钣金油漆工时参考标准
- 格式:xls
- 大小:16.00 KB
- 文档页数:2
汽车钣金修复与喷漆操作流程的时间控制修复汽车钣金并进行喷漆作业是维修汽车外观的常见操作,对于专业汽车修理店来说,如何合理控制操作流程中的时间非常重要。
本文将就汽车钣金修复与喷漆操作流程的时间控制进行深入探讨。
一、车辆到达和初步检查(时间控制:10分钟)在汽车修理店接收到车主的维修需求后,技师需要对车辆进行初步检查。
这包括与车主沟通了解车辆损坏情况,进行外观检查以及拍摄照片作为记录。
整个初步检查的时间控制在10分钟左右。
二、评估损伤范围和准备工作(时间控制:20分钟)根据初步检查的结果,技师需要评估车辆的损伤范围。
这可以通过仔细观察损坏部位、使用测量工具以及借助电脑软件进行辅助判断。
根据损伤范围评估的情况,技师可以得出修复车辆所需的时间和所需的材料。
此外,还需要准备修复所需的工具、设备和涂料等。
评估损伤范围和准备工作一般耗时约20分钟。
三、拆卸和定位修复(时间控制:60分钟)在开始真正的修复工作之前,技师需要将受损部位进行拆卸,以便更好地进行钣金修复。
这主要包括车辆外部零件的拆卸,例如车门、引擎盖等。
拆卸和定位修复的时间一般在60分钟左右,具体时间根据损伤程度会有所不同。
四、钣金修复(时间控制:120分钟)钣金修复是汽车钣金修复的核心部分,它包括板金修复、冲压和焊接等工艺。
钣金修复需要经验丰富的技师进行操作,对于简单的钣金修复,一般需要2小时左右的时间。
但对于复杂的钣金修复,时间会相应增加。
五、打磨和抛光(时间控制:60分钟)在完成钣金修复后,还需要对修复部位进行打磨和抛光,以确保修复的部位与周围的车身颜色和光泽度一致。
打磨和抛光的时间约为60分钟,也取决于修复部位的大小和复杂程度。
六、喷漆准备和喷漆(时间控制:120分钟)在进行喷漆之前,需要进行喷漆准备工作。
这包括选择合适的喷漆颜色和型号,准备喷漆设备,调配喷漆颜色等。
喷漆准备时间约为60分钟。
随后,技师将进行喷漆作业,这需要按照专业的技术要求进行操作。
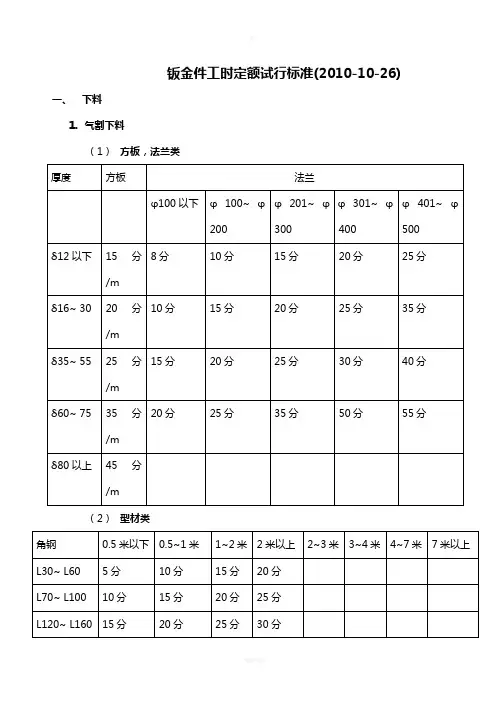
钣金件工时定额试行标准(2010-10-26)一、下料1.气割下料(1)方板,法兰类(2)型材类方管:按槽钢型号的1.5倍。
3、成品下料半成品按毛坯下料的1.5倍工时计算。
4、批量修正系数二、焊接1、室体类室体分半方法:不分半按下表计算。
分两半按下表计算,另加工时:6h/t。
分四半按下表计算,另加工时:10h/tQ37系列的外形同Q69系列的:内部用槽钢焊接的[100-120的110h/t,[140-160的90h/t。
Q58系列:δ5—6板的,主室150h/t,辅室130h/t,δ8辅室110h/t,δ3—4辅室150h/t。
Q48系列:需要分半的130h/t,外形同Q37系列的110h/t。
2、提升机罩壳按长度计算,L单位为毫米。
GTD45等斗提机110h/t。
宽度大于500mm的100n/t。
3、分离器壳,卸料罩,分离器料斗。
工时(h)=重量(t)*220h/t。
重量较小定额不足10h的加10h。
4、螺旋槽按长度计算,10h/米。
5、螺旋轴按长度计算,直径359以下4h/m,直径360以上,6h/m。
Ф500以上的7h/m,Ф700以上的8h/m。
6、平台类带花纹板的,系数为1;不带花纹板的,系数为0.8。
槽钢、角钢按每平方注:空格小于等于1200mm*1200mm的每平方减0.5h。
空格大于1200mm*1200mm的每平方减1h。
铺重型钢板网的平台,按照3h/m2计算网焊接工时,可上下浮动5%。
7、支柱类(1)、单根型钢立柱3h 4.5h 不带筋板的底座顶板1h斜不带筋板的底座顶板 1.5h(2)、中间有加强板的立柱规格[120以下[140~[160[180~220[250~320工时120分钟/米135分钟/米150分钟/米165分钟/米注: 连接板1米之内3件为标准计算,少1件减20分钟总工时= 定额(分钟)*柱长(mm)/(1000*60)+[筋板数/2-柱长(mm)*3/1000]*20分钟/60分钟+底座工时。


钣金部位油漆步骤及工时定额钣金部位油漆步骤及工时定额事故钣金部位油漆步骤1.钣金整型完,清洗。
———肥皂水洗、清水洗、然后擦干。
2.除蜡处理。
———脱蜡剂、清洁布擦湿后擦干。
3.旧漆剥离与磨光。
———喷砂处理、脱漆剂、砂纸研磨脱漆。
4.做羽装边接口。
———砂纸湿磨或干磨。
5.清洁剂脱脂。
———脱油清洁剂、清洁布擦湿后擦干。
6.钣金腻子施工研磨。
7.清洁剂脱脂。
8.表面腻子施工研磨。
9.防锈腐蚀底漆施工。
10.底漆研磨。
11.局部防涂贴纸。
12.清洁剂脱脂。
13.中涂平整底漆施工与研磨。
14.细腻子(填眼灰)施工与研磨。
15.清洁剂脱脂。
16.平整底漆或封底漆施工。
17.底漆或旧漆研磨。
18.防涂贴纸。
19.防尘,脱脂处理。
20.面漆施工,一遍做法。
21.色漆/清漆,二遍做法施工。
22.烘烤。
23.漆面处理。
180#-240#砂纸湿磨或干磨。
240#-320#砂纸湿磨或干磨。
400#-480#砂纸湿磨。
800#-1000#砂纸研磨。
1000#-1200#砂纸研磨。
脱脂剂处理。
———喷涂面漆和罩光。
———用聚脂腻子、———脱油清洁剂、清洁布擦湿后擦干。
———用聚脂腻子、———喷涂底漆。
——————粘贴美纹纸。
———脱油清洁剂、清洁布擦湿后擦干。
———喷涂底漆。
——————脱油清洁剂、清洁布擦湿后擦干。
———喷涂底漆。
——————粘贴纸胶带及封罩。
——————喷涂面漆。
———烘房加热。
———研磨、粗蜡、抛光、手蜡。
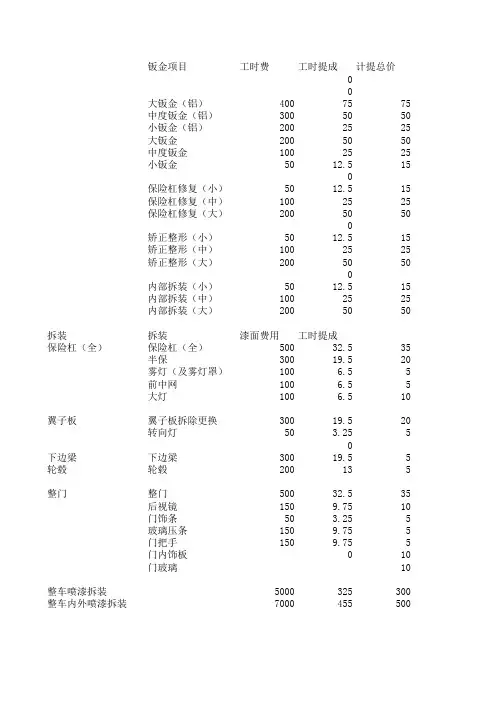
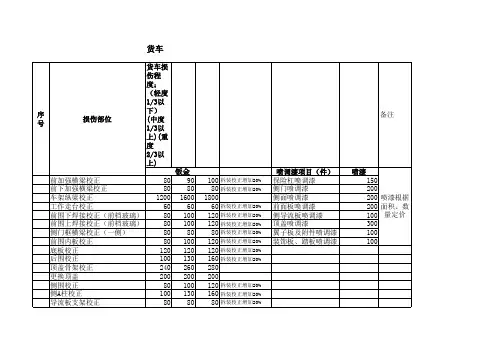
油漆料费及工时费标准前保0.25升20工反光镜0.02升2工侧边梁0.05升4工前叶子板0.2升10工前围0.05升4工机盖(正反两面)0.25升20工前叶子板0.2升10工车顶前车门0.2升15工后车门0.2升15工0.3升15工车底前车门0.2升15工后车门0.2升15工侧边梁0.05升4工反光镜0.02升2工后叶子板0.2升13工后盖(正反两面)0.25升14工后叶子板0.2升13工后围0.05升4工后保0.25升10工注:此为普通车(桑塔纳车型大小)参考表,均为单个配件油漆费用,不同的车型按全车罩漆的不同漆料及工时单价比例作相应的调整。
1、目得:为了有效得规划与改善制造系统,提高生产效率,降低生产成本。
ﻫ2、名词解释:标准工时:指在正常条件下,一位受过训练得熟练工作者,以规定得作业方法与工具,完成一定得质与量得工作所需得时间。
标准工时(T)=准备工时(R)+单件工时(V)*批量(N)一、准备工时(R)1、准备工时:指作业员熟悉图纸、开机、换程式、换刀模具、备料、首检、移料等时间得总与。
各工序具体得定额如下表:2、在工时定额时,可根据实际情况对以上得准备工时作以适当得调整、二、单件工时(V)1、单件工时(V):一位熟练工作者以规定得作业方法与工具完成一件合格料品所需得时间。
单件工时(V)=上下料时间(Ts)+机器/人加工效率(Vr)*(1+宽放率(Aw))+辅助时间(F)2、上下料时间、机器/人加工效率及辅助时间定额汇总表:3、宽放率标准定额:4、各工序/机器单件工时具体定额(1)剪床V=Ts+(N*V)*(1+Aw)N=剪料刀数(2)数冲a. V = Ts+[(C+D)/*V+E*H+F*K]*(1+Aw)•C=工件外周长•D=工件内孔周长(孔径大于60mm)•E=换刀次数•F=孔数(孔径等于或小于60mm)•V=切边速度0。
15′/1000mm•H=自动换刀速度0、15’/次•K=冲孔速度(松散孔0。
01’/下冲一次,密集孔0。
01’/下冲4次,依模具而定)b、覆膜与去毛刺时间=数冲单件工时(V)*0、4,当数冲时间超过3'时: 数冲时间(V):•当3'≤T≤5’时,覆/去时间为0。
8'~1、2'•当5'≤T≤10'时,覆/去时间为1.2’~1、8'•当10'≤T≤20’时,覆/去时间为1、8'~2。
5'•当20'≤T≤30'时,覆/去时间为2.5’~3.5’c、当加工工件板材厚度大于2、0时,其单件工时须乘以1。
2得系数。
(3)切割机a、平台切割机:V=Ts+Vr*N*(1+Aw)+F(可根据材料截面得大小对其机器工效率作以适当得调整)•N=下切刀数b、等离子切割机:V=Vr*L*(1+Aw)+F•L=切割缝长(4)网孔机V=Ts+Vr*N*(1+Aw)+F•N=下冲次料=孔总数/一次冲孔数(5)冲床a、抽孔、压铆:V=Ts+Vr*N*(1+Aw)+F•N=压铆数量或抽孔数量•当N〉15时,其单件工时(V)须乘以0、8系数;b。
1、目的:为了有效的规划和改善制造系统,提高生产效率,减少生产成本。
2、名词解释:标准工时:指在正常条件下,一位受过训练的纯熟工作者,以规定的作业方法和工具,完毕一定的质和量的工作所需的时间。
标准工时(T)=准备工时(R)+单件工时(V)*批量(N)一、准备工时(R)1、准备工时:指作业员熟悉图纸、开机、换程式、换刀模具、备料、首检、移料等时间的总和。
各工序具体的定额如下表:2、在工时定额时,可根据实际情况对以上的准备工时作以适当的调整。
二、单件工时(V)1、单件工时(V):一位纯熟工作者以规定的作业方法和工具完毕一件合格料品所需的时间。
单件工时(V)=上下料时间(Ts)+机器/人加工效率(Vr)*(1+宽放率(Aw))+辅助时间(F)2、上下料时间、机器/人加工效率及辅助时间定额汇总表:3、宽放率标准定额:4、各工序/机器单件工时具体定额(1)剪床V=Ts+(N*V)*(1+Aw)N=剪料刀数(2)数冲a. V = Ts+[(C+D)/*V+E*H+F*K]*(1+Aw)•C=工件外周长•D=工件内孔周长(孔径大于60mm)•E=换刀次数•F=孔数(孔径等于或小于60mm)•V=切边速度0.15′/1000mm•H=自动换刀速度0.15'/次•K=冲孔速度(松散孔0.01'/下冲一次,密集孔0.01'/下冲4次,依模具而定)b. 覆膜与去毛刺时间 = 数冲单件工时(V)*0.4,当数冲时间超过3'时:数冲时间(V):•当3'≤T≤5'时,覆/去时间为0.8'~1.2'•当5'≤T≤10'时,覆/去时间为1.2'~1.8'•当10'≤T≤20'时,覆/去时间为1.8'~2.5'•当20'≤T≤30'时,覆/去时间为2.5'~3.5'c. 当加工工件板材厚度大于2.0时,其单件工时须乘以1.2的系数。
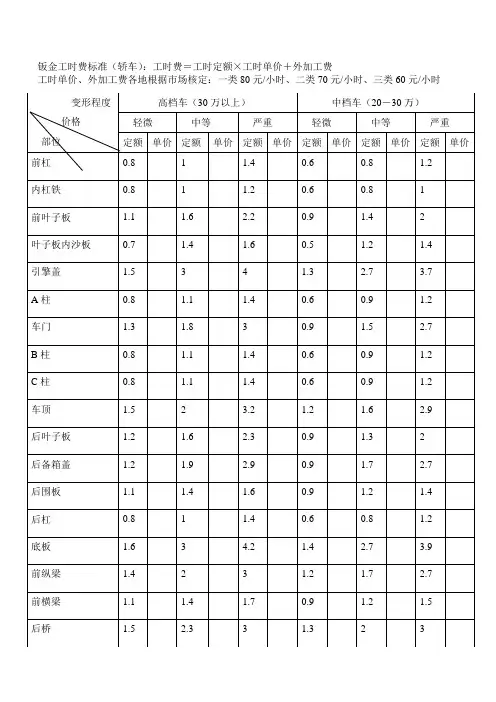
工时单价、外加工费各地根据市场核定:一类80元/小时、二类70元/小时、三类60元/小时
工时单价、外加工费各地根据市场核定:一类80元/小时、二类70元/小时、三类60元/小时
工时单价、外加工费各地根据市场核定:一类80元/小时、二类70元/小时、三类60元/小时
工时单价、外加工费各地根据市场核定:一类80元/小时、二类70元/小时、三类60元/小时
钣金工时费标准(面包车、旅行车):工时费=工时定额×工时单价+外加工费
工时单价、外加工费各地根据市场核定:一类80元/小时、二类70元/小时、三类60元/小时
工时单价、外加工费各地根据市场核定:一类80元/小时、二类70元/小时、三类60元/小时
工时单价、外加工费各地根据市场核定:一类80元/小时、二类70元/小时、三类60元/小时
工时单价、外加工费各地根据市场核定:一类80元/小时、二类70元/小时、三类60元/小时。
工时费标准说明此版工时费标准分特许经销商工时费参照表和非特许经销商工时费参照表。
请定损员根据修理厂情况,严格执行此标准定损。
一、特许经销商工时费参照表适用于在4S店维修车辆的定损,包括4S店维修非专修品牌车辆。
此价格表是按照4S店维修的品牌,详细列明各车型的工时费,方便驻店定损员查询。
当4S店维修非专修车型时,可以参考事故车相应车型的4S店定损标准,但此价格是定损上限,根据所在4S 店的实际情况,灵活处理。
二、非特许经销商工时费参照表适用于在非4S店维修企业定损,我公司将所有车辆按价值分为八档:5万以下、5万至10万、10万至15万、15万至20万、20万至25万、25万至35万、35万至60万、60万以上。
在定损时,定损员应查看抄单中新车购置价,参考相应档次工时费表定损。
三、定损工时费分为钣金喷漆工时费、拆装工时费两大类,总工时为两项相加。
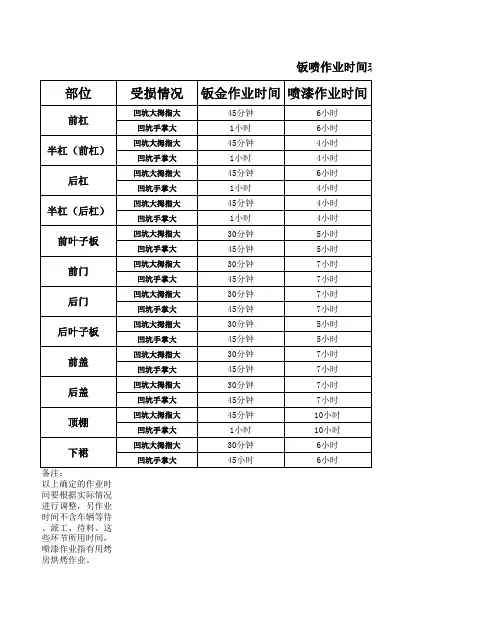
四、钣金喷漆工时费应注意以下几点:1、喷漆工时费是单独喷漆工时费,包括漆及辅料,不含拆装工时费。
2、钣金工时费是单独钣金工时费,不含拆装工时费。
五、小钣金是指钣金面积小于总面积的30%;中钣金指钣金面积是总面积的30%—60%;大钣金指钣金面积60%以上。
六、事故车有3块或3块以上钣金喷漆项目时,钣金喷漆工时费应按照相应车型的工时费标准予以折扣,原则上不低于九折。
当累积喷漆工时超过全车喷漆工时费时,应按全车喷漆工时费定损。
七、拆装工时将机修、电工、钣金部分工作的工时费列表注明。
此工时为单项工时。
八、此工时费标准中,工时费含税金,定损单不单独列明税金。
九、遇到工时费问题,及时上报区主任,区主任协助解决。
十、此版工时费标准的最终解释权在机动车辆险理赔部。
机动车辆险理赔部二OO九年六月。
资料范本本资料为word版本,可以直接编辑和打印,感谢您的下载钣金油漆标准地点:__________________时间:__________________说明:本资料适用于约定双方经过谈判,协商而共同承认,共同遵守的责任与义务,仅供参考,文档可直接下载或修改,不需要的部分可直接删除,使用时请详细阅读内容汽车钣金维修检验标准一平整度:1.修复后的平面在平直方向最高凸点不允许高出原平面。
2.修复后凹处最低点不允许低于原平面1mm,每个凹处最大面积不大于5cm×5cm。
3.作业面内原子灰层大于3mm或有质量问题的,必须清除后进行修复。
二圆弧度:1.修复后的弧面与圆弧面相吻合,大面积修复后与整体弧面相吻合。
2.修复后的弧面不允许有高出圆弧面的凸点。
3.修复后的弧面上每个凹处的面积不大于5cm×5cm,最低点不低于圆弧面1mm.三表面硬度:1.修复面任意一点施压1kg时,下陷不应超出1mm。
2.修复面内不应存在鼓型反弹处。
四线条质量:1.修复后线条最高凸点不应高于原平面。
2.修复后线条凹处长度不应小于15cm,最低处不应低原平面2mm。
3.修复后线条最大弯曲点不应偏离基准线1mm.五缝隙质量:1缝隙宽度要与原车相同,误差不大于1.5mm。
2同条缝隙宽度应一致,最宽与最窄相差小于1mm。
3缝隙两边要平整,最大高度相差小于1mm。
六密封性:1搭接铁皮接口片应涂接口胶。
2.翻新车及修复后的门,窗不允许出现漏水,漏风现象。
3.各类饰件、密封条、粘接件装配后不应出现结合面缝隙。
七稳固性:1.各类零件装配后必须稳固,不允许出现松动现象。
2.各种螺丝、胶扣必须安装完整,不允许出现漏装。
八非作业面保护:1.非作业面油漆及喷漆完成不允许有划痕、擦痕。
2.玻璃及作业漆面不允许被焊渣烫伤。
3.粘接后的多余胶质必须清洁干净。
4.非作业必须遮蔽保护(遮蔽纸、车衣或其它)九防腐质量:1.修复非喷漆作业面后应喷涂防锈漆。
钣金件工时定额试行标准(2010—10—26)一、下料1.气割下料3、成品下料半成品按毛坯下料的1.5倍工时计算。
1、室体类室体分半方法:不分半按下表计算。
分两半按下表计算,另加工时:6h/t。
分四半按下表计算,另加工时:的90h/t。
Q58系列:δ5—6板的,主室150h/t,辅室130h/t,δ8辅室110h/t,δ3—4辅室150h/t。
Q48系列:需要分半的130h/t,外形同Q37系列的110h/t。
2、提升机罩壳3、分离器壳,卸料罩,分离器料斗。
工时(h)=重量(t)*220h/t。
重量较小定额不足10h的加10h。
4、螺旋槽按长度计算,10h/米。
5、螺旋轴按长度计算,直径359以下4h/m,直径360以上,6h/m。
Ф500以上的7h/m,Ф700以上的8h/m.6、平台类带花纹板的,系数为1;不带花纹板的,系数为0。
8。
槽钢、角钢按每平方规格[80 [100~120 [140~[160 [180~[200 [220~[250工时/平方4h 4.5h 5h 5。
5h 6h注:空格小于等于1200mm*1200mm的每平方减0。
5h.空格大于1200mm*1200mm的每平方减1h。
铺重型钢板网的平台,按照3h/m2计算网焊接工时,可上下浮动5%.7、支柱类(1)、单根型钢立柱筋板底座(长+宽)/2≤450 (长+宽)/2>4502h 3h斜筋板底座(长+宽)/2≤450 (长+宽)/2>4503h 4.5h不带筋板的底座顶板1h斜不带筋板的底座顶板1。
5h(2)、中间有加强板的立柱规格[120以下[140~[160[180~220[250~320工时120分钟/米135分钟/米150分钟/米165分钟/米注: 连接板1米之内3件为标准计算,少1件减20分钟总工时= 定额(分钟)*柱长(mm)/(1000*60)+[筋板数/2-柱长(mm)*3/1000]*20分钟/60分钟+底座工时.连接板0。
钣金工时参考标准油漆工时参考标准更换前杠100-150国产15万以内车系
更换后杠100-15015-20万以内车系
更换左右前叶子板10020-35万以内车系
更换左右前后门200-30035万以上
更换后叶子板300-400注;客户要求进口油漆者收费至少加收50更换侧围400-500高档车系;
更换机盖100宝马
更换尾盖100奔驰
更换后围300奥迪A8
更换水箱框架200保时捷
更换大梁800-1500英菲尼迪
校正大梁400-800讴歌
校正A柱100-300凯迪拉克
校正B柱100-300欧宝
校正C柱100-300新胜达进口现代
10-80CM钣金修复100进口起亚
100-300CM钣金修复200
300CM以上钣金修复300-600
整车钣金拆装600-800
焊补塑料件100-200
后围修复校正200-400
左右下群边修复100-300
油漆工时参考标准
每面300元
每面350元
每面400元
450-1000元每面油漆者收费至少加收50元每面以上
700元每面以上
700元 每面以上
700元每面以上
1000元每面以上
700元以上
700元以上
600元以上
500元以上
500元以上
450元以上。