工艺尺寸链详解讲解共74页
- 格式:ppt
- 大小:6.49 MB
- 文档页数:74
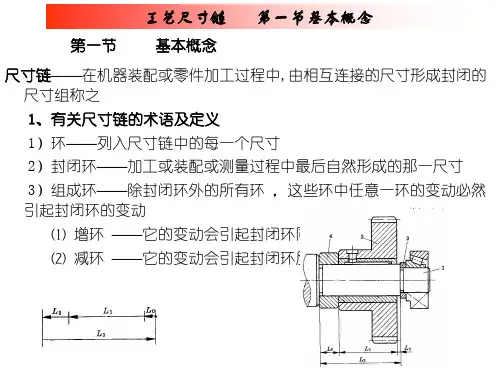
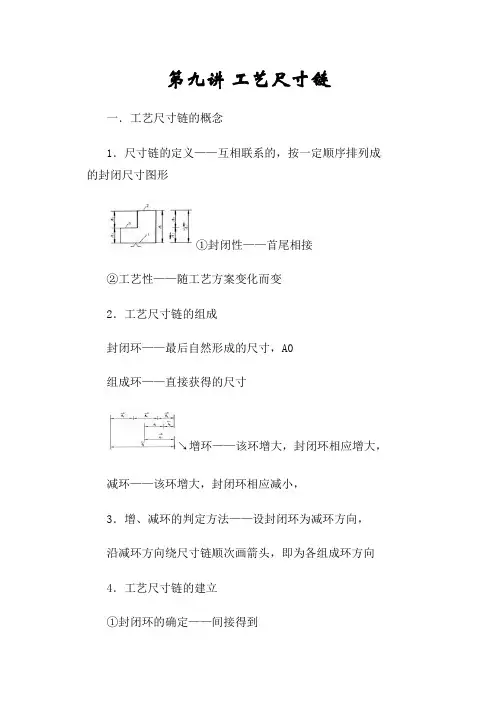
第九讲工艺尺寸链一.工艺尺寸链的概念1.尺寸链的定义——互相联系的,按一定顺序排列成的封闭尺寸图形①封闭性——首尾相接②工艺性——随工艺方案变化而变2.工艺尺寸链的组成封闭环——最后自然形成的尺寸,A0组成环——直接获得的尺寸↘增环——该环增大,封闭环相应增大,减环——该环增大,封闭环相应减小,3.增、减环的判定方法——设封闭环为减环方向,沿减环方向绕尺寸链顺次画箭头,即为各组成环方向4.工艺尺寸链的建立①封闭环的确定——间接得到②组成环的查找——从定位面到加工面的尺寸——直接得到【例】①以A面定位,车D面得尺寸A1,并车B面,保证400-0.2②以D面定位,精车A面得尺寸A2,并车C面,尺寸为A3③以D面定位,磨A面保证尺寸500-0.5尺寸360+0.5间接获得——封闭环C面——车→尺寸A3基准——磨前A面A面——磨→尺寸500-0.5基准——D面磨前A面——精车A面→尺寸A2基准——D面二.工艺尺寸链计算的基本公式——极值法和概率法1.封闭环基本尺寸=所有增环基本尺寸之和减去所有减环基本尺寸之和2.封闭环中间偏差=所有增环中间偏差之和减去所有减环中间偏差之和3.封闭环最大极限尺寸=所有增环最大极限尺寸之和减去所有减环最小极限尺寸之和4.封闭环最小极限尺寸=所有增环最小极限尺寸之和减去所有减环最大极限尺寸之和5.封闭环上偏差=所有增环上偏差之和减去所有减环下偏差之和6.封闭环下偏差=所有增环下偏差之和减去所有减环上偏差之和7.封闭环公差=各组成环公差之和8.封闭环平均尺寸=所有增环平均尺寸之和减去所有减环平均尺寸之和三.工艺尺寸链的应用1.基准不重合时工序尺寸及公差的确定<1)测量基准与设计基准不重合时尺寸的换算【例】尺寸不便测量,改测量孔深A2,通过<A1)间接保证尺寸<A0),求工序尺寸A2及偏差。
解:①画尺寸链②封闭环A0=,增环A1=,减环A2③计算封闭环基本尺寸:10=50-A2∴A2=40封闭环上偏差:0=0-EI2∴EI2=0封闭环下偏差:0.36=-0.17-ES2∴ES2=0.19④验算封闭环公差T0=0.36,T1+T2=0.17+0.19=0.36计算正确◆假废品——A2为39.83——不合格若A1为49.83,A0=49.83-39.83=10,合格——A2为40.36——不合格若A1为50,A0=50-40.36=9.64,合格◆需对有关尺寸复检,并计算实际尺寸<2)定位基准与设计基准不重合时尺寸的换算【例】A、B、C面已加工。