FANUC-(0i-D)系统维修与调整
- 格式:ppt
- 大小:11.43 MB
- 文档页数:160
浅谈FANUC0iD系统数控机床故障诊断与维修1. 引言1.1 引言简介数统计等。
FANUC0iD系统是数控机床行业中常见的一个系统,其稳定性和高效性备受用户青睐。
在日常使用中,数控机床也会出现各种故障,需要及时进行诊断和维修。
本文将从FANUC0iD系统的概述、数控机床故障诊断方法、维修技巧、常见故障及解决方法以及预防措施等方面进行讨论,帮助读者更好地了解和掌握数控机床故障诊断与维修的知识,提高维护效率和机床的使用寿命。
通过深入的学习和实践,可以更好地应对各种机床故障,提高工作效率,保障生产安全和质量。
本文将对这一话题进行全面剖析,希望能为广大读者提供有益的指导和帮助。
2. 正文2.1 FANUC0iD系统概述FANUC0iD系统是一种先进的数控系统,由日本FANUC公司研发。
该系统具有高精度、高稳定性、高效率等优点,广泛应用于各种数控机床中。
FANUC0iD系统主要包括机床控制器、伺服驱动器、I/O模块等组成部分。
其控制器采用先进的数字化控制技术,能够实现高速、高精度的运动控制。
伺服驱动器采用先进的矢量控制技术,能够实现精准的位置控制。
I/O模块用于与外部设备进行数据交换,实现机床的自动化控制。
FANUC0iD系统还具有友好的人机界面,操作简单方便。
用户可以通过触摸屏或键盘输入指令,实现对机床的控制和监控。
系统还具有故障诊断功能,能够及时发现机床故障并给出相应的解决方法。
FANUC0iD系统是一种功能强大、性能稳定的数控系统,能够满足各种机床加工需求。
在使用过程中,只需要按照正常的操作流程进行操作,即可实现高效、精确的加工。
2.2 数控机床故障诊断方法数、段落分布等。
数控机床故障诊断是维修工作中的重要环节,正确的诊断方法可以帮助快速准确地找出故障原因,从而提高维修效率和机床的利用率。
以下是一些常用的数控机床故障诊断方法:1. 观察法维修人员可以通过仔细观察数控机床运行过程中的现象来初步判断故障的可能原因。
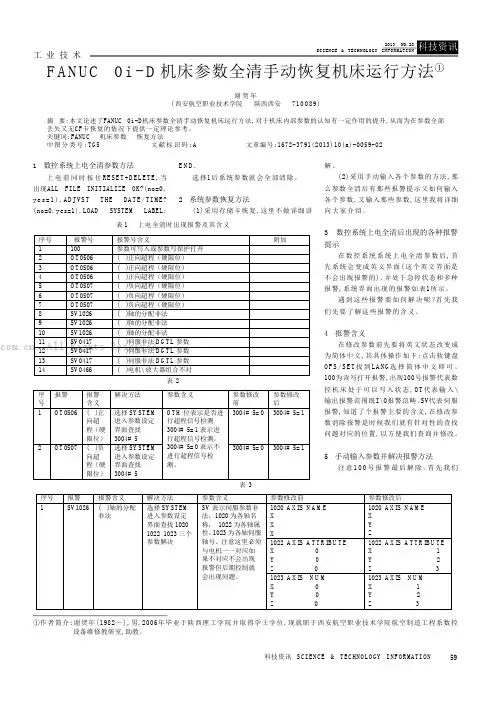
59科技资讯 S CI EN CE & T EC HNO LO GY I NF OR MA TI ON 工 业 技 术1 数控系统上电全清参数方法上电前同时按住R E S E T +D E L E T E ,当出现ALL FILE INITIALIZE OK?(no=0,y e s =1),A D J V S TT H ED A TE /T I M E ?(no=0,yes=1),LOAD SYSTEM LABEL:E N D .选择1后系统参数就会全部清除。
2 系统参数恢复方法(1)采用存储卡恢复,这里不做详细讲F A N U C 0i -D 机床参数全清手动恢复机床运行方法①谢贺年(西安航空职业技术学院 陕西西安 710089)摘 要:本文论述了FANUC 0i-D机床参数全清手动恢复机床运行方法,对于机床内部参数的认知有一定作用的提升,从而为在参数全部丢失又无CF卡恢复的情况下提供一定理论参考。
关键词:FANUC 机床参数 恢复方法中图分类号:T G 5文献标识码:A 文章编号:1672-3791(2013)10(a)-0059-02解。
(2)采用手动输入各个参数的方法,那么参数全清后有那些报警提示又如何输入各个参数,又输入那些参数,这里我将详细向大家介绍。
3 数控系统上电全清后出现的各种报警提示在数控系统系统上电全清参数后,首先系统会变成英文界面(这个英文界面是不会出现报警的),并处于急停状态和多种报警,系统界面出现的报警如表1所示。
遇到这些报警要如何解决呢?首先我们先要了解这些报警的含义。
4 报警含义在修改参数前先要将英文状态改变成为简体中文,其具体操作如下:点击软键盘O F S /S E T 找到L A N G 选择简体中文即可。
100为读写打开报警,出现100号报警代表数控机床处于可以写入状态,O T 代表输入\输出报警范围既I\O报警范畴。
SV代表伺服报警,知道了个报警主要的含义,在修改参数消除报警是时候我们就有针对性的查找问题对应的位置,以方便我们查询并修改。

FANUC 0i-D系统参数设定的基本方法
任务内容
FANUC 0i-D/0i Mate-D数控系统参数的类型
典型参数的表达方式
参数的显示与搜索
用MDI方式设定参数
数控系统上电全清
FANUC 0i-D数控系统具有丰富的机床参数。
数控系统参数是数控系统用来匹配数控机床及其功能的一系列数据,数控系统硬件连接完成后,要对其进行系统参数的设定和调整才能保证数控机床正常运行,达到机床加工功能要求和精度要求;同时,参数设置在数控机床调试与维修中起着重要的作用。
一、FANUC 0i-D/0i Mate-D数控系统参数的类型
1、按照数控系统参数的控制功能分
根据数控系统各参数的控制功能,FANUC 0i-D/0i Mate-D数控系统参数类型及其功能见表1:
表1 FANUC 0i-D/0i Mate-D数控系统参数控制功能类型。
FANUC_数控系统维修调整资料fanuc发那科维修说明书故障分析解决FANUC 数控系统维修调整资料(WIA日照工厂)2007-2-19说明本资料是根据网络收集的部分资料以及韩国工程技术人员来WIA培训的部分笔记整理而成,主要针对平时工作中能遇到几率高的问题,时间仓促,加上本人的笔记可能不全面,错误在所难免,如果大家发现有错误或遗漏,请及时补正修改,以方便大家工作。
WIA日照工厂所用的数控系统主要是FANUC系列中的0系列、0i系列、POWER MATE 系列和110M,本资料试图将这几个系列的系统的数据备份、恢复、原点调整、ALARM信息以及相关的参数做详细说明,并附录了0系列故障诊断与处理的部分,希望能对大家的工作有所帮助。
FANUC 0TT 原点设置方法WIA日照工厂内WA30-10T采用的就是本类型.下面以两轴系统(X轴Z轴)为例,说明原点调整的方法。
1( MODE选择为HANDLE,将X轴Z轴手动调整好原点(参照系统的原点标志,使之对齐)。
2( MODE选择为MDI ,按DNGOS,直至出现PARAMETER画面,用?下找PWE参数,将其修改为“1”。
3( 按NO.,输入22,按INPUT,屏幕(CRT)显示参数号为21。
的参数,将参数“21”的值全部修改为“0”。
4( 关闭NC电源,5秒后打开,按“运行准备”。
5( 按DNGOS,直至出现PARAMETER画面,按NO.,输入22,按INPUT,屏幕(CRT)显示参数号为21。
的参数,将参数“21”的后3位修改为“101”。
( 修改PWE参数为“0”。
6( 出现ALARM100 ALARM000,关闭NC电源,5秒后再开,系统显7示X轴Z轴坐标为“0.000”,原点调整完毕。
参数说明:FANUC 0MC 原点设置方法此处以3轴系统为例,说明此系统恢复原点的方法。
修改相应参数的方法以及相关参数的含义参照0TT 的修改步骤。
1) 将PWE“0”改为“1”,更改参数NO.76.1=1,NO.22改为00000000,(此时CRT显示“300”报警即X、Y、Z轴必须手动返回参考点。
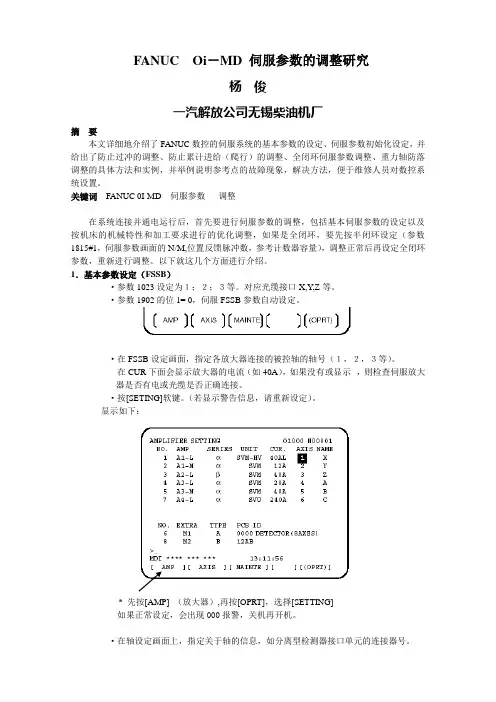
FANUC Oi-MD 伺服参数的调整研究杨俊一汽解放公司无锡柴油机厂摘要本文详细地介绍了FANUC数控的伺服系统的基本参数的设定、伺服参数初始化设定,并给出了防止过冲的调整、防止累计进给(爬行)的调整、全闭环伺服参数调整、重力轴防落调整的具体方法和实例,并举例说明参考点的故障现象,解决方法,便于维修人员对数控系统设置。
关键词FANUC 0I-MD 伺服参数调整在系统连接并通电运行后,首先要进行伺服参数的调整,包括基本伺服参数的设定以及按机床的机械特性和加工要求进行的优化调整,如果是全闭环,要先按半闭环设定(参数1815#1,伺服参数画面的N/M,位置反馈脉冲数,参考计数器容量),调整正常后再设定全闭环参数,重新进行调整。
以下就这几个方面进行介绍。
1.基本参数设定(FSSB)·参数1023设定为1;2;3等。
对应光缆接口X,Y,Z等。
·参数1902的位1= 0,伺服FSSB参数自动设定。
·在FSSB设定画面,指定各放大器连接的被控轴的轴号(1,2,3等)。
在CUR下面会显示放大器的电流(如40A),如果没有或显示--,则检查伺服放大器是否有电或光缆是否正确连接。
·按[SETING]软键。
(若显示警告信息,请重新设定)。
显示如下:* 先按[AMP] (放大器),再按[OPRT],选择[SETTING]如果正常设定,会出现000报警,关机再开机。
·在轴设定画面上,指定关于轴的信息,如分离型检测器接口单元的连接器号。
·按[SETING]键(若显示警告信息,重复上述步骤)。
此时,应关闭电源,然后开机,如果没有出现5138报警,则设定完成。
显示如下:* 按[AXIS](轴)上述的M1,M2表示全闭环的接口所连接的插座对应的轴,比如:M1的JF101连接y轴位置反馈,则在上面的y行的M1处设定为1。
2.伺服参数初始化设定·首先把3111#0 SVS设定为1显现伺服设定和伺服调整画面。
FANUC 0i系统的原理框图和维修方法1FANUC 0i系统主CPU板的构成框图读者要想对数控系统有一个准确的维修思路,首先要了解该数控系统的硬件结构,为此,本文首先给出FANUC 0i系统主CPU板的构成框图。
FANUC 0i系统与FANUC 16/18/21等系统的结构相似,均为模块化结构。
如下图所示0i的主CPU板上除了主CPU及外围电路之外,还集成了FROM&SRAM模块,PMC控制模块,存储器&主轴模块,伺服模块等,其集成度较FANUC 0系统(0系统为大板结构)的集成度更高,因此0i控制单元的体积更小。
2系统故障分析与处理方法当系统电源打开后,如果电源正常,数控系统则会进入系统版本号显示画面(如下图所示),系统开始进行初始化。
如果系统出现硬件故障,显示屏上会出现900—973号报警提示用户。
下面介绍出现系统报警时的原因和处理方法。
2.1900号报警(ROM奇偶校验错误)此报警表示发生了ROM奇偶错误。
要点分析:系统中的FROM在系统初始化过程中都要进行奇偶校验。
当校验出错时,则发生FROM奇偶性报警,并指出不良的FROM文件。
原因和处理:主板上的FROM&SRAM模块或者主板不良。
2.2910~911报警(DRAM奇偶校验错误)此报警是DRAM(动态RAM)的奇偶错误。
要点分析:在FANUC 0 i数控系统中,DRAM的数据在读写过程中,具有奇偶校验检查电路,一旦出现写入的数据和读出的数据不符时,则会发生奇偶校验报警。
ALM910和ALM911分别提示低字节和高字节的报警。
原因和处理:应考虑主板上安装的DRAM不良。
更换主板。
2.3912~913报警(SRAM奇偶校验错误)此报警是SRAM(静态RAM)的奇偶错误。
要点分析:与DRAM一样,SRAM中的数据在读写过程中,也具有奇偶校验检查电路,一旦出现写入的数据和读出的数据不符时,则会发生奇偶校验报警。
ALM912和ALM913分别提示低字节和高字节的报警。
发那科FANUC 0系统的重装及调整方法一、前言数控系统由于机床长时间闲置、电池失效、操作人员操作失误等原因,均会造成数控系统的瘫痪,在此情况下必须对数控系统进行重装和调整。
前不久,我厂从外单位置换回一台台湾大冈工业股份有限公司生产的TNC-20NT数控车床,该数控车床因长期闲置,所用的FANUC0数控系统已经完全瘫痪,机床的数控系统在启动后CRT 不能进入FANUC0数控系统正常的工作界面,而显示出一些奇怪的乱码。
为了使机床能早日正常运行,我们通过原机床使用单位从机床购买商处拿到了该类型机床的技术数据参数,对该机床的数控系统进行重装及调整。
其具体方法如下:二、启动数控系统由于数控系统不能正常启动,并在CRT上显示出乱码,我们判断可能是两种原因引起的。
一是由于机床长期闲置不用,电池耗尽导致程序丢失后的残余参数造成;二是数控系统CNC主板损坏。
区别这两种故障的方法是:在启动机床数控系统的同时按下机床面板上的”RESET”和”DELETE”两个键,若待一会儿后CRT上显示出FANUC公司的版本号,并出现正常画面,则系统CNC主板正常。
反之则系统CNC主板损坏。
同时按下这些键的功能是清除机床的全部参数,即将因机床长期闲置,电池耗尽程序丢失后的残余参数全部清除,以便重新安装系统程序。
注意,这种方法一定要慎用,除非是数控系统死机或不能运行。
否则将使正常工作的整个机床数控系统瘫痪!三、系统密级型功能参数的输入当系统成功启动后,首先应输入FANUC 0系统的密级型功能参数,然后才能输入机床的其它参数,否则数控系统不能工作。
具体方法如下:a、将机床面板上的选择开关拨到MDI方式;b、按下”PARAM”键,使CRT上显示SETTING2画面;c、设定”PWE=1”,同时将机床面板上的EDIT KEY开关打开;d、首先输入901#参数,此时CRT上会出现100#编程报警,用删除键将该报警消除。
然后输入900#~939#FANUC0系统密级型功能参数;e、回到SETTING2画面,将”PWE=1”设定为”PWE=0”,同时将机床面板上的EDIT KEY开关关闭;f、关闭机床电源后,重新启动机床系统,现在就可以输入FANUC 0系统的其它机床参数。
DOI:10.16661/ki.1672-3791.2020.08.032浅谈FANUC 0iD系统数控机床故障诊断与维修李海兵(常州机电职业技术学院 江苏常州 213164)摘要:在社会和经济发展过程中,数控机床已经成为各领域广泛应用的设备。
为提升数控机床的运行效率,生产出高质量的机械产品,将FANUC 0iD系统配置在数控机床中,以此优化设备保持在安全稳定的运行状态。
但是,该系统在运行时会出现问题,该文围绕FANUC 0iD系统常见的故障进行诊断,并实施针对性的维修措施,为数控机床工作人员维修设备提供参考依据。
关键词:FANUC 0iD系统 数控机床 故障诊断与维修中图分类号:TG659 文献标识码:A 文章编号:1672-3791(2020)03(b)-0032-02借助数控技术生产机械产品,成为数控机床数量增长最主要的因素,并且将FANUC 0iD系统配置在数控机床中,保持数控机床高效稳定的生产状态,既能提升生产效率,还能为企业创造更多的经济效益。
在FANUC 0iD系统运行过程中,为减少系统出现故障的次数,维修人员应充分掌握系统原理图的要点,并针对出现的故障,实施有效的处理措施。
1 FANUC 0iD系统控制原理图在FANUC 0iD系统内,数控系统借助FSSB总线建立连接组织,形成可通信的网络,将进给轴、伺服主轴与系统连接。
然后由PLC控制装置与总线I/O Link连接,建立的连接关系与外部设备相通。
由系统原理图可知,一旦机床出现故障时,数控系统会向工作人员发出警报,或者通过伺服驱动器将故障信息传输给控制中心。
2 数控机床常见机械故障与维修方法FANUC 0iD系统数控机床常见的机械故障,通常由以下几点组成:第一,X轴方向尺寸不合格。
通常情况下,数控机床会有较长的使用寿命,但是在长期运行过程中,进行精密零件制造时,处在Y轴的方向尺寸合格,而在X轴方向尺寸不合格,导致机床在生产时出现故障。
浅谈FANUC0iD系统数控机床故障诊断与维修【摘要】本文主要围绕FANUC0iD系统数控机床的故障诊断与维修展开讨论。
在我们首先介绍了FANUC0iD系统的基本概况,然后探讨了数控机床故障诊断的重要性。
在我们详细介绍了FANUC0iD系统的特点和常见故障,并提供了相应的诊断方法。
我们还分享了故障排除流程、维修注意事项和技巧,以帮助读者更好地应对机床故障。
在我们强调了提升数控机床维修效率的重要性,并从全文内容中总结了FANUC0iD系统数控机床故障诊断与维修的要点。
通过本文的阐述,希望读者能够更深入理解FANUC0iD系统数控机床的故障诊断与维修,从而为工作提供更有力的支持。
【关键词】FANUC0iD系统、数控机床、故障诊断、维修、重要性、故障排除、提升效率、流程、注意事项、技巧、总结。
1. 引言1.1 介绍FANUC0iD系统FANUC0iD系统是由日本FANUC公司开发的一种高性能数控系统,广泛应用于各种数控机床和自动化设备中。
该系统具有稳定可靠的特点,能够实现精确的加工控制,提高机床的生产效率和加工质量。
FANUC0iD系统采用先进的控制算法和多轴同步控制技术,可以实现复杂零部件的加工,同时具有良好的用户界面和操作性,方便操作人员进行编程和调试。
FANUC0iD系统还具有丰富的功能模块,包括刀具管理、工件坐标转换、加工参数调整等功能,能够满足不同加工需求。
该系统还支持多种通信接口,方便与其他设备进行联动控制,实现生产自动化。
FANUC0iD系统是一种先进、稳定、易操作的数控系统,为数控机床的运行提供了可靠的保障,同时也为机床操作人员提供了便利和高效的工作环境。
1.2 数控机床故障诊断的重要性数控机床故障诊断的重要性不言而喻,它直接关系到数控机床的正常运行和生产效率。
在生产过程中,数控机床可能会出现各种故障,例如电气故障、机械故障、程序故障等,如果及时而准确地诊断和排除这些故障,可以避免生产中断和生产质量下降,从而保障企业的正常生产秩序。
浅谈FANUC0iD系统数控机床故障诊断与维修1. 引言1.1 引言随着数控机床的普及和使用,其故障诊断与维修工作也变得愈发重要。
及时准确地解决数控机床故障,不仅可以避免生产停机带来的损失,还能延长设备的使用寿命。
深入了解FANUC0iD系统的故障诊断与维修方法,对保障生产的顺利进行具有重要意义。
本文将从FANUC0iD系统概述、数控机床常见故障及原因、FANUC0iD系统故障诊断方法、FANUC0iD系统维修注意事项和FANUC0iD系统故障预防方法等方面进行探讨,希望能对读者在实际工作中遇到的数控机床故障提供一些参考和帮助。
让我们一起深入了解FANUC0iD系统的故障诊断与维修工作,为提高生产效率和设备稳定性做出贡献。
2. 正文2.1 FANUC0iD系统概述FANUC0iD系统是一种常见的数控系统,广泛应用于各种数控机床中。
该系统具有高性能和稳定性,能够实现精密加工和高效生产。
FANUC0iD系统采用先进的数字控制技术,具有多轴联动控制、高速运动控制、自动编程等功能,能够满足不同加工需求。
FANUC0iD系统的主要特点包括界面友好、操作简单、程序稳定性高、抗干扰能力强等。
用户可以通过触摸屏或操作面板快速设置加工参数,实现便捷高效的加工操作。
系统具有强大的数据处理能力,能够实时监测加工过程并进行智能调整,保证加工质量和效率。
在实际应用中,FANUC0iD系统可能会出现各种故障,导致生产中断或影响加工质量。
用户需要了解常见故障及原因,及时进行诊断与维修。
在维修过程中,需要注意安全操作,避免造成进一步损坏。
定期进行系统维护保养,可以有效预防故障发生,延长设备使用寿命。
2.2 数控机床常见故障及原因数控机床在使用过程中可能会出现各种故障,影响工作效率和加工质量。
下面列举了一些常见的故障及其原因:1. 电气故障:电气故障是数控机床常见的故障之一,可能是由于电源供应不稳定、电路板接触不良或元件老化等原因造成的。