工艺尺寸链52161
- 格式:ppt
- 大小:519.00 KB
- 文档页数:13


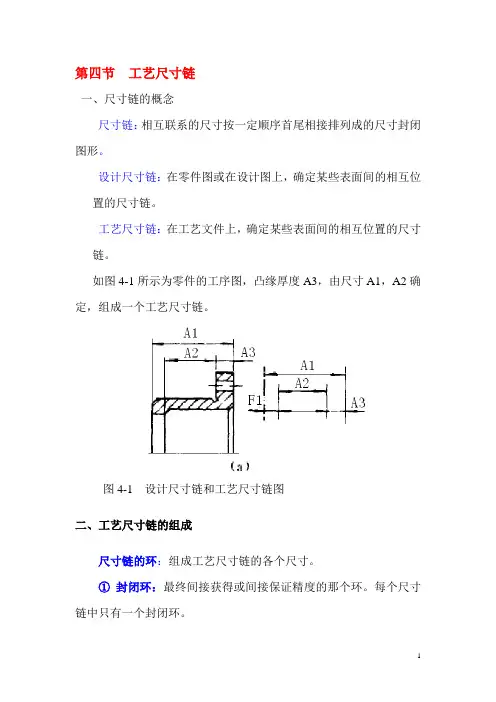
第四节工艺尺寸链一、尺寸链的概念尺寸链:相互联系的尺寸按一定顺序首尾相接排列成的尺寸封闭图形。
设计尺寸链:在零件图或在设计图上,确定某些表面间的相互位置的尺寸链。
工艺尺寸链:在工艺文件上,确定某些表面间的相互位置的尺寸链。
如图4-1所示为零件的工序图,凸缘厚度A3,由尺寸A1,A2确定,组成一个工艺尺寸链。
图4-1 设计尺寸链和工艺尺寸链图二、工艺尺寸链的组成尺寸链的环:组成工艺尺寸链的各个尺寸。
①封闭环:最终间接获得或间接保证精度的那个环。
每个尺寸链中只有一个封闭环。
② 组成环:除封闭环以外的其他环。
组成环又分为增环和减环。
(i )增环(A i ):其他组成环不变,某组成环的变动引起封闭环随之同向变动的环i A 。
(ii )减环(A j ):其他组成环不变,某组成环的变动引起封闭环随之异向变动的环j A 。
建立尺寸链图:1)对工艺过程和工艺尺寸进行分析,确定间接保证精度的尺寸定为封闭环;2)从封闭环出发,按照零件表面尺寸间的联系,用首尾相接的单向箭头顺序表示各组成环。
三)工艺尺寸链的特性1)封闭性:各尺寸的排列呈封闭形式,没有封闭的不能成为尺寸链。
2)关联性:任何一个直接获得的尺寸的变化,都将影响间接获得尺寸及其精度的变化。
四) 工艺尺寸链计算的基本公式 1)极值法计算公式① 封闭环的基本尺寸:等于组成环环尺寸的代数和∑∑=-+=-=mi n m j j i A A A 1110 (1-12)式中,0A ——封闭环的的尺寸; iA ——增环的基本尺寸;jA ——减环的基本尺寸;m ——增环的环数;n ——包括封闭环在内的尺寸链的总环数。
② 封闭环的极限尺寸:最大极限尺寸:等于所有增环的最大极限尺寸之和减去所有减环的最小极限尺寸之和;∑∑=-+=-=mi n m j ji A A A 111m i nm a x m a x 0 (1-13)最小极限尺寸:等于所有增环的最小极限尺寸之和减去所有减环的最大极限尺寸之和。
![工艺尺寸链.ppt [兼容模式]](https://uimg.taocdn.com/71386f4acf84b9d528ea7a27.webp)
工艺尺寸链介绍及典型用法机械零件无论在设计或制造中,一个重要的问题就是如何保证产品的质量。
也就是说,设计一部机器,除了要正确选择材料,进行强度、刚度、运动精度计算外,还必须进行几何精度计算,合理地确定机器零件的尺寸、几何形状和相互位置公差,在满足产品设计预定技术要求的前提下,能使零件、机器获得经济地加工和顺利地装配。
为此,需对设计图样上要素与要素之间,零件与零件之间有相互尺寸、位置关系要求,且能构成首尾衔接、形成封闭形式的尺寸组加以分析,研究他们之间的变化;计算各个尺寸的极限偏差及公差;以便选择保证达到产品规定公差要求的设计方案与经济的工艺方法。
一、尺寸链基本概念1. 尺寸链在机器装配或零件加工过程中,由相互连接的尺寸形成封闭的尺寸组,该尺寸组称为尺寸链。
如图1.1所示,零件经过加工依次得尺寸A1、A2和A3,则尺A0、A1、A2和A3形成尺寸链,如图1.1b尺寸在零件所示,A图上是根据加工顺序来确定,在零件图上是不标注的。
a) b)图1.1 零件尺寸链2. 环尺寸链中的每一个尺寸,都称为环。
如图1.1中的A0、A1、A2和A3 ,都是环。
(1)封闭环尺寸链中在装配过程或加工过程最后自然形成的一环,它也是确保机器装配精度要求或零件加工质量的一环,封闭环加下角标“0”表示。
任何一个尺寸链中,只有一个封闭环。
如图1.1和图1.2所示的A0都是封闭环。
(2)组成环尺寸链中除封闭环以外的其他各环都称为组成环,如图1.1中的A1、A2和A3。
组成环用拉丁字母A、B、C、……、或希腊字母α、β、γ等再加下角标“i”表示,序号i=1、2、3、…、m。
同一尺寸链的各组成环,一般用同一字母表示。
组成环按其对封闭环影响的不同,又分为增环与减环。
增环当尺寸链中其他组成环不变时,某一组成环增大,封闭环亦随之增大,则该组成环称为增环。
如图1.1中,若A1增大,A0将随之增大,所以A1为增环。
减环当尺寸链中其他组成环不变时,某一组成环增大,封闭环反而随之减小,则该组成环称为减环。


关于工艺尺寸链,基础知识详解来了!前言实际工作中,很多人对尺寸链不是很了解,有的也是一知半解。
本文对尺寸链的一些常识性的基础知识进行阐述,便于大家对尺寸链有个基本的认识,认识到它的重用性!工艺尺寸是根据加工条件,在工艺规程中给出的尺寸,是为了保证零件图纸的尺寸而设计的。
如果工艺尺寸设计不合理,会直接导致零件加工不合格,因此对于复杂的轴类及箱体类零件、易变性零件等而言,保证工艺尺寸尤为重要。
在机械加工过程中,为了满足零件的技术要求,会进行大量的工艺尺寸链计算,包括工艺基准与设计基准是否重合、余量设计是否合理、表处理厚度是否达标等等。
这些计算往往需要花费工程师较大精力,一旦工艺尺寸链计算出纰漏,则无法保证零件加工合格。
尺寸链计算与公差分析的目的:•获得合理的工序公差,保证产品加工质量;•检查工艺漏洞,提前优化,避免试生产造成的资源及时间浪费;•优化零件加工工艺路线,避免累计误差;•减少装配现场的修锉调整;•降低产品的返修率,帮助企业节约成本。
尺寸链的定义尺寸链是由一组相互连接的尺寸形成的封闭尺寸组。
在工程设计和制造中经常用尺寸链来进行工艺尺寸换算,控制关键尺寸的公差,从而保证产品的制造精度。
如下图所示,L1、L2、L3、L4、L£等尺寸相连,形成了一条尺寸链环。
1)环列入尺寸链的每一个尺寸(下图中A0-A3)2)封闭环尺寸链中在装配过程或加工过程最后形成的一环。
(图中A0)•由于封闭环是最后形成的,因此在加工或装配完成前,它是不存在的。
•封闭环的尺寸自己不能保证,是靠其它相关尺寸来保证的。
3)组成环尺寸链中对封闭环有影响的全部环。
这一环中任一环的变动必然引起封闭环的变动。
(图中A1-A3)4)增环尺寸链中的组成环,由于该环的变动引起封闭环同向变动,同向变动指该环增大时封闭环也增大,该环减小时封闭环也减小。
(A1/A3)5)减环尺寸链中的组成环,由于该环的变动引起封闭环反向变动,反向变动指该环增大时封闭环减小,该环减小时封闭环增大。
