标准工时统计表
- 格式:xls
- 大小:44.50 KB
- 文档页数:1

T:代表"夹具/机器具/机器"(4)各部门认为标准工时不能真实体现作业状况时,可向有关部门申请重新测评。
总之,标准工时是实施现场管理的重要基础9 牢记要点计算标准工时要了解以下内容: _ 明确标准工时的作用 _ 做好标准工时测定准备 _ 计算标准工时 _ 修表真实的情况,故此应加以修正,乘上一定的评价系数,求得实际时间作为标准时间的主体,而实际时间应考虑一定的宽放,作为疲劳、等待、喝水、上厕所等必因素包括:操作者的熟练程度,设备工具的完善度,操作者的教育程度,工作的困难度。
时合理。
在计算标准工时时,要了解以下内容: 1.明确标准工时的作用利用标准时间,生产管制部门可以更精确地做生产计划,如在进度控制上有了问题,也可依标准时间来做人力调整。
水线生产的平衡。
一条流水线有很多工序,可依各工序的标准时间来配置人力,使生产线平衡、流畅。
业内容、达到什么精度、制定时间标准的费用等。
准时间资料法、计划估算法、实际成绩资料法、数学法等很多种类。
每个方法各有其特点,企业可以根据使用目的和测定的对象作业性质选择适当的方法。
3进行测算,并连续测试20个以上的周期时间。
参照的作业人员,其劳动熟练程度与中等熟练人员的比较系数称为评核系数。
系数越大表示其劳动熟练程度越高。
劳宽放时间 宽放率= ×100%=管理宽放率+生理宽放率+疲劳宽放率 其中:管理宽放率一般取3%~10%; 疲劳宽放率一般取5%~20%; 生理产趋于稳定时(一般为生产一周以上),工艺人员应再次测评标准工时;必要时应予以修改,并发出变更通知。
应予以修改,并发出变更通知。
,并发出变更通知。
施现场管理的重要基础,准确的标准工时可以平衡生产线,有效分配工作人员,生产各部门都要依据标准工时制定相应的工作计划。
标准工时 _ 修改标准工时喝水、上厕所等必须要项的预备,这样才得到标准时间。
当的方法。
3.计算标准工时 (1)测算作业时间~20%; 生理宽放率一般取2%~5%。
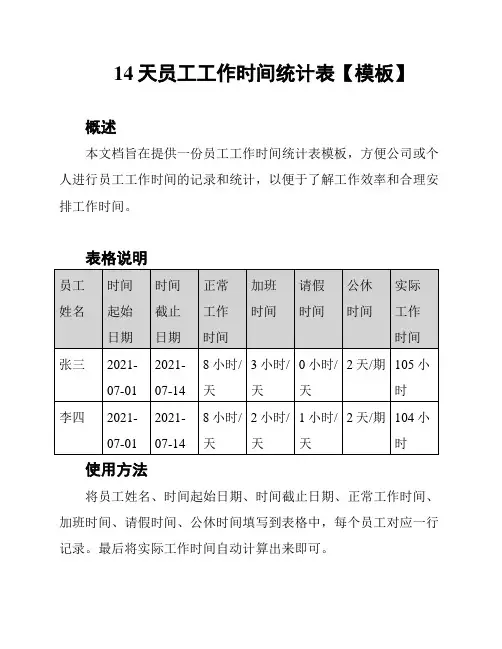
14天员工工作时间统计表【模板】
概述
本文档旨在提供一份员工工作时间统计表模板,方便公司或个人进行员工工作时间的记录和统计,以便于了解工作效率和合理安排工作时间。
表格说明
使用方法
将员工姓名、时间起始日期、时间截止日期、正常工作时间、加班时间、请假时间、公休时间填写到表格中,每个员工对应一行记录。
最后将实际工作时间自动计算出来即可。
注意事项
1. 时间格式应为"年-月-日",如"2021-07-01"。
2. 正常工作时间是指员工应该工作的时间,一般为8小时/天。
3. 加班时间是指员工超过正常工作时间的时间。
4. 请假时间是指员工因病假、事假等原因请假的时间。
5. 公休时间是指员工享受的法定节假日、周末等时间。
6. 实际工作时间是指员工实际工作的时间,等于正常工作时间
+加班时间-请假时间+公休时间。
结论
通过使用本统计表,可以方便地记录和统计员工工作时间信息,从而更好地了解员工工作效率和安排工作时间。

单元123451-0%--1 1.220%-1-#VALUE!12-0%--1 1.220%-1-#VALUE!12-0%--1 1.220%-1-#VALUE!10%#DIV/0!0.0020.0%0.00020.000秒Pcs PCS/H 人
21小时90.00%PCS/H 0Pcs
表单编码:东莞市立恒镀膜科技有限公司
Dongguan liheng coating technology co.ltd,
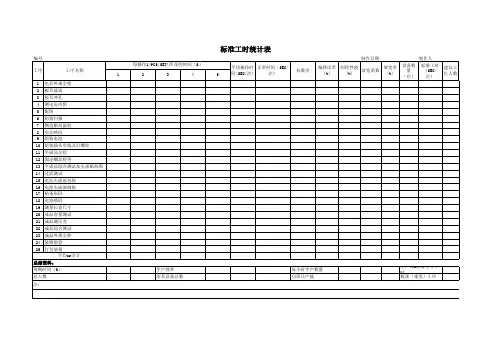
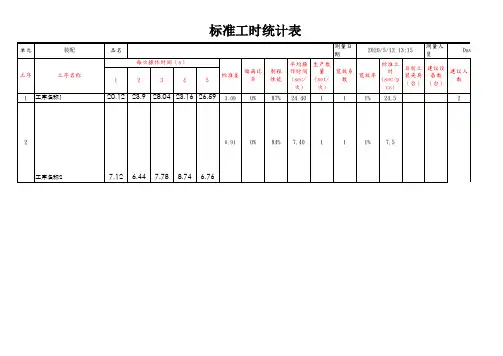
标准工时统计表
产品名称鱼嘴测量日期2019/5/3 13:59测量人员何柏霖
参考操作时间(sec/模组)平均or合计宽放系数宽放率标准工时
(sec/pcs)总结资料
1.周期时间: 3.理论产能: 5.每小时生产数量:07.总人数﹕
2.班产时间: 4.生产效率: 6.治具数量:8.每组日产能﹕1、生产线目前还未满额运转,未能取到5组操作时间取均值,后续再继续采集数据,如有更好的建议有劳提出。
2、定义20%的宽放时间,也是为了让作业员有个小歇息或者其它作业时间,紧密又稍舒适的操作间隔有利于生产良率达成。
工序备注
标准差偏离
比率制程性能平均操作时间(sec/次)生产数
量(set/次)产能(21h/pcs )工序名称目前工装夹具(台)建议人数平衡工时(sec/pcs)模组加工时间(sec)(模组时间/
平衡时间)=
人机配比
人员配比。