人机操作分析解读
- 格式:doc
- 大小:136.50 KB
- 文档页数:7
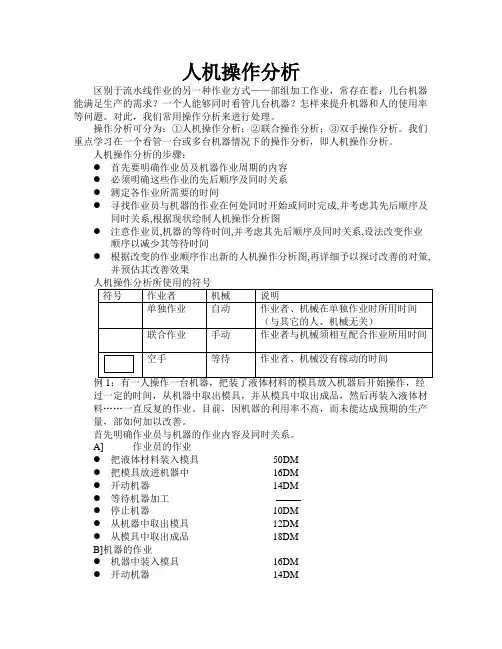
人机操作分析区别于流水线作业的另一种作业方式——部组加工作业,常存在着:几台机器能满足生产的需求?一个人能够同时看管几台机器?怎样来提升机器和人的使用率等问题。
对此,我们常用操作分析来进行处理。
操作分析可分为:①人机操作分析;②联合操作分析;③双手操作分析。
我们重点学习在一个看管一台或多台机器情况下的操作分析,即人机操作分析。
人机操作分析的步骤:●首先要明确作业员及机器作业周期的内容●必须明确这些作业的先后顺序及同时关系●测定各作业所需要的时间●寻找作业员与机器的作业在何处同时开始或同时完成,并考虑其先后顺序及同时关系,根据现状绘制人机操作分析图●注意作业员,机器的等待时间,并考虑其先后顺序及同时关系,设法改变作业顺序以减少其等待时间●根据改变的作业顺序作出新的人机操作分析图,再详细予以探讨改善的对策,并预估其改善效果过一定的时间,从机器中取出模具,并从模具中取出成品,然后再装入液体材料……一直反复的作业。
目前,因机器的利用率不高,而未能达成预期的生产量,部如何加以改善。
首先明确作业员与机器的作业内容及同时关系。
A]作业员的作业●把液体材料装入模具 50DM●把模具放进机器中 16DM●开动机器 14DM●等待机器加工●停止机器 10DM●从机器中取出模具 12DM●从模具中取出成品 18DMB]机器的作业●机器中装入模具 16DM●开动机器 14DM●加工 90DM●停机 10DM●取出模具 12DM●等待放入模具C]作业员与机器的同时关系(作业员)(机器)把模具放进机器装入模具开动机器开动机器停止机器停机从机器中取出模具取出模具根据以上的资料,首先决定同时开始的作业,在此以“放入模具”作为整个操作周期的起点。
然后以作业的先后顺序及同时关系绘图:人机操作分析用纸现状的周期时间为210DM,机器等待为68DM,因此,一周期中的机器利用率=(周期时间-等待时间)/周期时间=(210-68)/210=67.6%为减少作业员及机器的“等待”,检讨一下是否可以利用“机器加工”的这段时间。


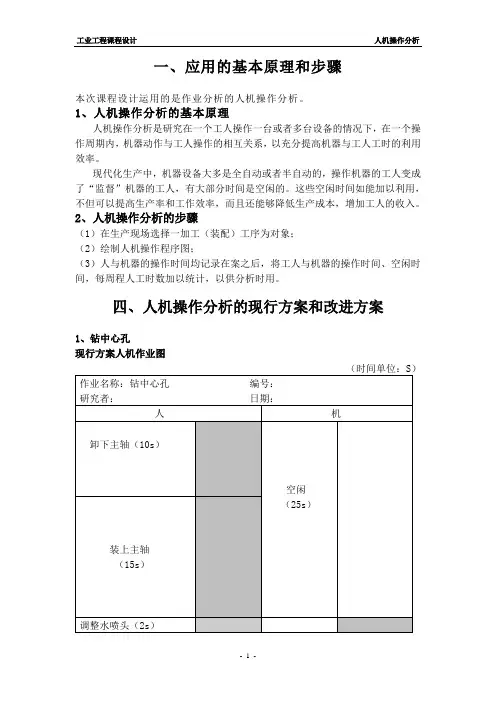
一、应用的基本原理和步骤本次课程设计运用的是作业分析的人机操作分析。
1、人机操作分析的基本原理人机操作分析是研究在一个工人操作一台或者多台设备的情况下,在一个操作周期内,机器动作与工人操作的相互关系,以充分提高机器与工人工时的利用效率。
现代化生产中,机器设备大多是全自动或者半自动的,操作机器的工人变成了“监督”机器的工人,有大部分时间是空闲的。
这些空闲时间如能加以利用,不但可以提高生产率和工作效率,而且还能够降低生产成本,增加工人的收入。
2、人机操作分析的步骤(1)在生产现场选择一加工(装配)工序为对象;(2)绘制人机操作程序图;(3)人与机器的操作时间均记录在案之后,将工人与机器的操作时间、空闲时间,每周程人工时数加以统计,以供分析时用。
四、人机操作分析的现行方案和改进方案1、钻中心孔现行方案人机作业图如果从上述人机图中进行分析,我们可以得到以下数据:一个人可以在操作的台数 = 人的空余时间/人的工作时间即:117/50=2.34所以一个人可以操作两台机器。
但是如果我们采取固定装夹工具将水喷头进行固定,就可以节省足足14s 的时间,但是清理垃圾时我们认为还是需要在机器暂停时处理比较安全,所以周程就节省12s。
经过以上修整后机器1 的周程时间缩短为155s,但这必须是建立在熟练工人的基础上。
如果一个人只操作一台机器,人的工作时间为27s,机器的工作时间为128s,128/27+1=5一个人可以操作五台像机器一类型的机器。
不仅从改善人的劳动或提高人和机器的利用率来说,都有很大的提高。
改善方案如下表所示:通过改进之后,人的时间利用率从29.944%上升到87.1%,通过添加一个固定夹具固定水喷头从而将机器的时间利用率从76.64%提高至82.6%。
2、粗磨2#莫氏锥孔留余量0.10-0.15现行方案人机作业图:由以上的人机操作分析图可得,轴必须装夹之后才能加工,加工完卸下工件时必须在机床停止时才能进行,因为人的工作利用率仍有40%的宽放率,仍有空余的时间14S,将工人的宽放时间去操作另外一台机器,并同时利用机器的空闲时间进行手工操作,从而提高人机利用率,根据N=(T+M)/T,N=(21+23)/21=2.09由此我们可以算出一个人可以同时操作2台机器,所以我做出了以下的改进方案。
人机操作分析范文人机操作分析,是指对人机交互过程中的操作行为进行分析、评估和改进的过程。
在现代社会中,人们与计算机的交互已经成为日常生活中的一部分,人机操作的优化对于提高工作效率、保障安全性和提升用户体验至关重要。
本文将从人机操作的定义、流程、影响因素以及分析方法等方面展开探讨。
一、人机操作的定义人机操作是指人类用户通过对计算机软硬件进行一系列控制操作的行为。
它是人类与计算机之间进行信息交流和互动的重要环节,涵盖了多种操作方式,例如键盘输入、鼠标点击、触摸屏操作等。
二、人机操作的流程人机操作的流程一般可分为以下几个步骤:1.目标确定:用户通过思考和分析,确定与计算机交互的目标和需求。
2.操作选择:用户选择合适的操作方式,例如键盘输入、鼠标点击等。
3.操作执行:用户进行具体的操作行为,例如输入文字、点击鼠标等。
4.反馈获取:用户通过屏幕、声音等方式获取计算机对操作的反馈信息。
5.结果评估:用户根据反馈信息来评估操作的结果,判断是否达到了预期目标。
6.调整优化:根据评估结果,用户可以对操作进行调整和优化,以提高操作效率和准确性。
三、人机操作的影响因素人机操作的质量和效果受到多个因素的影响,其中包括:1.用户的技能水平:用户的计算机操作技能和经验对于操作的质量和效率有重要影响。
2.计算机系统的设计:用户友好的界面设计、按键布局合理性等都会对操作的结果产生影响。
3.环境因素:例如噪音、光照等环境条件对于用户操作时的集中度和准确性有一定影响。
4.硬件设备的性能:包括鼠标、键盘等输入设备的质量和响应速度,以及显示器的分辨率等。
5.操作系统和应用软件的稳定性:操作系统和应用软件的稳定性将直接影响到用户的操作体验。
四、人机操作的分析方法人机操作的分析可以采用多种方法,以下是一些常用的分析方法:1.用户测试:通过让用户进行实际操作,观察和记录他们的操作行为和反馈情况,从而评估操作的质量和效果。
2.问卷调查:设计问卷并采集用户对于操作的看法和主观感受,通过统计分析得出结论。
人机操作分析人机操作分析什么是人机操作分析人机操作分析是应用于机械作业的一种最常用的分析技术,通过对某一项作业的现场观察,记录操作者和机器设备在同一时间内的工作情况,并加以分析,寻求合理的操作方法,是人和机器的配合更加协调,以充分发挥人和机器的效率的技术。
人机操作分析通过人机操作图进行。
人机操作图描述了在机器的工作过程中,在一个操作周期(加工完一个零件的整个过程称为一个操作周期或周程)内机器操作与工人操作的相互关系,可将生产过程中工人操作的手动时间和机器的机动时间清楚地显示出来。
人机操作分析的目的是充分利用机器与操作工人的闲余时间,提高生产力,降低成本以及提高工人的收入。
人机操作分析的实例改进后:人机操作分析:人机操作图什么是人机操作图人机操作分析通过人机操作图进行。
人机操作图描述了在机器的工作过程中,在一个操作周期(加工完一个零件的整个过程称为一个操作周期或周程)内机器操作与工人操作的相互关系,可将生产过程中工人操作的手动时间和机器的机动时间清楚地显示出来。
人机操作图能够协助进行工作改善,通过对作业中的各单元,包括准备单元的逐一分析,能够为制定新的方法,提高人和机器的利用率找到有效的途径。
人机操作图的构成人机操作图有多种画法。
一般来说,人机操作图由以下部分构成:1、以适当的线段长短代表时间比例。
2、在纸上采用适当的间隔分开人与机,作出垂线。
最左方为工人操作时的动作单元及垂线,在此垂线上按所取的时间比例,由上向下记录工人每一动作单元所需时间。
当工人操作时用实线(或其他方式)表示,空闲用虚线(或其他方式)表示,机器的表示方法也同样。
3、待人与机器的操作时间均已记录之后,在此图的下端将工人与机器的操作时间、空闲时间及每周期人工时数予以统计,供分析时参考。
例:用电动钻床在铸钢件上钻一个孔时,工人拿起铸件、放上钻模,夹紧,放低钻头,准备进刀,用时间0.5min,然后钻床开始在铸件上钻孔,用时间2.5min,等钻床钻好孔后,工人抬起钻头,取出铸件放在一边,清除钻模的铁屑,用时间0.75min。
加工课
人机操作分析
实验报告
实验对象:130镗铣加工中心
报告人:
一、实验目的
1.学会绘制人机操作图。
2.学会如何根据人机操作分析来了解人工或机器的闲余能量,并设法加以利用,以提高工作效率。
二、实验说明
人机操作分析是操作分析之一。
操作分析的目的,在于详细地研究改进一个工作地的作业。
如果是利用机器的作业,则利用人机程序操作图来分析,人机操作(程序)图是用来记录在机器的工作过程中,工人操作的手动时间和机器的机动时间的互相配合的关系。
根据人机操作图,可很清楚地了解到工人或机器设备工作量的负荷情况。
在一般人机操作图中一个工作周期时间内,操作者的手动时间往往比设备的机动时间短,为了充分利用操作者的空闲时间,可以从以下两个方面考虑。
1.利用此空闲时间,操作另一台机器。
2.利用机器工作的时间进行其他的工作,如测量、检查,或清除铁屑,擦拭机床以达到缩短周期的目的。
三、实验内容及步骤
1.通过在在生产现场的观察,选择5T加工中心为实验对象。
2.绘制人机操作程序图,
(1)绘制人机操作图;
(2)划分操作单元;
(3)在图表下方的纸上,采用适当的间隔分开人与机,作出垂线。
最左方为工人操作单元(动作单元)及垂线,在此垂线上以适当的线段的长短代表时间比例(如1 cm代表10 min),由上往下记录工人(机器)每一动作单元所需时间,用实践、虚线、点划线或用其它方式表示工作、空闲等内容。
3.待人与机器的操作时间均记录后,将工人与机器的操作时间、空闲时间,每周程人工时数加以统计。
人机操作图和分析图如图1和表1所示。
表1人机操作程序分析图
4、工序改善
由以上的分析可以看出,在机器切割过程中操作人员一直处于空闲状态,而切割时间在整个周程时间内占了相当大的比重,使得操作人员的利用率非常低,只有25%,因此提高人员的利用率成为改善的重点。
可以看出,由于机器一直在工作,而人员的空闲时间较长,我们不妨考虑由同一人员同时操作几台机床的方法来提高人员的利用率。
由计算公式:
其中,N是工人可操作的机器数,L是装拆工件时间,M是机器工作时间,W
是工人从一台机器走到另一台机器的时间。
不妨假设工人从一台机器走到另一台机器的时间为10s,计算结果如下:N=(5+10+5+60)/(5+10+5+10)≈2.66
取N=2
也就是说一个工作充分利用闲余能量,可以同时操作两台机器。
改善后的人机操作图和分析图如图2、表2所示:
图2 改善后人机操作图
表2 改善后人机操作程序分析图
四、改善前后工作效率分析
首先,对比改善前后的人机操作程序分析图,可以很明显的看出,人的利用率明显提高了,改善之后的操作人员利用率约为改善之前的3倍,大大提高了工作效率。
其次,我们从每天的日产量来计算。
假定每个工人每天的实际工件时间为8小时,计算工序改善前后的工件生产数量:
改善前:N1=3600*8/80*2=7200
改善后:N2=3600*8*4/190*2=1212
可以很明显的看出改善后的每个工人负责的工件日产量比改善前提高相当
多。
五.遇到的困难点
1.加工课现机床组合难度大?
加工课现机床加工零件差别较大,特别是针对大型数控机床,现分析的为同一类机床。
2.现加工毛坯零件质量不稳定?
现加工毛坯零件经常出现白铁或砂的出现,在操作工空闲的时间也负责看护刀具加工安全性,分析如果距离较远出现毛坯质量如何能有效的合理解决。
3.现在人员思想固定于原有模式?
现有人员都固定在原有的操作模式,怎么让其能采用新的加工方式,从薪资结构调整等方面入手,是现阶段待解决之问题。
读书的好处
1、行万里路,读万卷书。
2、书山有路勤为径,学海无涯苦作舟。
3、读书破万卷,下笔如有神。
4、我所学到的任何有价值的知识都是由自学中得来的。
——达尔文
5、少壮不努力,老大徒悲伤。
6、黑发不知勤学早,白首方悔读书迟。
——颜真卿
7、宝剑锋从磨砺出,梅花香自苦寒来。
8、读书要三到:心到、眼到、口到
9、玉不琢、不成器,人不学、不知义。
10、一日无书,百事荒废。
——陈寿
11、书是人类进步的阶梯。
12、一日不读口生,一日不写手生。
13、我扑在书上,就像饥饿的人扑在面包上。
——高尔基
14、书到用时方恨少、事非经过不知难。
——陆游
15、读一本好书,就如同和一个高尚的人在交谈——歌德
16、读一切好书,就是和许多高尚的人谈话。
——笛卡儿
17、学习永远不晚。
——高尔基
18、少而好学,如日出之阳;壮而好学,如日中之光;志而好学,如炳烛之光。
——刘向
19、学而不思则惘,思而不学则殆。
——孔子
20、读书给人以快乐、给人以光彩、给人以才干。
——培根。