hot-dip galvanizingDin 267 part 10 shall apply with regard to hot-dip galvanizing6 packagingThe washers shall be packed so as to prevent any mechanical or corrosion damage during sransit the packaging of standard weshers shall be marked with the ymbol specified in the relevant standard and. Unless otherwise agreed, with the number of items and the manufacturer`s symbol 7 acceptance inspectionAcceptance inspection of washers shall be carried out on the tines of din267 part57.1 dlmensional accuracyTable 4 shall apply with regard to the major characteristics to be inspected and table 5. with regard to the acceptable quality level . aql for minor characteristice. Aql 4 shall applyTable 4. major charocteriallcs table 5 aql values for major characlerisllcs Major characteristics product grade aqlClearance hole diameterOutslde diameterThicknessThickness variation on the same partCoaxialityAppendix aa.1 fundamental tolerances and tolerance zonestable a.1standards referred todin 267 part 5 fasteners; technical dellvery conditions; acceptance inspection ( modifted version of iso 3269,1984 edition )din 267 part 9 fasteners ; technical delivery conditions’ electroplated tastenersdin 267 part 10 fasteners; technical delivery conditions; hot-dip galvanized componentsdin 6930 part 2 steel stampings; general tolerancesdin 6932 rules for designing steel stampingsiso 2692:1988 technical drawings; geometrical tolerancing; maximum material principle previous editionsamendmentsthe following amendments have been made to the august 1980 editiona)scope and field of application have been redefinedb)h`values have been specitled for the first timec)the permissible thickness variation on the same part has been specified instead of theparallelism toleranced)requirements for flatness have been specified instead of those for cambere)for product grade c washers, specifications for h`, the thickness variation on the same part andthe surface roughness are no longer included.f)The surface roughness specifications have been revised and parameter r introducedg)Specifications for freedom from burr have been includedh)The specifications regarding acceptance inspection have been harmonized with those given indin 267 part 5i)The standard has been editorially revised金属垫圈交货技术条件schelben澳metalllschen werkstolfen取代八月1980版该lieferbedingungen为了与国际standardixetion组织公布的标准(ISO)目前的做法,一个逗号始终作为十进制标记。
冲压件厚度公差标准冲压件是工业生产中常见的零部件,其质量和精度对产品的品质和性能有着关键的影响。
其中,冲压件的厚度公差是一个重要的指标,用来表征产品的尺寸变化范围和制造精度。
本文将对冲压件厚度公差标准进行探讨。
一、冲压件厚度公差的定义冲压件的厚度公差是指在设计和制造过程中,冲压件的实际厚度与设计要求厚度之间允许的差距。
正常情况下,冲压件的厚度都不会完全符合设计要求,会存在一定的偏差。
厚度公差的设定旨在控制这种偏差范围,以保证产品的稳定性和可靠性。
二、冲压件厚度公差的分类根据冲压件的应用领域和要求,冲压件的厚度公差可以分为一般公差和精密公差两种类型。
1. 一般公差一般公差适用于一般工业产品及低精度要求的冲压件。
它的公差范围相对较大,可以容许一定的误差。
一般公差的设定主要考虑到生产成本和工艺要求,以兼顾经济性和可制造性。
2. 精密公差精密公差适用于高精度要求的冲压件,如汽车零部件、精密仪器等。
它的公差范围相对较小,要求制造过程更加精细和精确。
精密公差的设定需要考虑到产品的使用环境、功能要求和工艺能力,以保证产品的质量和性能。
三、冲压件厚度公差的计算方法冲压件厚度公差的计算主要依据设计规范和制造标准进行。
通常情况下,可以采用以下两种方法进行计算:1. 统计方法统计方法是根据一定数量的样本进行测量和统计,然后通过统计推断的方法计算出厚度公差的范围。
这种方法的优势在于能够较全面地反映生产过程中的实际情况,但需要一定的测试和数据处理能力。
2. 经验方法经验方法是根据经验和生产实践得出的经验公式或经验数据进行公差计算。
这种方法适用于一些常见且简单的冲压件,能够满足一般情况下的需求,但难以适应复杂和高精度的要求。
四、冲压件厚度公差的控制要点在实际生产中,为了保证冲压件的厚度公差符合要求,需要注意以下几个要点:1. 严格控制生产工艺生产工艺是冲压件厚度公差控制的关键。
要通过优化工艺流程、合理选择设备和工装,最大限度地减小制造过程中的误差和影响,提高产品的稳定性和一致性。
冲压件厚度公差标准本标准规定了冲压件厚度公差的分类、要求及检测方法。
本标准适用于金属材料冲压件厚度的控制。
1. 材料性质冲压件的材料性质对其厚度公差有重要影响。
材料的硬度、韧性、塑性等机械性能都会影响冲压过程中的形变和厚度变化。
因此,在制定厚度公差标准时,应根据材料的机械性能进行分类。
2. 模具精度模具的精度对冲压件厚度公差有着直接的影响。
模具设计不合理、制造精度不高、磨损等都会导致冲压件厚度超差。
因此,在选择模具时,应考虑其精度和适用范围。
3. 冲压工艺冲压工艺参数的选择对冲压件厚度公差也有重要影响。
压力、行程、速度等参数的选择不当会导致冲压过程中材料形变不均匀,从而影响冲压件厚度公差。
因此,在制定厚度公差标准时,应根据不同的冲压工艺进行分类。
4. 设备性能冲压设备的性能对冲压件厚度公差也有影响。
设备的刚度、精度、冲裁力等都会影响冲压过程中的形变和厚度变化。
因此,在选择设备时,应考虑其性能和适用范围。
5. 测量方法厚度测量方法的选择对冲压件厚度公差的控制至关重要。
不同的测量方法可能会得到不同的测量结果,因此需要选择合适的测量方法进行检测。
常用的测量方法包括千分尺测量、卡尺测量、膜厚仪测量等。
6. 尺寸稳定性冲压件在加工过程中可能会产生尺寸变化,这种变化会影响冲压件厚度公差。
因此,在制定厚度公差标准时,应考虑加工过程中的尺寸稳定性。
可以通过选择合适的材料和工艺参数来提高尺寸稳定性。
7. 表面质量冲压件表面质量对其厚度公差也有影响。
表面质量差会导致测量结果不准确,从而影响厚度公差的控制。
因此,在制定厚度公差标准时,应考虑表面质量的要求。
可以通过选择合适的模具和工艺参数来提高表面质量。
8. 形状复杂度冲压件的形状复杂程度对其厚度公差也有影响。
形状复杂的冲压件在加工过程中更容易产生变形和尺寸变化,从而影响厚度公差的控制。
因此,在制定厚度公差标准时,应考虑形状复杂度的要求。
可以通过优化模具设计和工艺参数来降低形状复杂度的影响。
冲压件尺寸公差编制:审核:批准:生效日期:受控标识处:分发号:发布日期:2012年6月28日实施日期:2012年6月28日1.0 目的规定金属冲压件的尺寸公差等级,符号,代号,公差数值和极限偏差。
2.0 范围适用于金属板材平冲压件和成形冲压件的尺寸检查。
3.0 引用文件下列文件中的条款通过本程序的引用而成为本程序的条款。
3.1 《过程检验作业指导书》3.2 《最终检验作业指导书》3.3 《抽样检查作业指导书》4.0 术语4.1 平冲压件:经平面冲裁工序加工而成形的冲压件。
4.2 成型冲压件:经弯曲,拉深及其他成形方法加工而成的冲压件。
5.0 职责5.1 质量部负责进行冲压件首件检验,过程检验和最终检验。
6.0 公差等级,符号,代号及数值6.1 按《抽样检查作业指导书》和各产品SOP规定的抽样方案进行抽样检查。
6.2 平冲压件6.2.1 平冲压件尺寸公差分11等级。
6.2.2 平冲压件尺寸公差用ST表示,公差等级代号用阿拉伯数字表示,即从ST1至ST11,等级依次降低。
6.2.3 平冲压件尺寸公差适用于平冲压件,也适用于成形冲压件上经过冲裁工序加工而成的尺寸。
6.2.4 如在工程图样,标准作业指导文件中的冲压件未给定设计公差,按ST7级选择。
6.2.5平冲压件尺寸公差见附件1。
6.3 成形冲压件6.3.1 成形冲压件尺寸公差分10个等级。
6.3.2 成形冲压件尺寸公差用FT表示,公差等级代号用阿拉伯数字表示,即从FT1至FT10,等级依次降低。
6.3.3 如在工程图样,标准作业指导文件中的冲压件未给定设计公差,按FT7级选择。
6.3.4 成形冲压件尺寸公差见附件2。
7.0 冲压件尺寸极限偏差7.1 孔(内形)尺寸的极限偏差取附件1,附件2中给出的公差数值,冠以“+”号作为上偏差,下偏差为0。
7.2 轴(外形)尺寸的极限偏差取取附件1,附件2中给出的公差数值,冠以“–”号作为下偏差,上偏差为0。
7.3 孔中心距,孔边距,弯曲、拉伸与其他成形方法而成的长度、高度及未注尺寸公差的极限偏差,取取附件1,附件2中给出的公差值一半,冠以“±”号分别作为上、下偏差。
·Word 资料DK669.14-411-13:621.96:621.753.1 德国标准 1989年4月印刷,即使部分印刷,也只能经D I N 柏林德意志标准学会e .V 的认可钢材质冲压件 一般公差第二部分钢材质冲压件 代替83年1月版本一般公差尺寸单位mm1.目的该标准用来简化图纸,它用长度、角度尺寸、同心性和对称性四个精确度规定一般公差,而且份f (精确),(平均),g (粗略),s (非常粗略)。
选择哪一种精确度,应考虑工厂常用的精确度。
如果需要较小的公差,或者允许出现较大公差,或者较大的公差经济,就必须对它们分别进行说明。
2.使用围按照该标准的公差用作钢质材料扁平产品的冷热冲压件,如果在图纸和相关文件(供货条件)里指明了这些公差,它们就有效。
对于通过精切削制造的零件的公差,(参阅VDI3345),不属于该标准的容。
在特例情况下,如果该标准零件是用其它扁平产品半成品或者是用其它钢质材料制造的,就必须对其进行特殊协商。
建议在应用该标准时,须遵守冲压件设计标准规则DIN6932.3.一般公差 3.1概述该标准规定的一般公差在考虑到模具磨损的情况下也考虑到了冲压技术特性。
冲压件切割时,平滑区域的公差仍有效(参阅插图)拉延区域 平滑区域切割区域实际尺寸:长度或直径 切割毛刺高度图1确定实际尺寸示意图说明:拉延区域、切割区域和切割毛刺高度的位置和树值对冲压件功能是重要的,在这些情况下,生产厂家和订货商须达成协议并标到图纸上。
如果生产的冲压件是用步冲切割(参阅DIN8568),实际尺寸就是经波状切割面测量的尺寸(参阅图2)。
图2:用步冲切割 生产的冲压件实际尺寸的确定一件冲压件的实际尺寸可能受使用的扁平产品厚度公差的影响,此外,还须注意,在弯曲或深拉时扁平产品的厚度可能发生变化。
第2到9页待续德国标准协会冲压件委员会及 DIN 长度轮廓标准委员会截面高度实际尺寸第2页DIN 6930第二部分柏林1000,Burggrafen大道6 Beuth(鲍伊特)有限DIN 6930第二部分1989年4月,价格等级4责任公司独家销售该标准79年9月合同号0009 3.2 平冲压件一般公差平冲压件只是用扁平产品通过切割(剪或切割刀具)制成,在DIN 8588里对切割方法已作了说明。
3.2.1 平冲压件长度尺寸一般公差表格1说明的极限公差适用于所有的长度尺寸,包括平冲压件直径,倒圆半径除外,倒圆半径在3.2.2段里已作了特殊的规定。
表格1:除倒圆半径外,平冲压件长度尺寸极限公差第3页DIN 6930第二部分第4页DIN 6930第二部分3.2.2 平冲压件倒圆半径一般公差表格2:倒圆半径极限公差3.2.3 平冲压件角度尺寸一般公差平冲压件角度尺寸一般公差与长度实际尺寸无关,也就是说,在最大材料尺寸和最小材料尺寸的工件上都允许出现角度公差。
极限公差不限定形成角度的轴颈和面的形状误差。
表3:平冲压件的角度极限公差3.2.4 平冲压件同心性和对称性一般公差在DIN ISO 1101标准里,已对同心性公差和对称性定义以及图纸的标注作了规定。
3.2.4.1 同心度就同心度公差而言,采用的最大成形元件的额定尺寸是给定的,根据表格1中选择的精度和给定的扁平产品上下误差的差可求出额定尺寸。
第5页 DIN 6930第二部分例子:钻孔垫片外轮廓的中心结构给定的额定尺寸图3:就同心度公差来说规定的额定尺寸当扁平产品厚度为2mm 时,精确到m 时,根据表1得出同心度为0.8mm 。
3.2.4.2 对称性就对称性公差而言,采用的最大成形元件的额定尺寸是给定的,根据表格1中选择的精度和给定的半成品上下误差的差可求出额定尺寸。
例子:直角板材面两个穿孔和一个孔的对称排列(参阅插图4)给定的额定尺寸图4:对称公差规定的额定尺寸当扁平产品厚度为1mm ,精度为g 时,根据表格1得出如下公差: 孔的轴纵向对称公差为1.2mm孔的轴对称公差以及穿孔中间面横向对称公差0.8mm3.3成形冲压件一般公差通过成形生产的冲压件,在生产过程中,经历了成型过程,比如弯曲成形,深拉延等,因此原因,它们是不平的。
通过成形生产的冲压件一般也包括切削元件。
说明:通过成形生产的冲压件可出现平截面的成形元件,其尺寸公差不受成形截面的影响。
比如在成形工件区域它宽度足够,或者是在成形以后产生的。
由于设计人员常常无法判断出,在一定的生产条件下,到底是哪种情况,所以不再分别说明,对其列入到平冲压件尺寸公差围。
对于确定的成形件,通过成形生产的冲压件,在功能条件下,如果公差太大,对其公差就必须进行适当的说明,在一定情况下,这同样适用于弯曲和剪切成形件。
给定的额定尺寸第6页DIN 6930第二部分3.3.1 通过成形生产的冲压件长度尺寸一般公差表4说明的极限误差适用于所有的长度误差,包括通过成形生产的冲压件,在3.3.2厘特殊规定的倒圆半径除外。
在切削和成形过程中都有可能产生这些额定尺寸。
(参阅第3.3段注释说明)表4:除倒园半径外,用成形生产的冲压件长度极限尺寸第7页DIN 6930第二部分3.3.2 通过成形生产的冲压件倒圆半径一般公差表5说明的极限误差适用于切割和成形生产得到圆半径。
注释:参阅第3.3段说明表5:通过成形生产的冲压件倒圆半径极限公差(弯曲,切割,深拉延)第8页DIN 6930第二部分3.3.3 通过成形生产的冲压件角度尺寸一般公差通过成形生产的冲压件角度尺寸一般公差与长度实际尺寸无关,也就是说,在最大材料尺寸和最小材料尺寸的工件上都允许出现角度公差。
极限公差不限定形成角度的轴颈和面的形状误差。
就所有的精确度而言,在DIN6835里说明的冷弯曲角度允许的公差适用于弯曲角度。
说明:由于标准DIN6930第二部分也适用于热成形冲压件,按照DIN8935,该标准允许的公差也对该部分也有效。
3.3.4 通过成形生产的冲压件同心度和对称性一般公差就同心度和对称性公差而言,采用的最大成形元件的额定尺寸是给定的,根据表格4中选择的精度和给定的半成品上下误差的差可求出额定尺寸。
例子:孔和弯曲得U型板材的对称排列(参阅插图5)图5:对称公差规定的额定尺寸当扁平产品厚度为5mm,精度为g时,根据表格4得出如下公差:孔的轴纵向对称公差为8.0mm孔的轴横向对称公差为4.0mm说明:如果成形件位于不同的面上,若要求同一个同心和对称,表4不适用。
4. 图纸标注如果该标准有效,对精确度,平均值m,按下列方法标注在图纸上规定的区域。
一般公差DIN 6930-m5. 现有图纸的一般公差该标准一般公差适用于新图纸,建议分局该标准将现有图纸转换到公差说明里,如果无法进行,建议遵守1983年以前DIN6930允许的公差。
因此,过去的版本第二部分,第三部分和第四部分规定的公差有效。
第9页DIN 6930第二部分6. 特例该段里做出的规定适用于所有的精确度。
6.1 带材和型材制度公差用剪切割的带材和由带材弯曲而成的型材不允许超出表格6规定的直度公差。
表格6:用剪切割的带材和由带材弯曲而成的型材直度公差带材或型材长度L 直度公差n至2000 1大于2000至3000 2.25大于3000至4000 4大于4000至5000 6.25大于5000至6000 9图6带材直度如果是带材,带材宽度b与扁平产品厚度s的最小比,b:s=25:1,对于由带材弯曲而成的型材标6种的公差适用于各个型材纵向轴线。
6.2 带材和型材的扭转用剪切割的带材和由带材弯曲而成的型材的扭转最高0.5°/1000mm,(参阅图7)带材宽度b与扁平产品厚度s的最小比,b:s=25:1第10页DIN 6930第二部分图7 带材扭转引用的标准和其它资料DIN 6930 第一部分,钢材质冲压件,技术供货条件DIN 6932 钢质冲压件设计规则DIN 6935 钢材质扁平产品冷弯曲DIN 8588 分割加工方法,编排,分类与定义DIN ISO 1101 技术图纸,形位公差,形状,方向,位置和运行公差,一般定义,符号和图纸标注VDI 3345 精切以前版本DIN 6934:08.59;DIN 6936: 01.55x.07.69;DIN 6937: 01.5, 01.68;DIN 6938: 01.55.10.68;DIN 6939: 01.55:10.68;DIN 6940:01.55x;DIN 6941: 01.55.07.55x;DIN 6942: 01.55, 07.59;DIN 6943: 01.55x:;DIN 6944: 01.55;DIN 6945:01.55;DIN 6946: 07.61: DIN 6947: 07.61;DIN 6948: 07.61, 10.68;DIN 6949: 07.61.10.68;DIN 6930第三部分:10.71,DIN 6930第4部分:10.71;DIN 6930第2部分:04.72, 01.83更改与1983年一月版相比作了如下更改:a)对表格4和表格5的一些数字作了些更改b)在编辑上对标准进行了修正说明为了将表格3种给定的角度值换算成长度数值,以用于测量技术之目的,在表格7中给出角度正切数值。
表格7:角度及正切值国际专利等级B 21 D 28/00B 26 F 1/38。