第4章-焊接与切割方法(1)资料
- 格式:ppt
- 大小:28.64 MB
- 文档页数:89
焊接与切割基础知识焊接与切割是金属加工领域中非常重要的技术,它们在现代制造业中扮演着不可或缺的角色。
焊接是指通过加热或加压,或两者并用,使两个或多个金属部件连接在一起,形成牢固连接的方法。
而切割则是利用高温、高压或化学作用,将金属分割成所需形状或尺寸的过程。
以下是焊接与切割的基础知识:1. 焊接的基本原理焊接过程涉及金属的熔化和再结晶。
在焊接过程中,金属表面被加热到熔点以上,形成熔池,然后冷却固化,形成焊缝。
焊接可以是自熔,也可以是通过添加填充材料来实现。
2. 焊接方法焊接方法多种多样,包括电弧焊、气焊、激光焊、电子束焊、摩擦焊等。
每种方法都有其特定的应用场景和优缺点。
3. 焊接材料焊接材料包括焊条、焊丝、焊剂等。
选择合适的焊接材料对于确保焊接质量至关重要。
4. 焊接设备焊接设备是进行焊接操作的必备工具,包括焊机、焊接机器人、焊接操作台等。
这些设备的性能直接影响焊接的效率和质量。
5. 焊接工艺焊接工艺是指焊接过程中所采用的技术、方法和步骤。
良好的焊接工艺可以提高焊接质量,减少缺陷。
6. 焊接缺陷焊接过程中可能会出现各种缺陷,如裂纹、气孔、夹渣等。
了解这些缺陷的形成原因和预防措施对于提高焊接质量非常重要。
7. 切割的基本原理切割是通过物理或化学作用,将金属材料分割成所需形状或尺寸的过程。
切割方法包括火焰切割、等离子切割、激光切割、水射流切割等。
8. 切割方法不同的切割方法适用于不同的材料和应用场景。
例如,火焰切割适用于碳钢和低合金钢,而激光切割则适用于更精密的加工需求。
9. 切割设备切割设备包括切割机、切割机器人、切割操作台等。
这些设备的选择和使用直接影响切割的精度和效率。
10. 切割工艺切割工艺是指切割过程中所采用的技术、方法和步骤。
合理的切割工艺可以提高切割质量,减少材料浪费。
11. 切割缺陷切割过程中也可能出现缺陷,如毛刺、不平整等。
了解这些缺陷的形成原因和预防措施对于提高切割质量同样重要。

第一张焊接与切割基础知识第一节焊接与切割概述一焊接与切割的基本原理(一)基本原理在金属结构及其它机械产品的制造中常需将两个或两个以上的零件按一定的形式和尺寸联接通常分为两大类,一类是可拆卸的联接,就是不必损坏联接件本身就可以将它们分开如螺栓联接,另一类联接是永久性的联接,即必须在毁坏零件后才能拆卸,如焊接。
焊接就是通过加热或加压,或两者并用,并且使用或不使用填充材料,是工件达到结合的方法。
为了获得牢固的结合,在焊接过程中必须使被焊件彼此接近到原子间的力量能够相互作用的程度。
为此,在焊接过程中,必须对需要结合的地方通过加热使之溶化,或者通过加压(或者先加热到塑性状态再加压)使之原子或分子间的结合或扩散从而达到不可拆卸的联接。
(二)焊接方法的分类按照焊接过程中金属所处的状态及工艺特点,可以将焊接方法分为溶化焊压力焊和钎焊。
熔化焊是利用局部加热的方法将联接处的加热至溶化状态而完成焊接方法。
在加热的条件下,增强了金属原子的功能,促进原子间的相互扩散,当被焊接金属加热至溶化状态形成液态熔池时,原子之间可以充分扩撒和紧密接触,因此冷却凝固后,即可形成牢固的焊接接头。
常见的气焊电弧焊电渣焊气体保护焊等离子弧焊等均属于溶化焊的范畴。
压力焊是利用焊接时施加一定的压力而完成焊接的方法。
这类焊接有两种形式,一是将被焊金属的接触部分加热至塑性状态或局部溶化状态,然后施加一定压力,一使金属原子相互结合形成牢固的焊接头,如段焊接触焊摩擦焊和气压焊就是这种类型的压力焊方法。
二是不进行加热,尽在被焊金属接触面上施加足够大的压力,借助于压力所引起的塑性变形,以使原子间相接而获得老古董的压挤接头,这种压力焊接的方法有冷压焊爆炸焊等。
钎焊是把比焊接金属熔点低的钎料金属加热溶化至液态,然后使其渗透到被到被焊接金属接缝的间隙中而达到结合的方法。
焊接时被焊金属处于固体状态,工件只适合当地进行加热,没有收到压力的作用,依靠液态金属和固态金属之间的原子扩散而形成牢固的焊接接头。
2023-10-28•焊接与切割概述•焊接技术•切割技术目录•焊接与切割的安全防护•焊接与切割的质量控制•焊接与切割的未来发展趋势01焊接与切割概述焊接焊接是指通过加热或加压两个分离的金属,使它们原子间相互渗透,从而达到将它们连接在一起的目的。
切割切割是指通过高温或机械力将金属切开,以获得所需形状和尺寸的过程。
焊接与切割的定义电弧焊、气体保护焊、激光焊、等离子焊等。
切割种类火焰切割、等离子切割、激光切割等。
焊接应用钢结构制造、压力容器、石油化工、航空航天等。
切割应用钢结构加工、汽车制造、造船业、建筑业等。
02焊接技术电弧焊是一种常见的焊接方法,利用电弧热能将两块金属熔合在一起。
电弧焊简介包括焊机、焊枪、导线、面罩等。
电弧焊设备包括引弧、运条、焊缝处理等。
电弧焊操作技巧包括穿戴防护装备、避免触电等。
电弧焊安全注意事项电弧焊气体保护焊气体保护焊是一种利用气体保护熔池的焊接方法。
气体保护焊简介气体保护焊设备气体保护焊操作技巧气体保护焊安全注意事项包括焊机、送丝机构、气瓶、面罩等。
包括引弧、运条、焊缝处理等。
包括穿戴防护装备、避免触电等。
激光焊激光焊是一种利用高能量激光束焊接的方法。
激光焊简介包括激光器、光束传输系统、焊接头等。
激光焊设备包括调整光束位置、控制热输入等。
激光焊操作技巧包括穿戴防护装备、避免激光照射等。
激光焊安全注意事项等离子焊等离子焊简介等离子焊是一种利用等离子弧进行焊接的方法。
等离子焊设备包括焊机、等离子弧发生器、焊接头等。
等离子焊操作技巧包括调整电弧电压、控制焊接速度等。
等离子焊安全注意事项包括穿戴防护装备、避免电弧光辐射等。
03切割技术火焰切割是利用可燃气体与氧气混合燃烧的火焰,将金属熔化并吹走,形成切口。
原理应用优缺点适用于厚度为3m m 至100mm的钢板,广泛用于造船、建筑、机械制造等行业。
设备简单、成本低,但切口质量受限于金属杂质和厚度。
03火焰切割0201等离子切割是利用高温等离子弧能量,将金属熔化并吹走,形成切口。

焊接与热切割培训资料章节一:焊接培训资料焊接是一种将两个或多个金属部件连接在一起的加工方法。
焊接可以使用多种方法,包括电弧焊、气体保护焊、激光焊等。
以下是焊接培训资料的一些内容:1. 焊接的基本原理:焊接是通过加热金属部件,使其熔化并与其他金属部件融合在一起。
焊接的质量取决于焊接材料、焊接方法和焊接操作员的技能。
2. 焊接的安全措施:焊接时需要注意安全,包括佩戴防护眼镜、手套和面罩,确保工作区域通风良好,避免火灾和爆炸等危险。
3. 焊接材料的选择:选择合适的焊接材料是确保焊接质量的关键。
常用的焊接材料包括焊丝、焊条、焊粉等。
4. 焊接方法的选择:选择合适的焊接方法可以提高焊接质量和效率。
不同的焊接方法适用于不同的金属部件和应用场景。
5. 焊接操作技巧:焊接需要一定的技巧和经验。
操作员需要掌握正确的焊接姿势、焊接速度和焊接温度等技巧。
章节二:热切割培训资料热切割是一种将金属部件切割成所需形状的加工方法。
热切割可以使用多种方法,包括氧气切割、等离子切割、激光切割等。
以下是热切割培训资料的一些内容:1. 切割的基本原理:切割是通过加热金属部件,使其达到熔点或燃点,然后使用切割工具将其切割成所需形状。
2. 切割的安全措施:切割时需要注意安全,包括佩戴防护眼镜、手套和面罩,确保工作区域通风良好,避免火灾和爆炸等危险。
3. 切割工具的选择:选择合适的切割工具是确保切割质量的关键。
常用的切割工具包括氧气切割机、等离子切割机、激光切割机等。
4. 切割方法的选择:选择合适的切割方法可以提高切割质量和效率。
不同的切割方法适用于不同的金属部件和应用场景。
5. 切割操作技巧:切割需要一定的技巧和经验。
操作员需要掌握正确的切割姿势、切割速度和切割温度等技巧。
同时,还需要注意切割过程中的松动和变形等问题。
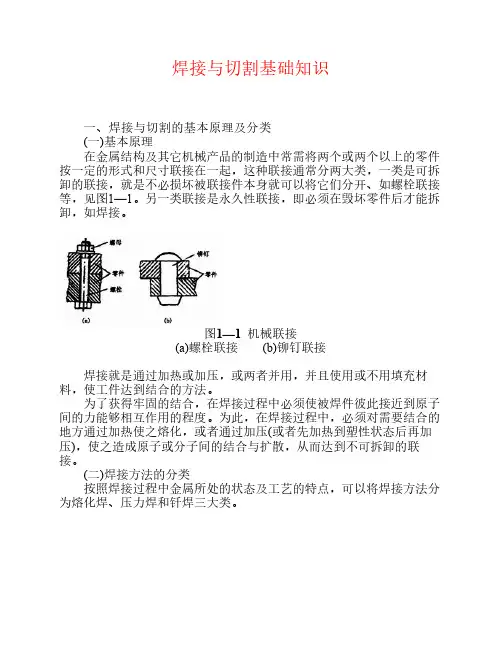
焊接与切割基础知识 一、焊接与切割的基本原理及分类 (一)基本原理 在金属结构及其它机械产品的制造中常需将两个或两个以上的零件按一定的形式和尺寸联接在一起,这种联接通常分两大类,一类是可拆卸的联接,就是不必损坏被联接件本身就可以将它们分开、如螺栓联接等,见图1—1。
另一类联接是永久性联接,即必须在毁坏零件后才能拆卸,如焊接。
图1—1 机械联接(a)螺栓联接 (b)铆钉联接 焊接就是通过加热或加压,或两者并用,并且使用或不用填充材料,使工件达到结合的方法。
为了获得牢固的结合,在焊接过程中必须使被焊件彼此接近到原子间的力能够相互作用的程度。
为此,在焊接过程中,必须对需要结合的地方通过加热使之熔化,或者通过加压(或者先加热到塑性状态后再加压),使之造成原子或分子间的结合与扩散,从而达到不可拆卸的联接。
(二)焊接方法的分类 按照焊接过程中金属所处的状态及工艺的特点,可以将焊接方法分为熔化焊、压力焊和钎焊三大类。
图1—2 永久性联接焊接 熔化焊是利用局部加热的方法将联接处的金属加热至熔化状态而完成的焊接方法。
在加热的条件下,增强了金属原子的功能,促进原子间的相互扩散,当被焊接金属加热至熔化状态形成液态熔池时,原子之间可以充分扩散和紧密接触,因此冷却凝固后,即可形成牢固的焊接接头。
常见的气焊、电弧焊、电渣焊、气体保护焊、等离子弧焊等均属于熔化焊的范畴。
压力焊是利用焊接时施加一定压力而完成焊接的方法。
这类焊接有两种形式,一是将被焊金属接触部分加热至塑性状态或局部熔化状态,燃后施加一定压力,以使金属原子间相互结合形成牢固的焊接接头,如锻焊、接触焊;摩擦焊和气压焊等就是这种类型的压力焊方法。
二是不进行加热,仅在被焊金属接触面上施加足够大的压力,借助于压力所引起的塑性变形,以使原子间相互接近而获得牢固的压挤接头,这种压力焊的方法有冷压焊、爆炸焊等。
钎焊是把比被焊金属熔点低的钎料金属加热熔化至液态,然后使其渗透到被焊金属接缝的间隙中而达到结合的方法。
切割与焊接基础知识一、安装工程中常用的切割方法、各种切割方法的特点及应用范围,工程常用的切割方法包括氧—燃气切割、等离子切割、碳弧气刨及激光切割。
(-)氧-燃气切割1.气割金属应符合的条件(1)金属氧化物的熔点应低于金属熔点。
(2)金属与氧气燃烧能放出大量的热,而且金属本身的导热性要低。
2.气割的适用范围气割适用于纯铁、低碳钢、中碳钢和低合金钢以及钛等。
3.气割的工艺参数气割的工艺参数有预热火焰参率、氧气压力、切割速度、割矩离工件表面的距离及割炬的倾角等。
(二)等离子弧切割等离子弧柱的温度高,且切割过程是依靠熔化完成的,故能够切割绝大部分金属和非金属材料。
等离子弧割常用的气体为氢气、氮气、氮加氢混合气、氮加氢混合气等。
等离子弧切割的工艺参数有切割电流、空载电压、切割速度、气体流量、喷嘴距工件高度等。
(三)碳弧气刨利用碳棒或石墨棒作为电极,与工件之间产生的电弧将金属熔化,并用压缩空气将熔化金属吹除的切割方法叫做碳弧气刨。
碳弧气刨的特点、应用范围、工艺参数及可能产生的缺陷等内容可参阅有关资料。
(四)激光切割它是以高能量密度的激光作为“切割刃具”的一种切割材料的方法。
有激光气化切割、激光熔化切割、激光氧气切割、划片与控制断裂。
二、焊接方法的分类、特征、选择及分类代号(-)焊接方法的分类及特性(1)焊弧焊包括手弧焊、埋弧焊、鸨极气体保护电弧焊、等离子弧焊、熔化及气体保护电弧焊等。
(2)电阻焊包括以熔渣电阻热为能源的电渣焊和以固体电阻热为能源的电阻焊。
(3)高能束焊包括电子束焊和激光焊。
(4)钎焊分为火焰钎焊、感应钎焊、炉中钎焊、浸沾钎焊、电阻钎焊等。
上述是各焊接方法的特点及适用范围。
(二)焊接方法的选择及分类代号在选择焊接方法时要考虑的因素有:(1)产品特点。
包括焊接产品的结构特点,工件厚度,接头形式、焊接位置和母材性能等。
(2)生产条件,焊接生产条件包括操作水平、焊接设备和焊接用材料等。
(3)焊接方法代号是以数字或字母表示焊接方法用的代号。
导入新课新课内容1.1焊接与切割概括焊接与切割的基来源理及分类(一)焊接的基来源理联接方法分为:可拆卸的联接如:螺栓联接、铆接不行拆卸的联接如:焊接焊接的定义:经过加热或加压、或二者并用,而且用或不用填补资料,使工件达到原子(或分子)间联合的一种方法。
(二)焊接方法的分类按焊接原理、热源种类及母材金属所处的状态,可把焊接方法分为熔焊、压焊和钎焊三类。
分类定义常用焊接方法熔焊焊件接头加热至融化状态,不加压焊条电弧焊、埋弧焊、融化极气体保护焊、非融化极气体保护焊、气焊被焊金属的接触部位加热至塑性状态、电阻焊、摩擦焊或局部融化状态,而后加热到必定的压压焊力,使金属原子间互相联合不加热,仅在被焊金属接触面上施加足冷压焊、超声波焊、爆炸焊够大的压力,借助压力惹起的塑性变形,使原子互相靠近采纳比母材熔点低的金属资料作钎料,软钎焊:用熔点低于450℃的钎料进行将焊件和钎料加热到高于钎料熔点但低焊接,强度较低钎焊于母材熔点的温度,利用毛细作用使钎硬钎焊:用熔点高于450℃的钎料进行料湿润母材,填补接头空隙并与母材相焊接,强度较高互扩散,连结焊件(三)切割方法和分类依据金属切割过程中加热方法的不一样分为:1.火焰切割:焚烧按加热气源不一样,分为(1)气割:氧-乙炔火焰(2)液化石油气切割:氧-液化石油气火焰(3)氢氧源切割:先将水电解成氢气和氧气,再焚烧(4)氧熔剂切割:在切割氧流中加入纯铁粉或其余熔剂2.电弧切割:融化按生成电弧的不一样分为:(1)等离子弧切割:利用高温高速的强烈的等离子射流,将被切割金属部分融化,并随即吹除,形成狭小的切口而达成切割(2)碳弧气刨:使用碳棒与工件之间产生的电弧将金属融化,并用压缩空气将其吹掉,实质切割3.冷切割切割后工件相对变形小,分为:(1)激光切割:利用激光束把资料穿透,并使激光束挪动而实现切割(2)水射流切割:利用高压换能泵产生出200- 400Mpa 的高压水的水束动能,实现材料切割焊接与切割的发展概略及应用(一)焊接与切割技术的发展概略钎焊:几千年的历史春秋战国期间曾侯乙墓中的建鼓铜座上有很多盘龙,是分段钎焊连结而成的压焊:八百多年据明朝宋应星所著《天工开物》一书记录:中国古代将铜和铁一同入炉加热,经锻打制造刀、斧;用黄泥或筛细的陈久壁土撒在接口上,分段煅焊大型船锚。