乙酸乙酯的性质44万吨乙酸乙酯车间工艺万吨乙酸乙酯车间工艺设计设计化工园区供不应的现状市场调查及预测应用广泛国外2010年世界乙酸乙酯产能分布基础设施建设齐全交通发达社会经济效益原料来源方便3厂址选择基础设施建设齐全基础设施建设齐全乙醇脱氢法乙烯加成法乙烯加成法乙醛缩合法乙醛缩合法酯化法催化体系对设备腐蚀严重投资成本高仅适宜于乙醛资源丰富的地区催化剂乙醇铝无法回收反应温和各种反应条件变化弹性很大工艺简单容易操作在国内乙酸乙酯的生产大都采用酯化法
消费现状
• 近年来我国乙酸乙酯的供需情况 单位:万吨/ 年
第6页/共15页
3、 厂址选择
1 原料来源方便 2 地理位置优越
3 交通发达
4 社会经济效益
5 基础设施建设齐全
第7页/共15页
4、工艺设计
O2
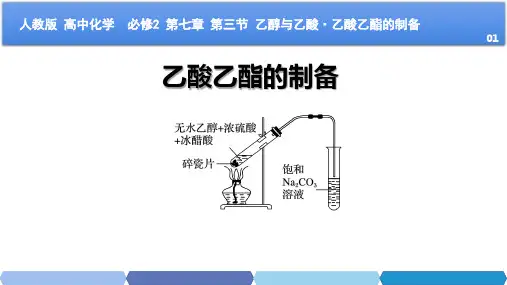
酯化法
在国内,乙酸乙酯的 生产大都采用酯化法。
乙醇脱氢法
乙醛缩合法
乙烯加成法
反应温和,各种反 应条件变化弹性很 大,工艺简单,容 易操作
混合
塔顶三元恒沸物,送人比 例混合器,与等体积的水 混合,混合后在倾析器倾 析。
倾析
酯化反应
含水乙醇则送回醋化反 应塔的下部,经气化后再 参与酯化反应。
气化
少量乙醇和酯的较 重的水层,返回分 离塔的下部,经分 离,酯重新以三元 恒沸物的形式分出。
第9页/共15页
分离
第10页/共15页
第11页/共15页
仅适宜于乙醛资源丰富的 地区,催化剂乙醇铝无法 回收
催化体系对设备腐蚀严重, 投资成本高
第8页/共15页
流程简介
乙酸、过量乙 醇与少量的硫 酸混合后经预 热进入酯化反 应塔。
预热
塔顶的反应混合物一部 分回流,一部分在80℃ 左右进入分离塔,进入 分离塔的反应混合物中 一般含有约70%的乙醇、 20%的酯和10%的水 (乙酸完全消耗掉)