作业分析-人机
- 格式:pdf
- 大小:784.89 KB
- 文档页数:14
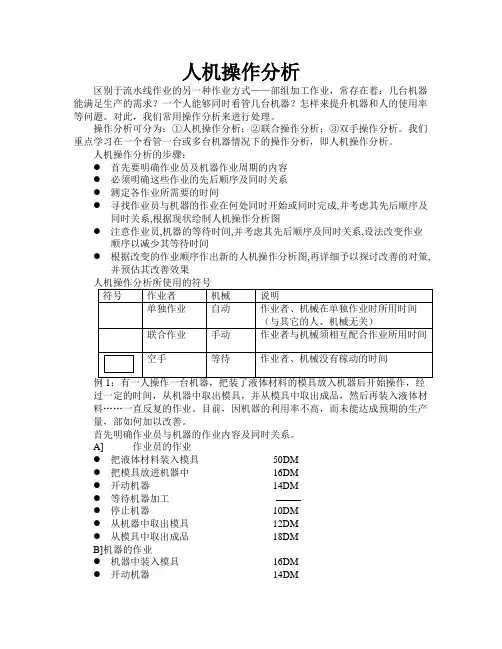
人机操作分析区别于流水线作业的另一种作业方式——部组加工作业,常存在着:几台机器能满足生产的需求?一个人能够同时看管几台机器?怎样来提升机器和人的使用率等问题。
对此,我们常用操作分析来进行处理。
操作分析可分为:①人机操作分析;②联合操作分析;③双手操作分析。
我们重点学习在一个看管一台或多台机器情况下的操作分析,即人机操作分析。
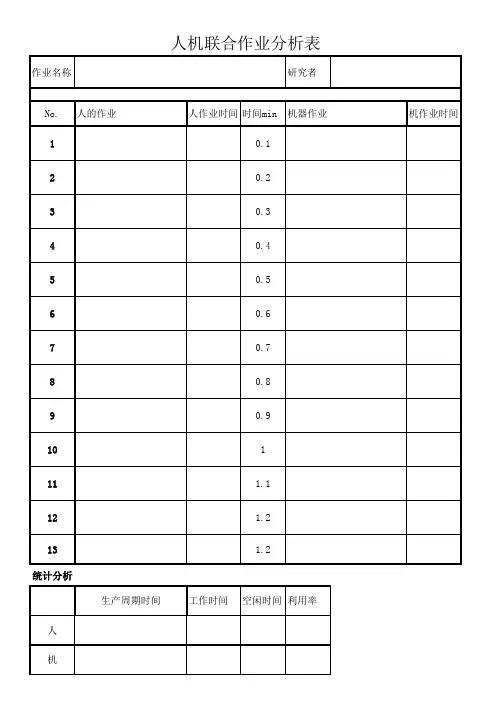
人机操作分析的步骤:●首先要明确作业员及机器作业周期的内容●必须明确这些作业的先后顺序及同时关系●测定各作业所需要的时间●寻找作业员与机器的作业在何处同时开始或同时完成,并考虑其先后顺序及同时关系,根据现状绘制人机操作分析图●注意作业员,机器的等待时间,并考虑其先后顺序及同时关系,设法改变作业顺序以减少其等待时间●根据改变的作业顺序作出新的人机操作分析图,再详细予以探讨改善的对策,并预估其改善效果过一定的时间,从机器中取出模具,并从模具中取出成品,然后再装入液体材料……一直反复的作业。
目前,因机器的利用率不高,而未能达成预期的生产量,部如何加以改善。
首先明确作业员与机器的作业内容及同时关系。
A]作业员的作业●把液体材料装入模具 50DM●把模具放进机器中 16DM●开动机器 14DM●等待机器加工●停止机器 10DM●从机器中取出模具 12DM●从模具中取出成品 18DMB]机器的作业●机器中装入模具 16DM●开动机器 14DM●加工 90DM●停机 10DM●取出模具 12DM●等待放入模具C]作业员与机器的同时关系(作业员)(机器)把模具放进机器装入模具开动机器开动机器停止机器停机从机器中取出模具取出模具根据以上的资料,首先决定同时开始的作业,在此以“放入模具”作为整个操作周期的起点。
然后以作业的先后顺序及同时关系绘图:人机操作分析用纸现状的周期时间为210DM,机器等待为68DM,因此,一周期中的机器利用率=(周期时间-等待时间)/周期时间=(210-68)/210=67.6%为减少作业员及机器的“等待”,检讨一下是否可以利用“机器加工”的这段时间。


一、应用的基本原理和步骤本次课程设计运用的是作业分析的人机操作分析。
1、人机操作分析的基本原理人机操作分析是研究在一个工人操作一台或者多台设备的情况下,在一个操作周期内,机器动作与工人操作的相互关系,以充分提高机器与工人工时的利用效率。
现代化生产中,机器设备大多是全自动或者半自动的,操作机器的工人变成了“监督”机器的工人,有大部分时间是空闲的。
这些空闲时间如能加以利用,不但可以提高生产率和工作效率,而且还能够降低生产成本,增加工人的收入。
2、人机操作分析的步骤(1)在生产现场选择一加工(装配)工序为对象;(2)绘制人机操作程序图;(3)人与机器的操作时间均记录在案之后,将工人与机器的操作时间、空闲时间,每周程人工时数加以统计,以供分析时用。
四、人机操作分析的现行方案和改进方案1、钻中心孔现行方案人机作业图如果从上述人机图中进行分析,我们可以得到以下数据:一个人可以在操作的台数 = 人的空余时间/人的工作时间即:117/50=2.34所以一个人可以操作两台机器。
但是如果我们采取固定装夹工具将水喷头进行固定,就可以节省足足14s 的时间,但是清理垃圾时我们认为还是需要在机器暂停时处理比较安全,所以周程就节省12s。
经过以上修整后机器1 的周程时间缩短为155s,但这必须是建立在熟练工人的基础上。
如果一个人只操作一台机器,人的工作时间为27s,机器的工作时间为128s,128/27+1=5一个人可以操作五台像机器一类型的机器。
不仅从改善人的劳动或提高人和机器的利用率来说,都有很大的提高。
改善方案如下表所示:通过改进之后,人的时间利用率从29.944%上升到87.1%,通过添加一个固定夹具固定水喷头从而将机器的时间利用率从76.64%提高至82.6%。
2、粗磨2#莫氏锥孔留余量0.10-0.15现行方案人机作业图:由以上的人机操作分析图可得,轴必须装夹之后才能加工,加工完卸下工件时必须在机床停止时才能进行,因为人的工作利用率仍有40%的宽放率,仍有空余的时间14S,将工人的宽放时间去操作另外一台机器,并同时利用机器的空闲时间进行手工操作,从而提高人机利用率,根据N=(T+M)/T,N=(21+23)/21=2.09由此我们可以算出一个人可以同时操作2台机器,所以我做出了以下的改进方案。
作业岗位设计中人机工程学案例分析一、检验作业岗位设计原则在工业生产中,涉及到控制产品质量水平的作业称之为检验。
检验的方法有直观目视扫描,人工测量和自动测量。
对于多品种、小批量产品的检验,一般采用目视扫描检验。
产品通常在传送带上移动或自动送至检验作业岗位,而工艺过程控制是在时间限制的压力下检验产品。
显然,检验作业的效能与产品质量控制水平密切相关。
为了给检验人员创造一个方便、舒适的作业岗位,以保证检验效能,对检验作业岗位提出相应的设计原则。
使检验人员尽可能采用向下的观视角,而不用向前的和向上的观视角。
让被检产品向检查人员方向移动而不是离开检查人员方向移动,见图5-1。
如果产品从右向左或从左向右横过检查人员的视野,不会出现很大差别。
对每分钟移动18m 的产品至少应有30cm 观视范围,并排除观视范围内的所有障碍物。
图5-1 检验移动产品的观察方向工作面高度应由人体肘部高度确定。
统计研究指出,人的肘部高度约为人体身高的63% ,而工作面的高度在肘下25 ---76mm 是合适的。
坐姿作业比站姿作业要好,因为心脏负担的静压力有所降低,而且坐姿时肌肉可承受部分体重负担。
如选择坐姿作业,必须提供舒适的、且可调节的座椅。
选用可调座椅时,可能会造成检验者脚不着地的情况,此时必须使用脚踏板支持下肢的 ?重量。
无论坐姿或站姿作业,都应给检查人员用辅助活动来中断检查周期的机会,以便调节视力和体力,减轻作业疲劳。
通常一次连续监测时间不超过30min 。
二、立姿检验作业岗位设计1(纸张取样检验作业基本要求在纸张生产系统中,纸幅以 0.6m / min 的速度运行,检验员在纸机尾端仔细检查宽度90cm 的整个纸幅。
当纸幅速度暂时降到 0.15cm / min 时,即从纸幅上取样。
检验员用小刀切取长50cm 纸样,然后将两端拼接起来,以保证纸幅继续运行。
要求每隔15min 即切取纸样一张,取样时间约需3—4s。
取样工作需在平台面上进行,工作台置于靠近纸机尾端,使纸幅自左至road, are the structural road traffic within the city. In addition, suitable for high speed, and high-speed, S206, S307, also serve inner-city traffic. Outbound traffic: existing highways (suitable for high-speed, and high speed), darts (S206, S307) and Yi wei road, and so on. After years of constant development, road conditions have been greatly右通过检验员的视野。
人机作业分析是指什么?人机作业分析的主要用途有哪些?在制造业中,生产设备的多寡、是否先进都是衡量企业实力的重要指标。
可以说,生产设备是企业的宝贵资产。
如果一个企业拥有一批优质的设备,就拥有了生产的基本条件。
再招募相应的设备操作者,企业也就开始了产出。
然而,机器是死的,人是活的,要想把机器使用好,就不得不找熟悉机器的人去操作这些机器。
当然这个操作过程是慢慢磨合出来的,需要进行人机作业分析,调整操作方式,找到合适的操作方法后再进行培训和强化,进而提高生产效率。
那么人机作业分析是指什么?企业又该如何进行高质量的人机作业分析?一、人机作业分析是指什么人机作业分析的本质内容就是对工人操作机器的方法进行分析,让工人可以用一种更好的方式去操作机器,从而提高机器的使用效率,进一步提高生产效率。
简单点说,在为进行分析之前,一个工人只能勉强操作一台机器,而经过分析优化之后,一个工人有可能可以熟练的操作2至3台机器,或者原本2个工人完成的一人工序,这样一来就极大地提高了机器的使用效率同时降低了人力成本。
二、人机作业分析的主要用途有哪些人机作业分析的作用主要表现在几个方面。
一是提升企业竞争力。
工人之所以不能够熟练操作机器,根本原因在于操作方式存在问题,经过一系列的分析优化之后,让工人掌握更先进的机器使用方法,并消除一些不必要的作业浪费,工人的操作速度自然就会提升,产出更得到相应的改善,从而提升企业竞争力。
二是提高生产效率。
一个人操作一台机器和一个人操作两台机器的生产速度是不一样的,如果你的工人能够操作更多的机器,那么你的产品产量就会得到极大的提升,设备也可以满载运转,提高生产效率。
三、优化产品生产成本。
一个人操作两台机器和一个人操作一台机器的人工成本显然是不一样的,因此进行人机作业分析,有助于优化产品生产成本。
四、产品质量更稳定。
通过人机作业分析,帮助员工提高工作效率,员工收入增加了,流失率也降低了,产品质量也更稳定了。