含量均匀度 一组
- 格式:pptx
- 大小:285.91 KB
- 文档页数:17
一、实验目的1. 掌握含量均匀度的概念及意义;2. 熟悉含量均匀度测定的原理和方法;3. 提高实验操作技能,培养严谨的科学态度。
二、实验原理含量均匀度是指小剂量或单剂量的固体制剂、半固体制剂以及非均相液体制剂的每片(个)含量符合标示量的程度。
本实验采用紫外分光光度法测定药物含量均匀度,利用紫外-可见分光光度法测定药物含量,根据测定结果判断药物含量是否均匀。
三、实验材料与仪器1. 实验材料:待测药物样品、标准品、对照品、溶剂等;2. 实验仪器:紫外-可见分光光度计、天平、移液器、容量瓶、烧杯等。
四、实验方法1. 标准曲线的绘制:精密称取标准品,用溶剂溶解并定容,配制成一系列不同浓度的溶液。
以浓度为横坐标,吸光度为纵坐标,绘制标准曲线。
2. 样品溶液的配制:精密称取待测药物样品,用溶剂溶解并定容,配制成一系列不同浓度的溶液。
3. 吸光度测定:将标准溶液和样品溶液分别置于紫外-可见分光光度计中,在特定波长下测定吸光度。
4. 含量均匀度计算:根据标准曲线和样品溶液的吸光度,计算出样品溶液的浓度。
再根据样品溶液的浓度和样品的称量,计算出每片(个)药物的含量。
5. 结果分析:根据含量均匀度的定义,判断待测药物样品的含量是否均匀。
五、实验步骤1. 标准曲线的绘制:精密称取标准品,用溶剂溶解并定容,配制成一系列不同浓度的溶液。
以浓度为横坐标,吸光度为纵坐标,绘制标准曲线。
2. 样品溶液的配制:精密称取待测药物样品,用溶剂溶解并定容,配制成一系列不同浓度的溶液。
3. 吸光度测定:将标准溶液和样品溶液分别置于紫外-可见分光光度计中,在特定波长下测定吸光度。
4. 含量均匀度计算:根据标准曲线和样品溶液的吸光度,计算出样品溶液的浓度。
再根据样品溶液的浓度和样品的称量,计算出每片(个)药物的含量。
5. 结果分析:根据含量均匀度的定义,判断待测药物样品的含量是否均匀。
六、实验结果与分析1. 标准曲线绘制:根据实验数据,绘制标准曲线,线性关系良好。
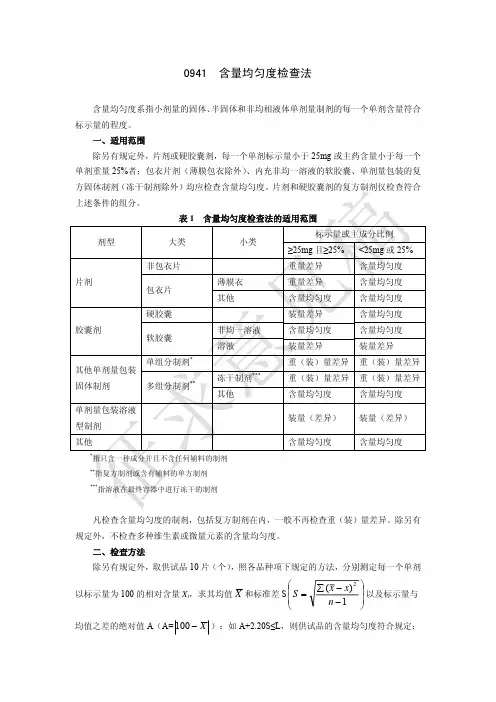
0941含量均匀度检查法含量均匀度系指小剂量的固体、 半固体和非均相液体单剂量制剂的每一个单剂含量符合 标示量的程度。
一、适用范围 除另有规定外,片剂或硬胶囊剂,每一个单剂标示量小于 25mg 或主药含量小于每一个 单剂重量 25%者;包衣片剂(薄膜包衣除外) 、内充非均一溶液的软胶囊、单剂量包装的复 方固体制剂(冻干制剂除外)均应检查含量均匀度。
片剂和硬胶囊剂的复方制剂仅检查符合 上述条件的组分。
表1 剂型 大类 非包衣片 片剂 包衣片 硬胶囊 胶囊剂 软胶囊 单组分制剂* 多组分制剂** 冻干制剂*** 其他 非均一溶液 溶液 薄膜衣 其他 含量均匀度检查法的适用范围 小类 标示量或主成分比例 ≥25mg 且≥25% 重量差异 重量差异 含量均匀度 装量差异 含量均匀度 装量差异 重(装)量差异 重(装)量差异 含量均匀度 装量(差异) 含量均匀度指只含一种成分并且不含任何辅料的制剂 指复方制剂或含有辅料的单方制剂 指溶液在最终容器中进行冻干的制剂<25mg 或 25% 含量均匀度 含量均匀度 含量均匀度 含量均匀度 含量均匀度 装量差异 重(装)量差异 重(装)量差异 含量均匀度 装量(差异) 含量均匀度其他单剂量包装 固体制剂 单剂量包装溶液 型制剂 其他******凡检查含量均匀度的制剂,包括复方制剂在内,一般不再检查重(装)量差异。
除另有 规定外,不检查多种维生素或微量元素的含量均匀度。
二、检查方法 除另有规定外,取供试品 10 片(个) ,照各品种项下规定的方法,分别测定每一个单剂⎛ 以标示量为 100 的相对含量 Xi,求其均值 X 和标准差 S ⎜ S = ⎜ ⎝∑ ( x − x) n −12⎞ ⎟ 以及标示量与 ⎟ ⎠均值之差的绝对值 A(A= 100 − X ):如 A+2.20S≤L,则供试品的含量均匀度符合规定;若 A+S>L,则不符合规定;若 A+2.20S>L,且 A+S≤L,则应另取 20 片(个)复试。
-1.含量均匀度(content uniformity)系指⼩剂量⽚剂、膜剂、胶囊剂或注射⽤⽆菌粉末等制剂每⽚(个)含量偏离标⽰量的程度。
凡检查此项不再检查装量差异。
1)含量均匀度检查所⽤⽅法为含量测定⽅法时检查结果判定除另有规定外,取供试品10⽚(个),按照各药品项下规定的⽅法,分别测定每⽚(个)以标⽰量为100的相对含量X,求其均值X和标准差S以及标⽰量预均值之差的绝对值A(A=100-X);如A+1.80S≤15.0,则供试品的含量均匀度符合规定;若A+S>15.0,则不符合规定;若A+1.80S>15.0,且A+S<15.0,则应另取20⽚(个)进⾏复试,根据初试结果计算30⽚(个)的均值X、标准差S和标⽰量与均值之差的绝对值A;如A+1.45S≤15.0,则供试品的含量均匀度符合规定;若A+1.45S>15.0,则不符合规定。
若该药品项下规定含量均匀度的限度为+_20%或其他百分数,应将上述各式判断式中的15.0改为20.0或其他相应值,但各判断式中的系数不变。
2)含量均匀度检查所有的⽅法与含量测定⽅法不同时,且未能从响应值(如吸收度)求出每⽚(个)含量时检查结果的判定,可取供试品10⽚(个)照该药品含量均匀度项下规定的⽅法,分别测定,得仪器测定法的响应值Y(可为吸收度、峰⾯积等),求其均值Y 。
另由含量测定法测得以标⽰量为100的含量XA,由XA除以响应值的均值Y,得⽐例系数K(K=XA/Y)。
将上述诸响应值Y与K相乘,求得每⽚标⽰量为100的相对百分含量X(X=KY),同上法求得X和S以及A,计算,判定结果,即得。
2.溶出度检查溶出度(dissolution)系指药物从⽚剂或胶囊剂等固体制剂在规定溶剂中溶出的速度和程度。
检查此项不检查崩解时限。
评介药物制剂质量的⼀个内在指标,是⼀种模拟⼝服固体制剂在胃肠道中崩解和溶出的体外试验法。
溶解度⼩于0.1%~1%的药物,在体内⼀般均受溶解速度的影响。
药物含量均匀度的作用
药物含量均匀度是指同一批次的药物制剂中药物成分的浓度分布是否均匀。
药物含量均匀度的作用有以下几个方面:
1. 药效可靠性:药物含量均匀度高可以确保药物在制剂中的浓度分布均匀,从而保证每一次使用时药物的剂量准确,药效可靠。
2. 治疗效果:药物含量均匀度高有助于确保患者每次使用的药物剂量相同,提高药物的治疗效果。
如果药物含量均匀度较低,可能导致剂量不一致,影响疗效。
3. 安全性:药物含量均匀度高可以避免药物剂量过高或过低的情况发生。
过高的药物剂量可能导致药物的毒副作用增加,过低的药物剂量则可能无法产生预期的治疗效果。
4. 产品质量控制:药物含量均匀度是药物品质的重要指标之一,监控药物含量均匀度可以有效控制产品的质量,确保制剂在不同批次之间的一致性。
药物含量不均匀可能导致产品质量不稳定,增加质量控制的困难。
因此,药物含量均匀度的高低对于药物的效果、安全性以及产品质量控制都具有重要的影响,是药物制剂过程中需要重视的方面。
含量均匀度和混合均匀度指导原则引言含量均匀度和混合均匀度是在化学、制药、食品等领域中非常重要的指标。
它们用于评估物质中成分的分布是否均匀,对于保证产品质量具有重要意义。
本文将介绍含量均匀度和混合均匀度的定义、评估方法以及相关的指导原则。
含量均匀度的定义与评估方法含量均匀度的定义含量均匀度是指物质中不同成分的分布是否均匀。
在化学合成、制药等过程中,如果不同成分的含量分布不均匀,可能会影响产品的质量和性能。
含量均匀度的评估方法评估含量均匀度的常用方法包括: 1. 目测法:通过观察物质的外观,判断不同成分的分布是否均匀。
2. 取样分析法:从物质中随机取样,对不同成分的含量进行分析,判断其分布是否均匀。
3. 光谱分析法:利用光谱技术,对物质中不同成分的含量进行分析,判断其分布是否均匀。
混合均匀度的定义与评估方法混合均匀度的定义混合均匀度是指在混合过程中不同成分的分布是否均匀。
在化学反应、制药、食品加工等过程中,如果混合不均匀,可能会导致产品质量不稳定。
混合均匀度的评估方法评估混合均匀度的常用方法包括: 1. 观察法:通过观察混合物的外观,判断不同成分的分布是否均匀。
2. 取样分析法:从混合物中随机取样,对不同成分的含量进行分析,判断其分布是否均匀。
3. 图像处理法:利用图像处理技术,对混合物的图像进行处理,分析不同成分的分布情况,判断其均匀度。
含量均匀度和混合均匀度的指导原则含量均匀度的指导原则保证含量均匀度的指导原则包括: 1. 严格控制原料的质量和成分,确保原料中不同成分的含量相对稳定。
2. 在生产过程中,采取适当的搅拌、混合等措施,促使不同成分的分布更加均匀。
3. 对于含量不均匀的产品,可以考虑采取分层混合、再粉碎等方法,提高含量均匀度。
混合均匀度的指导原则保证混合均匀度的指导原则包括: 1. 选择合适的混合设备和工艺,确保混合物的搅拌、翻转等操作能够使不同成分充分混合。
2. 控制混合时间和混合速度,避免过度混合或不充分混合导致的混合不均匀。
含量均匀度和混合均匀度指导原则含量均匀度和混合均匀度是化工生产过程中非常重要的指标。
含量均匀度指的是在同一批次中,不同样品之间的成分浓度应该趋近于相等,而混合均匀度则是指在不同批次中,相同成分的混合物应该具有相同的均匀程度。
为了确保产品质量和生产效率,我们需要遵循以下原则:一、严格控制原材料质量原材料质量是影响含量均匀度和混合均匀度的关键因素之一。
因此,在采购原材料时,必须严格把关。
首先要选择有信誉保障的供应商,并对其提供的样品进行全面检测。
其次,在接收原材料时,要进行外观、气味、颜色等方面的检查,并对其进行必要的试验。
二、确保设备清洁设备清洁对于保证含量均匀度和混合均匀度也非常重要。
设备内部积存有污垢或残留物会影响产品质量,甚至引起安全事故。
因此,在生产过程中要定期对设备进行清洗和消毒,并确保设备内部干燥。
三、控制生产工艺参数生产工艺参数对于含量均匀度和混合均匀度也有很大影响。
在生产过程中,要严格控制温度、压力、搅拌速度等参数,确保每一批产品的质量稳定。
同时,对于不同的产品和工艺流程,需要进行专门的优化和调整。
四、采用适当的混合方法混合是化工生产过程中必不可少的环节。
为了保证混合均匀度,需要采用适当的混合方法。
常见的混合方法包括机械搅拌、气体注入、液体喷雾等。
在选择混合方法时,需要考虑产品性质、生产能力以及成本等因素。
五、加强检测和监控为了确保含量均匀度和混合均匀度达到要求,需要加强检测和监控。
常用的检测方法包括色谱分析、光谱分析等。
同时,在生产过程中要建立完善的监测体系,对每一批产品进行全面检测,并及时发现和解决问题。
六、加强员工培训员工的素质和技能对于含量均匀度和混合均匀度也有很大影响。
因此,在生产过程中要加强员工培训,提高其对产品质量的认识和理解,同时加强对操作规程的培训和执行。
综上所述,含量均匀度和混合均匀度是化工生产过程中非常重要的指标。
为了保证产品质量和生产效率,我们需要严格控制原材料质量、确保设备清洁、控制生产工艺参数、采用适当的混合方法、加强检测和监控以及加强员工培训等方面进行全面管理。
0941含量均匀度检查法本法用于检查单剂量的固体、半固体和非均相液体制剂含量符合标示量的程度。
除另有规定外,片剂、硬胶囊剂、颗粒剂或散剂等,每一个单剂标示量小于25mg或主药含量小于每一个单剂重量25%者;药物间或药物与辅料间采用混粉工艺制成的注射用无菌粉末;内充非均相溶液的软胶囊;单剂量包装的口服混悬液、透皮贴剂和栓剂等品种项下规定含量均匀度应符合要求的制剂,均应检查含量均匀度。
复方制剂仅检查符合上述条件的组分,多种维生素或微量元素一般不检查含量均匀度。
凡检查含量均匀度的制剂,一般不再检查重(装)量差异:当全部主成分均进行含量均匀度检查时.,复方制剂一般亦不再检墓重(装)量差异。
除另有规定外,取供试品10个,照各品种项下规定的方法,分别测定每一个单剂以标示量为100的相对含量xi,求其均值N和标准差ς∕∑Cr i-X)2's=√-_j以及标示量与均值之差的绝对值A(A=I1OO-T1)O若A+2.2SW1,则供试品的含量均匀度符合规定;若A+S>1,则不符合规定;若A+2.2S>1,且A+SV1,则应另取供试品20个复试。
根据初、复试结果,计算30个单剂的均值N、标准差S和标示量与均值之差的绝对值A。
再按下述公式计算并判定。
当AV0.251时,若A'S2WO.251A则供试品的含量均匀度符合规定;若A’+小〉。
.2517则不符合规定。
当A>0.251时,若A+1.7SW1,则供试品的含量均匀度符合规定;若A+17S>1,则不符合规定。
上述公式中1为规定值。
除另有规定外,1=15.0:单剂量包装的口服混悬液、内充非均相溶液的软胶囊、胶囊型或泡囊型粉雾剂、单剂量包装的眼用、耳用、鼻用混悬剂、固体或半固体制剂1=20.0;透皮贴剂、栓剂1=25.0°如该品种项下规定含量均匀度的限度为±20%或其他数值时,上20.0或其他相应磐值。
当各品种正文项下含量限度规定的上下限的平均值(T)大于100.0(%)时,若NV1oo.0,则A=IOO-若100.0WNWT,则A=0;若N>T,则A=N-T。
中国药典2020含量均匀度
中国药典2020中的含量均匀度是指药品中有效成分的含量是否均匀分布的程度。
药典对药品的含量均匀度进行了一系列的要求和检测方法,以确保药品的质量和可靠性。
根据中国药典2020,药品的含量均匀度应符合规定的标准。
具体的检测方法包括:
1. 用药物分析的方法测定有效成分的含量。
2. 利用适当的统计学方法进行数据处理,确定药品中有效成分的含量均一性。
3. 使用威尔逊置信限法或概率论方法对样品的含量均匀度进行评价。
4. 根据药品的性质和使用要求,对含量均匀度的要求进行适当调整。
此外,中国药典2020还在一些特殊情况下对含量均匀度提出了特殊要求,如对口服固体制剂和注射剂的含量均匀度有着更为具体的规定和检测方法。
总之,中国药典2020对药品的含量均匀度提出了严格的要求和检测方法,以确保药品的质量和疗效。

含量均匀度检查法含量均匀度检查法是一种用于检测药物活性成分在制剂中的均匀分布程度的方法。
其目的是确保制备的药物剂型无论在剂量单元还是整个剂型范围内,药物成分均匀分布,以保证治疗效果的一致性和可靠性。
本文将介绍含量均匀度检查法的原理、应用和操作步骤,旨在提供一种简明扼要的指导。
一、原理含量均匀度检查法基于样品的多次取样检测,通过检查不同位置或不同制剂单位中活性成分的含量来评估制剂的均匀度。
这种方法可以分析出制剂中成分分布的不一致性,从而评估药物品质和稳定性。
二、应用含量均匀度检查法广泛应用于药品生产和质量控制的各个环节。
尤其对于固体制剂如片剂、胶囊剂,以及液体制剂如溶液和悬浊液等,均匀度的检测是必要的。
这种方法能够帮助制药企业判断产品是否符合国家相关标准和规定要求,为产品的质量控制提供依据。
三、操作步骤1. 样品准备:按照相关规程,制备一定数量的样品。
2. 取样:在样品中分别取若干等份,要保证取样的均匀性。
3. 测试:对每个取样进行活性成分的含量测定。
4. 数据处理:将各个样品的含量数据进行统计分析,计算出平均值、标准偏差和相对标准偏差等指标。
5. 结果判定:根据国家标准或企业内部标准,判断样品的活性成分含量均匀度是否合格。
四、注意事项1. 取样时要注意样品的代表性和均匀性,以确保取样的准确性和可靠性。
2. 检测前要对仪器设备进行校准,以保证测试结果的准确性和可比性。
3. 检测过程中要按照规程和操作规范来进行,避免操作失误。
4. 数据处理时,要选择合适的统计方法和指标,以得出准确可靠的结果。
5. 结果判定时要参照相应的标准和规范,以确保判定的准确性和公正性。
五、总结含量均匀度检查法是一种重要的药品质量控制方法,在药品生产和质量保证中起着关键作用。
通过这种方法,制药企业可以检测药物制剂中活性成分的分布均匀性,确保产品质量的稳定和一致性。
因此,在药品生产和监管中,合理应用含量均匀度检查法是非常必要的。
作业指导书指导书编号TYFDC-SOP-FF-060含量均匀度检查法第 1 页共 4 页第二版同意李忠华初审吴雅凝草拟李鑫含量均匀度检查法1简述本法合用于含量均匀度检查。
在生产过程中,某些小剂量的剂型因为工艺或设施的原由,可惹起含量均匀度的差别。
本检查法的目的在于控制每片(个)含量的均一性,以保证用药剂量的正确。
含量均匀度系指单剂量的固体系剂、半固体系剂和非均相液体系剂含量符合标示量的程度。
除还有规定外,片剂、硬胶囊剂、颗粒剂或散剂等,每一个单剂标示量小于 25mg 或主药含量小于每一个单剂重量 25%者;药物间或药物与辅料间采纳混粉工艺制成的注射用无菌粉末;内充非均相溶液的软胶囊;单剂量包装的口服混悬液、透皮贴剂和栓剂等品种项下规定含量均匀度应切合要求的制剂,均应检查含量均匀度。
复方制剂仅检查切合上述条件的组分,多种维生素或微量元素一般不检查含量均匀度。
凡检查含量均匀度的制剂,不再检查重(装)量差别;当所有主成分均进行含量均匀度检查时,复方制剂一般亦不再检查重(装)量差别。
含量均匀度的限度应切合各品种项下的规定。
2仪器与器具按正文中该品种项下的规定。
3试药与试液按正文中该品种项下的规定。
4操作方法供试品初试10片(个),复试20片(个)。
除还有规定外,取供试品,照各品种项下规定的方法,分别测定每片(个)的响应值(如吸光度或峰面积等)或含量。
5注意事项作业指导书指导书编号TYFDC-SOP-FF-060含量均匀度检查法第 2 页共 4 页第二版同意李忠华初审吴雅凝草拟李鑫供试品的主药一定溶解完整,必需时可用乳钵研磨或超声办理,促进溶解,并定量转移至量瓶中。
测准时溶液一定澄清,如过滤不清,可离心后,取澄清液测定。
用紫外-可见分光光度法测定含量均匀度时,所用溶剂需一次配够,当用量较大时,即便是同批号的溶剂,也应混淆均匀后使用。
6记录与计算应记录所用检测方法,所用仪器型号(或编号),以及每片(个)测得的响应值等数据。
含量均匀度计算范文含量均匀度是指药物或化学物质在一定量样品中的分布情况的度量,它是质量控制中一个重要的参数。
含量均匀度的计算常用于药物制剂的质量控制,确保每一片或每一粒药物的含量都符合规定的标准,以确保给药的效果和安全性。
含量均匀度的计算通常使用变异系数(coefficient of variation, CV)或相对标准偏差(relative standard deviation, RSD)来衡量。
这些指标可以帮助我们评估样品中含量的变异程度,即含量是否均匀。
要计算含量均匀度,我们需要先测定样品中待测物的含量,并记录每个测定值。
然后,我们可以使用以下公式来计算变异系数(CV):CV=(标准偏差/平均值)×100%其中,标准偏差可以通过计算每个测定值与平均值之差的平方和的平均值来获得。
平均值可以通过计算所有测定值的总和除以测定值的个数来获得。
当CV的值较小(通常小于10%)时,说明样品的含量均匀度较好,符合质量要求。
当CV的值较大时,说明样品中含量的变异较大,不均匀,可能需要进行进一步的处理或调整。
除了变异系数,我们还可以使用相对标准偏差来计算含量均匀度。
相对标准偏差的计算方法与变异系数类似,只是不再乘以100%:RSD=(标准偏差/平均值)相对标准偏差的值越小,说明样品的含量均匀度越好。
除了计算含量均匀度,我们还可以使用其他方法来评估样品的含量分布情况,例如制作含量分布图、计算偏度(skewness)和峰度(kurtosis)等统计指标。
这些方法可以更全面地了解样品中含量的分布情况,并指导质量控制和质量改进的工作。
总结起来,含量均匀度的计算是质量控制中一个重要的参数,可以通过计算变异系数或相对标准偏差来评估样品中含量的均匀性。
较小的变异系数或较小的相对标准偏差值通常表示样品的含量分布较为均匀。
除了计算含量均匀度,还可以使用其他方法来评估样品的含量分布情况,以更好地指导质量控制工作。
《中国兽药典》含量均匀度检查方法的探讨
一、引言
《中国兽药典》是中国药典中研究兽类药物最重要的文献,其研究内容涉及兽类药物的质量指标、基本性质、制备方法、鉴别方法和用法用量等方面的全面解释。
《中国兽药典》的质量指标中尤其提到了“含量均匀度”,是指从兽类药物标本中提取有效成分的浓度差异。
因为兽类药物的制备方式多样化,如果不能保证样本中有效成分的含量保持均匀性,就无法保证药效的一致性。
为此,制药单位在生产过程中,都需要通过检查来保证每一批兽类药物样本的含量均匀度
二、检查方法
(一)表面检查
在表面检查过程中,检查人员需要按《中国兽药典》规定的规格来进行均质检查。
根据规定,兽药应具备均匀性,无凝聚物,无污渍,无异物,无害物等要求。
(二)细致检查
在细致检查过程中,检查人员需要提取有效成分,用精密仪器测定每份样品的重量或体积,并试验多组测定值,最终确定样品的有效成分含量大小。
(三)实质性检查
实质性检查旨在检查实际使用兽类药物样品的有效成分的含量均匀度,通过实验室分析的结果来决定样品的质量指标。
检查时需要采用酸吸法、紫外分光光度、气相色谱-质谱等技术,用以确定有效成分的含量和均匀性。
三、小结
《中国兽药典》中对含量均匀度的要求非常严格,因此在生产过程中,质量检验部门必须通过表面检查、细致检查和实质性检查等三种方法,来确保兽类药物样本的含量均匀度,以保证药效一致性。
含量均匀度名词解释含量均匀度是指在一定范围内,样品中目标物质的含量分布情况。
含量均匀度主要反映了样品内部的均质性和一致性,是衡量样品质量好坏的重要指标之一。
含量均匀度的好坏对于许多领域都有重要意义。
在制药行业,含量均匀度的高低直接影响药品的质量稳定性和治疗效果,如果含量均匀度差,则可能导致部分患者用药效果不佳;在农业领域,农作物的含量均匀度可以影响其品质和市场竞争力;在环境监测中,含量均匀度的好坏可以反映出环境污染的程度和稳定性等。
含量均匀度可以通过一系列方法进行定量分析和评估。
常见的方法包括样品分析、统计方法和图像处理等。
样品分析是指对样品进行化学分析或物理测量,通过定量分析来确定样品中目标物质的含量。
统计方法主要用于对样品含量数据进行统计学分析,通过计算均值、标准偏差等指标来评估含量均匀度。
图像处理是指利用影像、图像等图形信息来对样品进行分析和评估,通过图像特征的比较和提取来判断含量均匀度。
在定量分析中,含量均匀度可以通过计算一系列统计指标来评估。
常见的统计指标包括均值、标准偏差、变异系数和偏度等。
均值是所有数据的平均值,反映了样品中目标物质的平均含量;标准偏差是数据距离均值的平均偏差,反映了样品内部含量分布的离散程度;变异系数是标准偏差与均值之比,用于比较不同样品或不同实验之间的含量均匀度;偏度是样本数据分布的偏斜程度,用于评估含量分布的不对称性。
除了统计指标,含量均匀度还可以通过图像处理技术来进行评估。
常见的图像处理方法包括灰度直方图、平均滤波和图像分割等。
灰度直方图可以反映图像中不同灰度级别像素的数量分布情况,通过分析图像灰度级别的分布特征来判断含量均匀度。
平均滤波是一种常见的图像处理技术,通过对图像进行平滑处理来提取出目标物质的分布情况。
图像分割是将图像划分为不同的区域,通过分析不同区域的像素强度来评估含量均匀度。
综上所述,含量均匀度是指在一定范围内,样品中目标物质的含量分布情况。
含量均匀度的好坏直接影响样品质量和性能。
含量均匀度名词解释
含量均匀度是指物料中各成分之间的比例是均匀分布的,也就是说每一个成分的含量都相等。
这种均匀性是生产中相当重要的,因为它可以保证高质量的产品。
要实现含量均匀度,首先要确保各成分的质量和粒度是精确可控的。
如果质量和粒度不一致,那么就不可能实现均匀性。
其次,要使用合适的技术和设备来保证物料的均匀度,比如研磨机、筛分机等。
最后,要经常进行检测,以确保各成分的含量均匀。
含量均匀度的重要性不言而喻,在工业生产中,它是一个关键的指标。
它可以保证生产的物料及其制品的质量,并确保物料的均匀性。
此外,它还可以提高生产效率,降低成本,避免浪费。
因此,保证含量均匀度可以帮助企业更好地实现目标,提高市场竞争力,获得更多的利润。
如果企业能够做好含量均匀度的控制,那么它的产品质量和稳定性将得到提升,从而获得更高的市场价值。
总而言之,含量均匀度对于企业的发展至关重要,它可以确保物料和制品的质量,提高生产效率,降低成本,提高市场竞争力,获得更多的利润。
因此,企业应该加强对含量均匀度
的控制,以保证物料和制品的质量,提高生产效率,获得更多的市场价值。
含量均匀度替代含量测定含量均匀度是指药物制剂中活性成分含量的波动程度,它是衡量药物质量的一个重要指标。
含量均匀度直接影响到药物的疗效和安全性,因此,对其进行准确、快速的检测和控制至关重要。
一、含量均匀度概述含量均匀度是指药物制剂中各单位剂量活性成分含量的偏离程度。
在药物生产过程中,含量均匀度受到原料药的性质、制剂工艺、生产设备等多方面因素的影响。
为了确保药物的安全性和有效性,我国药典对含量均匀度有严格的规定。
二、含量测定与含量均匀度的区别含量测定是指对药物中活性成分含量的测定,主要关注的是药物中活性成分的总量。
而含量均匀度关注的是药物中活性成分含量的波动程度,两者有着不同的检测目的和关注点。
三、含量均匀度的重要性含量均匀度对于药物的质量具有重要意义。
一方面,含量均匀度不合格可能导致药物的疗效不稳定,影响患者用药的安全性和可靠性;另一方面,含量均匀度问题是药物生产过程中最常见的质量问题之一,严重影响药物企业的声誉和市场竞争力。
四、含量均匀度的检测方法目前,含量均匀度的检测方法主要有以下几种:1.高效液相色谱法(HPLC):是目前应用最广泛的含量均匀度检测方法,具有高灵敏度、高分辨率、快速等特点。
2.气相色谱法(GC):适用于挥发性药物的含量均匀度检测。
3.紫外分光光度法(UV):适用于药物溶液的含量均匀度检测。
4.红外光谱法(IR):适用于药物固体的含量均匀度检测。
五、提高含量均匀度的措施1.优化原料药的制备工艺:通过改进制备工艺,提高药物的纯度和均匀度。
2.优化制剂工艺:通过调整药物制剂过程中的参数,如混合、压片、包衣等,提高含量均匀度。
3.严格生产质量管理:加强对生产过程中的质量控制,确保药物质量稳定。
4.建立完善的质量控制体系:对药物进行严格的质量检验,确保药物符合含量均匀度的要求。
六、总结含量均匀度是药物质量控制的重要环节,关系到药物的安全性和有效性。
通过对含量均匀度的检测和控制,可以确保药物质量的稳定和可靠。