焊接与切割基础知识
- 格式:ppt
- 大小:938.50 KB
- 文档页数:52
焊接与切割基础知识焊接与切割是金属加工领域中非常重要的技术,它们在现代制造业中扮演着不可或缺的角色。
焊接是指通过加热或加压,或两者并用,使两个或多个金属部件连接在一起,形成牢固连接的方法。
而切割则是利用高温、高压或化学作用,将金属分割成所需形状或尺寸的过程。
以下是焊接与切割的基础知识:1. 焊接的基本原理焊接过程涉及金属的熔化和再结晶。
在焊接过程中,金属表面被加热到熔点以上,形成熔池,然后冷却固化,形成焊缝。
焊接可以是自熔,也可以是通过添加填充材料来实现。
2. 焊接方法焊接方法多种多样,包括电弧焊、气焊、激光焊、电子束焊、摩擦焊等。
每种方法都有其特定的应用场景和优缺点。
3. 焊接材料焊接材料包括焊条、焊丝、焊剂等。
选择合适的焊接材料对于确保焊接质量至关重要。
4. 焊接设备焊接设备是进行焊接操作的必备工具,包括焊机、焊接机器人、焊接操作台等。
这些设备的性能直接影响焊接的效率和质量。
5. 焊接工艺焊接工艺是指焊接过程中所采用的技术、方法和步骤。
良好的焊接工艺可以提高焊接质量,减少缺陷。
6. 焊接缺陷焊接过程中可能会出现各种缺陷,如裂纹、气孔、夹渣等。
了解这些缺陷的形成原因和预防措施对于提高焊接质量非常重要。
7. 切割的基本原理切割是通过物理或化学作用,将金属材料分割成所需形状或尺寸的过程。
切割方法包括火焰切割、等离子切割、激光切割、水射流切割等。
8. 切割方法不同的切割方法适用于不同的材料和应用场景。
例如,火焰切割适用于碳钢和低合金钢,而激光切割则适用于更精密的加工需求。
9. 切割设备切割设备包括切割机、切割机器人、切割操作台等。
这些设备的选择和使用直接影响切割的精度和效率。
10. 切割工艺切割工艺是指切割过程中所采用的技术、方法和步骤。
合理的切割工艺可以提高切割质量,减少材料浪费。
11. 切割缺陷切割过程中也可能出现缺陷,如毛刺、不平整等。
了解这些缺陷的形成原因和预防措施对于提高切割质量同样重要。
金属材料基础知识概述金属材料是指金属元素或以金属元素为主构成的具有金属特性的材料的统称。
包括纯金属、合金、金属材料金属间化合物和特种金属材料等。
(注:金属氧化物(如氧化铝)不属于金属材料。
)VoLl意义人类文明的发展和社会的进步同金属材料关系十分密切。
继石器时代之后出现的铜器时代、铁器时代,均以金属材料的应用为其时代的显著标志。
现代,种类繁多的金属材料已成为人类社会发展的重要物质基础。
Vol.2种类金属材料通常分为黑色金属、有色金属和特种金属材料。
(1)黑色金属,又称钢铁材料,包括含铁90%以上的工业纯铁,含碳2%-4%的铸铁,含碳小于2%的碳钢,以及各种用途的结构钢、不锈钢、耐热钢、高温合金、不锈钢、精密合金等。
广义的黑色金属还包括铭、镒及其合金。
(2)有色金属,是指除铁、铝、镒以外的所有金属及其合金,通常分为轻金属、重金属、贵金属、半金属、稀有金属和稀土金属等。
有色合金的强度和硬度一般比纯金属高,并且电阻大、电阻温度系数小。
(3)特种金属材料,包括不同用途的结构金属材料和功能金属材料。
其中有通过快速冷凝工艺获得的非晶态金属材料,以及准晶、微晶、纳米晶金属材料等;还有隐身、抗氢、超导、形状记忆、耐磨、减振阻尼等特殊功能合金以及金属基复合材料等。
Vol.3性能一般分为工艺性能和使用性能两类。
所谓工艺性能是指机械零件在加工制造过程中,金属材料在所定的冷、热加工条件下表现出来的性能。
金属材料工艺性能的好坏,决定了它在制造过程中加工成形的适应能力。
由于加工条件不同,要求的工艺性能也就不同,如铸造性能、可焊性、可锻性、热处理性能、切削加工性等。
所谓使用性能是指机械零件在使用条件下,金属材料表现出来的性能,它包括力学性能、物理性能、化学性能等。
金属材料使用性能的好坏,决定了它的使用范围与使用寿命。
在机械制造业中,一般机械零件都是在常温、常压和非常强烈腐蚀性介质中使用的,且在使用过程中各机械零件都将承受不同载荷的作用。



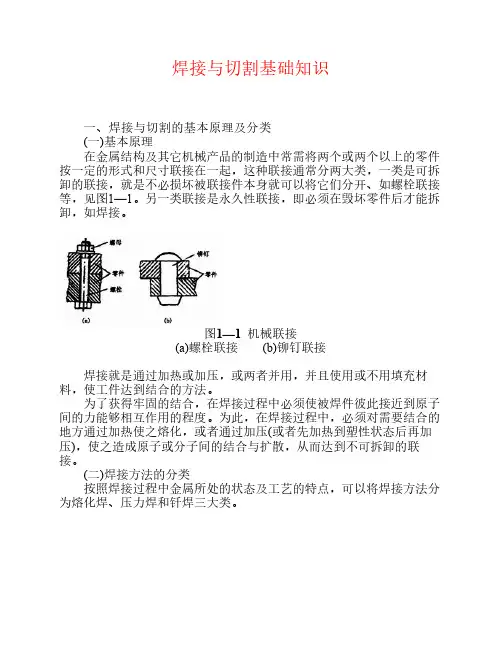
焊接与切割基础知识 一、焊接与切割的基本原理及分类 (一)基本原理 在金属结构及其它机械产品的制造中常需将两个或两个以上的零件按一定的形式和尺寸联接在一起,这种联接通常分两大类,一类是可拆卸的联接,就是不必损坏被联接件本身就可以将它们分开、如螺栓联接等,见图1—1。
另一类联接是永久性联接,即必须在毁坏零件后才能拆卸,如焊接。
图1—1 机械联接(a)螺栓联接 (b)铆钉联接 焊接就是通过加热或加压,或两者并用,并且使用或不用填充材料,使工件达到结合的方法。
为了获得牢固的结合,在焊接过程中必须使被焊件彼此接近到原子间的力能够相互作用的程度。
为此,在焊接过程中,必须对需要结合的地方通过加热使之熔化,或者通过加压(或者先加热到塑性状态后再加压),使之造成原子或分子间的结合与扩散,从而达到不可拆卸的联接。
(二)焊接方法的分类 按照焊接过程中金属所处的状态及工艺的特点,可以将焊接方法分为熔化焊、压力焊和钎焊三大类。
图1—2 永久性联接焊接 熔化焊是利用局部加热的方法将联接处的金属加热至熔化状态而完成的焊接方法。
在加热的条件下,增强了金属原子的功能,促进原子间的相互扩散,当被焊接金属加热至熔化状态形成液态熔池时,原子之间可以充分扩散和紧密接触,因此冷却凝固后,即可形成牢固的焊接接头。
常见的气焊、电弧焊、电渣焊、气体保护焊、等离子弧焊等均属于熔化焊的范畴。
压力焊是利用焊接时施加一定压力而完成焊接的方法。
这类焊接有两种形式,一是将被焊金属接触部分加热至塑性状态或局部熔化状态,燃后施加一定压力,以使金属原子间相互结合形成牢固的焊接接头,如锻焊、接触焊;摩擦焊和气压焊等就是这种类型的压力焊方法。
二是不进行加热,仅在被焊金属接触面上施加足够大的压力,借助于压力所引起的塑性变形,以使原子间相互接近而获得牢固的压挤接头,这种压力焊的方法有冷压焊、爆炸焊等。
钎焊是把比被焊金属熔点低的钎料金属加热熔化至液态,然后使其渗透到被焊金属接缝的间隙中而达到结合的方法。
第一章焊接与切割基础知识1. 特种作业:容易发生人身伤亡事故,对作业者本人,他人以及周围设施的安全有重大危害因素作业。
2. 特种人员需18-60周岁,每2年一复审。
每6年一换证.3. 焊接的方法分为:熔化焊,压力焊,钎焊。
熔化焊是利用局部加热的方法,将连接处的金属加热至融化状态而完成的焊接方法。
压力焊是利用焊接时施加一定的压力而完成焊接的方法。
钎焊是把比被焊金属熔点低的钎料金属加热溶化至液态,然后是其渗透到被焊金属接缝的间隙中而达到的结合的方法。
4. 熔化焊包括:气焊;电弧焊(手工埋弧焊,自动埋弧焊);铝热焊;等离子弧焊;电渣焊;电子束焊;气电焊;(CO2气体保护焊,惰性气体保护焊);激光焊。
5. 压力焊包括:摩擦焊;锻焊;电阻焊(点焊,滚焊,对焊)气压焊;超声波焊;冷压焊;爆炸焊。
6. 电弧切割按生成电弧的不同分为:等离子弧切割,碳弧气割,冷切割。
7. 利用电弧的电量加热并熔化金属进行焊接的称电弧焊。
8. 焊接具有生产周期短,成本低,结构设计灵活,用材合理的特点。
9. 焊接的材料很多,除普通材料外,还有超高强钢,活性金属,难熔金属以及各种非金属的焊接。
10. 常见的金属元素有:铁.铝.铜.铬.镍.钨等。
常见的非金属元素有:碳.氧.氢.氮.硫.磷等。
11. 一般的固态金属及合金都是晶体,如:食盐,水结成的冰。
并非固态的物质都是晶体,如;玻璃,松香等为非晶体。
晶体与非晶体的区别不在外形,在于内部的原子排列。
12. 晶格:金属的原子按一定的方式有规则的排列成一定空间几何形状的结晶格子,成为晶格。
13. 合金分为:固溶体,化合物,机械混合物,三类。
14. 奥氏体(A):是碳和其他合金元素在r-铁中的固溶体。
15. 马氏体(M):是碳在a-铁中的过饱和固溶体。
16. 含碳量低于2.11%的铁碳合金称为钢,含碳量2.11%--6.67%的铁碳合金称为铸铁。
17. 莱氏体组织在常温下是珠光体+渗碳体的机械混合物。
切割与焊接基础知识一、安装工程中常用的切割方法、各种切割方法的特点及应用范围,工程常用的切割方法包括氧—燃气切割、等离子切割、碳弧气刨及激光切割。
(-)氧-燃气切割1.气割金属应符合的条件(1)金属氧化物的熔点应低于金属熔点。
(2)金属与氧气燃烧能放出大量的热,而且金属本身的导热性要低。
2.气割的适用范围气割适用于纯铁、低碳钢、中碳钢和低合金钢以及钛等。
3.气割的工艺参数气割的工艺参数有预热火焰参率、氧气压力、切割速度、割矩离工件表面的距离及割炬的倾角等。
(二)等离子弧切割等离子弧柱的温度高,且切割过程是依靠熔化完成的,故能够切割绝大部分金属和非金属材料。
等离子弧割常用的气体为氢气、氮气、氮加氢混合气、氮加氢混合气等。
等离子弧切割的工艺参数有切割电流、空载电压、切割速度、气体流量、喷嘴距工件高度等。
(三)碳弧气刨利用碳棒或石墨棒作为电极,与工件之间产生的电弧将金属熔化,并用压缩空气将熔化金属吹除的切割方法叫做碳弧气刨。
碳弧气刨的特点、应用范围、工艺参数及可能产生的缺陷等内容可参阅有关资料。
(四)激光切割它是以高能量密度的激光作为“切割刃具”的一种切割材料的方法。
有激光气化切割、激光熔化切割、激光氧气切割、划片与控制断裂。
二、焊接方法的分类、特征、选择及分类代号(-)焊接方法的分类及特性(1)焊弧焊包括手弧焊、埋弧焊、鸨极气体保护电弧焊、等离子弧焊、熔化及气体保护电弧焊等。
(2)电阻焊包括以熔渣电阻热为能源的电渣焊和以固体电阻热为能源的电阻焊。
(3)高能束焊包括电子束焊和激光焊。
(4)钎焊分为火焰钎焊、感应钎焊、炉中钎焊、浸沾钎焊、电阻钎焊等。
上述是各焊接方法的特点及适用范围。
(二)焊接方法的选择及分类代号在选择焊接方法时要考虑的因素有:(1)产品特点。
包括焊接产品的结构特点,工件厚度,接头形式、焊接位置和母材性能等。
(2)生产条件,焊接生产条件包括操作水平、焊接设备和焊接用材料等。
(3)焊接方法代号是以数字或字母表示焊接方法用的代号。