1焊接与切割概述详解
- 格式:ppt
- 大小:779.00 KB
- 文档页数:37


2023-10-28•焊接与切割概述•焊接技术•切割技术目录•焊接与切割的安全防护•焊接与切割的质量控制•焊接与切割的未来发展趋势01焊接与切割概述焊接焊接是指通过加热或加压两个分离的金属,使它们原子间相互渗透,从而达到将它们连接在一起的目的。
切割切割是指通过高温或机械力将金属切开,以获得所需形状和尺寸的过程。
焊接与切割的定义电弧焊、气体保护焊、激光焊、等离子焊等。
切割种类火焰切割、等离子切割、激光切割等。
焊接应用钢结构制造、压力容器、石油化工、航空航天等。
切割应用钢结构加工、汽车制造、造船业、建筑业等。
02焊接技术电弧焊是一种常见的焊接方法,利用电弧热能将两块金属熔合在一起。
电弧焊简介包括焊机、焊枪、导线、面罩等。
电弧焊设备包括引弧、运条、焊缝处理等。
电弧焊操作技巧包括穿戴防护装备、避免触电等。
电弧焊安全注意事项电弧焊气体保护焊气体保护焊是一种利用气体保护熔池的焊接方法。
气体保护焊简介气体保护焊设备气体保护焊操作技巧气体保护焊安全注意事项包括焊机、送丝机构、气瓶、面罩等。
包括引弧、运条、焊缝处理等。
包括穿戴防护装备、避免触电等。
激光焊激光焊是一种利用高能量激光束焊接的方法。
激光焊简介包括激光器、光束传输系统、焊接头等。
激光焊设备包括调整光束位置、控制热输入等。
激光焊操作技巧包括穿戴防护装备、避免激光照射等。
激光焊安全注意事项等离子焊等离子焊简介等离子焊是一种利用等离子弧进行焊接的方法。
等离子焊设备包括焊机、等离子弧发生器、焊接头等。
等离子焊操作技巧包括调整电弧电压、控制焊接速度等。
等离子焊安全注意事项包括穿戴防护装备、避免电弧光辐射等。
03切割技术火焰切割是利用可燃气体与氧气混合燃烧的火焰,将金属熔化并吹走,形成切口。
原理应用优缺点适用于厚度为3m m 至100mm的钢板,广泛用于造船、建筑、机械制造等行业。
设备简单、成本低,但切口质量受限于金属杂质和厚度。
03火焰切割0201等离子切割是利用高温等离子弧能量,将金属熔化并吹走,形成切口。
焊接与切割基础知识焊接与切割是金属加工领域中非常重要的技术,它们在现代制造业中扮演着不可或缺的角色。
焊接是指通过加热或加压,或两者并用,使两个或多个金属部件连接在一起,形成牢固连接的方法。
而切割则是利用高温、高压或化学作用,将金属分割成所需形状或尺寸的过程。
以下是焊接与切割的基础知识:1. 焊接的基本原理焊接过程涉及金属的熔化和再结晶。
在焊接过程中,金属表面被加热到熔点以上,形成熔池,然后冷却固化,形成焊缝。
焊接可以是自熔,也可以是通过添加填充材料来实现。
2. 焊接方法焊接方法多种多样,包括电弧焊、气焊、激光焊、电子束焊、摩擦焊等。
每种方法都有其特定的应用场景和优缺点。
3. 焊接材料焊接材料包括焊条、焊丝、焊剂等。
选择合适的焊接材料对于确保焊接质量至关重要。
4. 焊接设备焊接设备是进行焊接操作的必备工具,包括焊机、焊接机器人、焊接操作台等。
这些设备的性能直接影响焊接的效率和质量。
5. 焊接工艺焊接工艺是指焊接过程中所采用的技术、方法和步骤。
良好的焊接工艺可以提高焊接质量,减少缺陷。
6. 焊接缺陷焊接过程中可能会出现各种缺陷,如裂纹、气孔、夹渣等。
了解这些缺陷的形成原因和预防措施对于提高焊接质量非常重要。
7. 切割的基本原理切割是通过物理或化学作用,将金属材料分割成所需形状或尺寸的过程。
切割方法包括火焰切割、等离子切割、激光切割、水射流切割等。
8. 切割方法不同的切割方法适用于不同的材料和应用场景。
例如,火焰切割适用于碳钢和低合金钢,而激光切割则适用于更精密的加工需求。
9. 切割设备切割设备包括切割机、切割机器人、切割操作台等。
这些设备的选择和使用直接影响切割的精度和效率。
10. 切割工艺切割工艺是指切割过程中所采用的技术、方法和步骤。
合理的切割工艺可以提高切割质量,减少材料浪费。
11. 切割缺陷切割过程中也可能出现缺陷,如毛刺、不平整等。
了解这些缺陷的形成原因和预防措施对于提高切割质量同样重要。
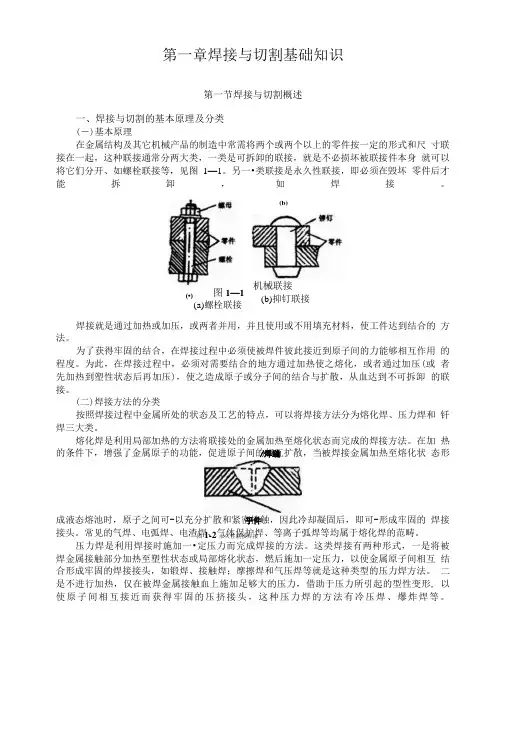
导入新课新课内容1.1焊接与切割概括焊接与切割的基来源理及分类(一)焊接的基来源理联接方法分为:可拆卸的联接如:螺栓联接、铆接不行拆卸的联接如:焊接焊接的定义:经过加热或加压、或二者并用,而且用或不用填补资料,使工件达到原子(或分子)间联合的一种方法。
(二)焊接方法的分类按焊接原理、热源种类及母材金属所处的状态,可把焊接方法分为熔焊、压焊和钎焊三类。
分类定义常用焊接方法熔焊焊件接头加热至融化状态,不加压焊条电弧焊、埋弧焊、融化极气体保护焊、非融化极气体保护焊、气焊被焊金属的接触部位加热至塑性状态、电阻焊、摩擦焊或局部融化状态,而后加热到必定的压压焊力,使金属原子间互相联合不加热,仅在被焊金属接触面上施加足冷压焊、超声波焊、爆炸焊够大的压力,借助压力惹起的塑性变形,使原子互相靠近采纳比母材熔点低的金属资料作钎料,软钎焊:用熔点低于450℃的钎料进行将焊件和钎料加热到高于钎料熔点但低焊接,强度较低钎焊于母材熔点的温度,利用毛细作用使钎硬钎焊:用熔点高于450℃的钎料进行料湿润母材,填补接头空隙并与母材相焊接,强度较高互扩散,连结焊件(三)切割方法和分类依据金属切割过程中加热方法的不一样分为:1.火焰切割:焚烧按加热气源不一样,分为(1)气割:氧-乙炔火焰(2)液化石油气切割:氧-液化石油气火焰(3)氢氧源切割:先将水电解成氢气和氧气,再焚烧(4)氧熔剂切割:在切割氧流中加入纯铁粉或其余熔剂2.电弧切割:融化按生成电弧的不一样分为:(1)等离子弧切割:利用高温高速的强烈的等离子射流,将被切割金属部分融化,并随即吹除,形成狭小的切口而达成切割(2)碳弧气刨:使用碳棒与工件之间产生的电弧将金属融化,并用压缩空气将其吹掉,实质切割3.冷切割切割后工件相对变形小,分为:(1)激光切割:利用激光束把资料穿透,并使激光束挪动而实现切割(2)水射流切割:利用高压换能泵产生出200- 400Mpa 的高压水的水束动能,实现材料切割焊接与切割的发展概略及应用(一)焊接与切割技术的发展概略钎焊:几千年的历史春秋战国期间曾侯乙墓中的建鼓铜座上有很多盘龙,是分段钎焊连结而成的压焊:八百多年据明朝宋应星所著《天工开物》一书记录:中国古代将铜和铁一同入炉加热,经锻打制造刀、斧;用黄泥或筛细的陈久壁土撒在接口上,分段煅焊大型船锚。
第二章安装工程施工技术主要内容1.切割和焊接2.除锈、防腐蚀和绝热工程3.吊装工程4.辅助项目考纲要求1.切割、焊接、热处理方法及设备,焊接接头、坡口的类型和选择,组对方法,焊接质量的检验;2.吹洗、脱脂、钝化和预膜施工工艺和方法;3.除锈、刷油、衬里、喷镀(涂)、绝热工程施工工艺和方法;4.吊装设备分类、常用的吊装设备基本性能及适用范围、吊装方法;5.管道和设备压力试验方法。
第一节切割和焊接一、切割切割是将各种板材、型材、管材焊接成品加工过程中的首要步骤,也是保证焊接质量的重要工序。
一般可以把切割方法分为机械切割、火焰切割、电弧切割和激光切割四大类。
(一)机械切割机械切割方法是利用机械方法将工件切断。
常用的切割机械主要有剪板机、弓锯床、螺纹钢筋切断机、砂轮切割机等。
(二)火焰切割火焰切割是利用可燃气体在氧气中剧烈燃烧及被切割金属燃烧所产生的热量而实现连续切割的方法。
其工作原理是:用氧气与可燃气体混合后燃烧形成的高温火焰,将被割金属表面加热到燃点,然后喷出高速切割氧流,使金属剧烈氧化燃烧并放出大量热量,高压切割氧流同时将氧化燃烧形成的熔渣从割口间隙中吹除,形成割口,将被割金属分离。
可燃气体与氧气的混合及切割氧的喷射是利用割炬来完成的。
火焰切割按所使用的燃气种类,可分为氧-乙炔火焰切割(俗称气割)、氧-丙烷火焰切割、氧-天然气火焰切割和氧-氢火焰切割。
实际生产中应用最广的是氧-乙炔火焰切割和氧-丙烷火焰切割。
1.气割金属需满足的条件火焰切割过程包括预热→燃烧→吹渣三个阶段,但并不是所有金属都能满足这个过程的要求,只有符合下列条件的金属才能进行氧气切割:(1)金属在氧气中的燃烧点应低于其熔点;(2)金属燃烧生成氧化物的熔点应低于金属熔点,且流动性要好;(3)金属在切割氧流中的燃烧应是放热反应,且金属本身的导热性要低。
符合上述气割条件的金属有纯铁、低碳钢、中碳钢、低合金钢以及钛。
其它常用的金属材料如铸铁、不锈钢、铝和铜等由于不满足此三条件,所以不能应用氧气切割,这些材料目前常用的切割方法是等离子弧切割。