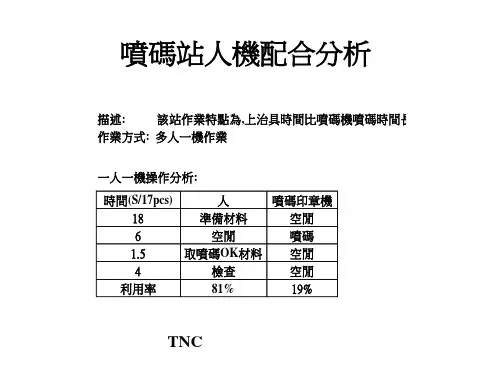
人机配合分析表
- 格式:doc
- 大小:46.50 KB
- 文档页数:1
目录1、前言 (3)2、自行车的结构与尺寸 (3)3 车架 (4)3.1 车架的标准与振动 (4)3.2 震动与车架尺寸的人机分析 (5)3.3减震装置评价 (5)3.4 减震车架的改进建议.................................. 错误!未定义书签。
4 坐垫 (6)4.1 坐垫的人机分析 (6)4.1.1 坐垫的人机接触面及影响因素 (6)4.1.2 压力及分布对人的影响 (7)4.1.3受力分布适宜的坐垫 .......................... 错误!未定义书签。
4.2 坐垫的人机评价 (7)4.3坐垫的改进建议 (8)5 车把 (8)5.1 车把的人机关系 (8)5.2把手的一般参数及人机分析 (9)5.3 车把的人机评价 (12)5.4 车把的改进建议 (12)6 脚蹬与曲柄 (12)6.1 脚蹬和曲柄的人机关系 (12)6.2 脚蹬和曲柄的人机分析 (13)6.3 脚蹬和曲柄的评价...................................... 错误!未定义书签。
7 结束语 (14)参考文献 (14)1、前言在现代提倡绿色,低碳生活的潮流下,人们越来越注重自己生活的品质,和对环境的影响。
在这个大环境中,人们开始反思机动车辆对生活带来的影响,出行的选择也将由家用车辆转向其他交通工具,自行车以其无任何污染,而且在出行时还可以达到锻炼身体的效果的优点,越来越多的被人使用,自行车又一次给世界带来惊喜。
然而,在机动车辆和自行车共存的年代里,自行车的安全相比之前显得更加重要,人们当然希望在使用自行车出行,锻炼的同时,安全同样有保障。
虽然,现代大多数的交通安全事故和隐患都是与人的违规操作和失误有关,但也不排除交通工具本身所存在的设计缺陷。
安全人机工程学是从安全的角度和着眼点,运用人机工程学原理和方法解决系统中人机结合面的安全问题的一门新兴学科。
在自行车的设计过程中,我们可以通过安全人机工程学的知识使自行车与人能够更好的配合,相互兼容;将受环境的影响降到最低,或是更好的适应环境,从而使人有更安全更舒适的骑行,尽量消除机器本身的缺陷,降低人操作的失误率,最终达到提高安全,降低疲劳,增加舒适度的要求。

人机料法环分析表人机料法环分析表是一种环境影响评价方法,用于评价新建、扩建、改建和停业复产企业可能产生的环境影响。
该表包括四个部分:人、机、料、法。
本文将根据该表的结构,从不同角度分析企业的环境影响。
本文分析的对象为某一化工企业。
一、人1.就业岗位:该化工企业是一家大型企业,拥有多条生产线,涉及多个岗位。
在该企业,工人需要接触各种化学物质,存在安全隐患。
但企业建立了相关的安全管理制度,工人接受了相关的安全培训,可以有效减少安全事故的发生。
2.就业人数:该企业拥有大量的工人和管理人员,给当地提供了大量的就业机会。
但同时也存在噪音、污染和交通等问题,可能对附近居民带来不适和困扰。
3.环保技术:该企业拥有一些先进的环保技术,如污染物回收、废水处理和废气治理等。
这些技术可以有效减少企业对环境的影响,提高环保水平。
二、机1.生产设备:该企业的生产设备较为先进,生产效率较高。
但这些设备的噪音、震动和挥发物排放等可能会对周边环境造成影响,需要采取相关的措施进行控制。
2.能源消耗:该企业的生产过程需要大量的能源,如电力、天然气和煤炭等,但这些能源的消耗也会产生大量的二氧化碳和其他排放物,进一步加剧了气候变化和空气污染问题。
三、料1.原材料:该企业的生产需要大量的原材料,如乙烯、甲醇、氢气和催化剂等。
这些原材料的加工和转化可能会产生有毒有害的化学物质,需要进行严格的管理和控制。
2.辅助材料:该企业在生产中还需要使用各种辅助材料,如溶剂、助剂和催化剂等。
这些材料在使用过程中会产生大量的废弃物和废水,需要进行有效的治理处理。
四、法1.环保法规:该企业需要遵守相关的环保法规和标准,如废气排放标准、废水排放标准和土壤污染防治法等。
如果企业不遵守法规,就可能面临处罚甚至被取缔的风险。
2.环境管理:该企业需要建立完善的环境管理体系,对企业的生产过程进行全程监控和管理,及时发现和解决环境问题。
同时,企业也需要定期开展环保宣传教育,提高员工和周边居民的环保意识。

![7.人机配合[1]](https://uimg.taocdn.com/826f099f3968011ca200910e.webp)

人机联合作业分析表
表格编号文件编号页次版本
产品名称
工站名称车间线别作业员状态
分析人审核观测日期人机配合作业分析图
人
机准备工件机台人机联合作业分析表
坐姿作业员
A 被装工件2.2
秒
放工件回料箱(40~60CM) 2.2
秒
冲压取装工件(30CM)准备工件(40~60CM) 1.7
秒冲压
说明:1.如图所示,时间线两旁为人与机器作业的对比图,从中我们可以看出在同一时间内人与机器的作业状态,从而提改善的方向。
2 本站为一人一机的操作,且操作相应的都较为简单,人机配合还算合理。
0.5秒4.5秒1.5秒
3.5秒2.5秒
5.5秒
6秒
冲压
放回工件被装工件
取装工件
冲压
按开关。