铝基印制电路板焊装工艺与可靠性研究(质量与可靠性)
- 格式:pdf
- 大小:673.59 KB
- 文档页数:4
印制电路板的可靠性设计措施摘要:本文通过长期科研实践和产品开发,提出了印制电路板在设计与工艺中应解决的可靠性设计、电磁兼容性问题的有效方法。
关键词:印制电路板可靠性电磁兼容1 引言近年,由于先后参加“彩电回扫变压器自动测试系统”“黑白电视机回扫变压器自动测试仪”以及“FBT回扫变压器温控台”,“FBT回扫变压器断续台”的研制开发生产工作,体会到:即使电路原理图和试验板试验正确,印制板电路设计不当,也会对设计的电子产品的可靠性产生不利影响。
印制电路板的设计与工艺越来越显得重要,譬如:印制电路板的两条细平行线靠得近,则会形成信号波形的延迟,在传输线的终端形成反射噪声。
还有印制板地线的阻抗较高,构成公共阻抗就会在器件之间形成耦合干扰,元、器件在印制板中的排列也十分重要。
因此,在设计印制电路板的时候,应注意采用科学的方法进行印制板的可靠性设计和电磁兼容性设计。
2.根据器件排列选择印制电路板的尺寸根据电路原理图中的元器件的体积,多少及相互影响来决定印制电路板的大小尺寸的选择。
印制板尺寸要适中,尺寸大时,即制线条长,阻抗增加,不仅抗噪声能力下降,成本也高,体积也大;尺寸小时,则散热不好,同时易受临近线条干扰。
器件的排列,应把相互有关的器件尽量就近排列,按电路原理图逐级排列。
有两个变压器以上的电路应考虑垂直分布,对发热器件应考虑通风与散热。
3.电磁兼容性设计印制电路板中的电磁兼容设计尤为重要。
电磁兼容性是指电子设备在各种电磁环境中能够正常工作的能力。
电磁兼容性设计的目的是使电子设备既能抑制各种外来的干扰,使电子设备在特定的电磁环境中能够正常工作,同时又能减少电子设备本身对其它电子设备的电磁干扰。
3.1 选择合理的布线印制电路板中选择合理的布线也是提高电磁兼容的好办法。
为了抑制印制电路板导线之间的串扰,在设计布线时应尽量避免长距离的平行走线,尽可能拉开线与线之间的距离,信号线与地线及电源线尽可能不交叉,在一些对干扰十分敏感的信号线之间设置一根接地的印制线,可以有效地抑制串扰。
印制电路板的可靠性设计一、印制电路板的可靠性设计目前电子器材用于各类电子设备和系统仍然以印制电路板为主要装配方式。
实践证明,即使电路原理图设计正确,印制电路板设计不当,也会对电子设备的可靠性产生不利影响。
例如,如果印制板两条细平行线靠得很近,则会形成信号波形的延迟,在传输线的终端形成反射噪声。
因此,在设计印制电路板的时候,应注意采用正确的方法。
一、地线设计在电子设备中,接地是控制干扰的重要方法。
如能将接地和屏蔽正确结合起来使用,可解决大部分干扰问题。
电子设备中地线结构大致有系统地、机壳地(屏蔽地)、数字地(逻辑地)和模拟地等。
在地线设计中应注意以下几点:1.正确选择单点接地与多点接地在低频电路中,信号的工作频率小于1MHz,它的布线和器件间的电感影响较小,而接地电路形成的环流对干扰影响较大,因而应采用一点接地。
当信号工作频率大于10MHz时,地线阻抗变得很大,此时应尽量降低地线阻抗,应采用就近多点接地。
当工作频率在1~10MHz时,如果采用一点接地,其地线长度不应超过波长的1/20,否则应采用多点接地法。
2.将数字电路与模拟电路分开电路板上既有高速逻辑电路,又有线性电路,应使它们尽量分开,而两者的地线不要相混,分别与电源端地线相连。
要尽量加大线性电路的接地面积。
3.尽量加粗接地线若接地线很细,接地电位则随电流的变化而变化,致使电子设备的定时信号电平不稳,抗噪声性能变坏。
因此应将接地线尽量加粗,使它能通过三位于印制电路板的允许电流。
如有可能,接地线的宽度应大于3mm。
4.将接地线构成闭环路设计只由数字电路组成的印制电路板的地线系统时,将接地线做成闭环路可以明显的提高抗噪声能力。
其原因在于:印制电路板上有很多集成电路元件,尤其遇有耗电多的元件时,因受接地线粗细的限制,会在地结上产生较大的电位差,引起抗噪声能力下降,若将接地结构成环路,则会缩小电位差值,提高电子设备的抗噪声能力。
印制电路板的可靠性设计二、电磁兼容性设计电磁兼容性是指电子设备在各种电磁环境中仍能够协调、有效地进行工作的能力。
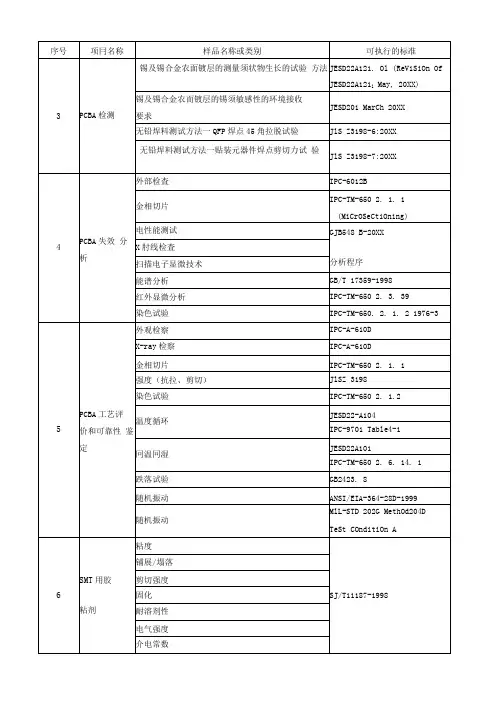
印制电路板的可焊性测试与评价董丽玲;贾燕【摘要】可焊性是印制板的重要性能指标检验是十分重要和必要的,文章介绍和比较了国内常用的几种可焊性试验方法标准,同时列举了三个常用的测试案例予以操作指导.【期刊名称】《印制电路信息》【年(卷),期】2010(000)011【总页数】5页(P44-47,50)【关键词】可焊性;润湿;焊盘;镀覆孔【作者】董丽玲;贾燕【作者单位】江南计算技术研究所印制板质量检测中心,江苏,无锡,214083;江南计算技术研究所印制板质量检测中心,江苏,无锡,214083【正文语种】中文【中图分类】TN411 引言微电子工业的飞速发展,芯片封装的不断小型化,不仅促进了印制电路板朝高密度、多层化方向发展,同时还对印制电路板的可焊性等工艺提出了更严格的要求。
与此同时,电子产品的无铅工艺,对可焊性的要求也越来越高。
在当前器件引脚、印制电路板焊盘(孔)及至焊点均越来越小型化的情况下,可焊性对产品可靠性的影响至关重要。
因此,本文对印制电路板的可焊性测试与评价将作重点介绍,并进行了此方面的案例分析。
2 可焊性测试的主要标准与方法我国印制电路板的可焊性测试方法的国家标准是GB/T 4677-2002《印制板测试方法》,其对应的IEC标准是IEC 603262:1990《印制板第2 部分试验方法》和IEC 60068220:1979《环境试验第220部分:试验T:锡焊》,后来又有IEC 611893《互连结构和组装件用电工材料试验方法第3 部分:互连结构(印制板)的试验方法》。
国家军用标准是GJB362B-2009《刚性印制板通用规范》,其对应的标准是MILPRF-55110G:2006《刚性印制板通用规范》。
IPC印制板可焊性测试方法标准最早是1970年的IPC-S-801《印制线路板可焊性边缘浸焊测试方法》,美国EIA(电子工业协会)也制定了电子焊接方面的标准。
后来IPC与EIA 共同制定联合标准(Joint Standard),其中印制板可焊性测试方法标准IPC/EIA J-STD-003于1992年4月发布,2003年2月修订为IPC/EIA J-STD-003A,以上方法全部是有铅的方法。
浅析印制电路板的焊接缺陷(推荐5篇)第一篇:浅析印制电路板的焊接缺陷浅析印制电路板的焊接缺陷【摘要】随着我国科学技术的不断发展,电子行业在我国迅速崛起,电子产品风靡全国。
印制电路板作为电子产品中的一个关键零部件,其设计和制造过程得到了电子产品制造公司的高度重视。
本文结合自己多年的工作经验,着重对印制电路板的焊接工艺缺陷进行简要分析。
【关键词】印制电路板;焊接;工艺缺陷引言焊接工艺从本质上讲属于一种典型的化学处理工艺,不同的焊接对象需要选择不同的焊接工艺,不同的焊接工艺所采用的化学原理也不相同。
印制电路板的主要作用是良好的对电子产品中所用到的电子元器件进行连接,使它们形成一个稳定、完整的系统,进而达到电子产品的设计要求。
在我国电子科技飞速发展的大背景下,印制电路板的结构变得越来越复杂,焊接工艺作为印制电路板在制造过程中的关键性工序之一,对整个电路板的整体性能起着决定性的作用,我们必须加大对印制电路板在制造过程中焊接工艺的重视,认真分析焊接缺陷,提高焊接质量,进而提高印制电路板的合格率。
1、由印制电路板的设计不合理,造成的焊接缺陷众所周知,安装在不同电子产品中的印制电路板其大小规格也各不相同,有的稍微大一点,有的则要小一点,电路板的大小会对后期制作过程中的印制电路板焊接工艺造成严重的影响,对于具体印制电路板而言,其大小和形状设计是由很多因素决定的。
当印制电路板的尺寸较大的时候,焊接工艺在执行过程中相对于较小的电路板而言容易控制并保证焊接质量,但是较大的印制电路板在焊接过程中会形成很长的焊接线条,而我们知道焊接线条的长短会直接影响印制电路板的阻抗和声抗,从而影响印制电路板的整体性能。
此外,焊接线条的增长还会加大印制电路板的生产成本,影响印制电路板生产企业的经济效益。
当印制电路板的形状较小的时候,直接的就会加大印制电路板在焊接过程中的焊接难度,在电路板的焊接过程中,一块电路板需要焊接的部位通常情况下不止一个,在这种情况下,如果印制电路板的形状较小,还会使相邻焊接线条之间形成相互干扰,影响电路板的综合性能,严重的时候会直接导致电路板报废。
焊点的质量与可靠性机电工程学院微电子制造工程1000150312 黄荣雷摘要:本文介绍了Sn-Pb合金焊接点发失效的各种表现形式,探讨失效的各种原因。
在实践基础上,指出如何在工艺上进行改进已改善焊点的可靠性,提高产品的质量。
1前言电子产品的"轻、薄、短、小"化对元器件的微型化和组装密度提出了更高的要求。
在这样的要求下,如何保证焊点质量是一个重要的问题。
焊点作为焊接的直接结果,它的质量与可靠性决定了电子产品的质量。
也就是说,在生产过程中,组装的质量最终表现为焊接的质量。
目前,在电子行业中,虽然无铅焊料的研究取得很大进步,在世界范围内已开始推广应用,而且环保问题也受到人们的广泛关注,但是由于诸多的原因,采用Sn-Pb焊料合金的软钎焊技术现在仍然是电子电路的主要连接技术。
文中将就Sn-Pn焊料合金的焊点质量和可靠性问题进行较全面地介绍。
2焊点的外观评价良好的焊点应该是在设备的使用寿命周期内,其机械和电气性能都不发生失效。
其外观表现为:(1)良好的湿润;(2)适当的焊料量和焊料完全覆盖焊盘和引线的焊接部位(或焊端),元件高度适中;(3)完整而平滑光亮的表面。
原则上,这些准则适合于SMT中的一切焊接方法焊出的各类焊点。
此外焊接点的边缘应当较薄,若焊接表面足够大,焊料与焊盘表面的湿润角以300以下为好,最大不超过600。
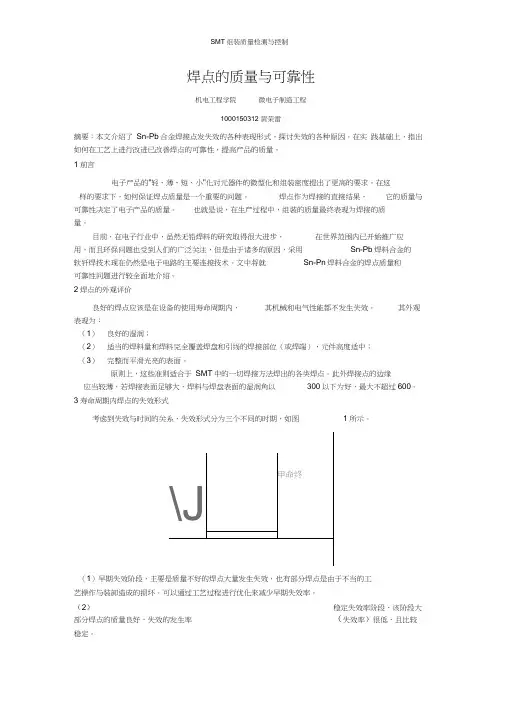
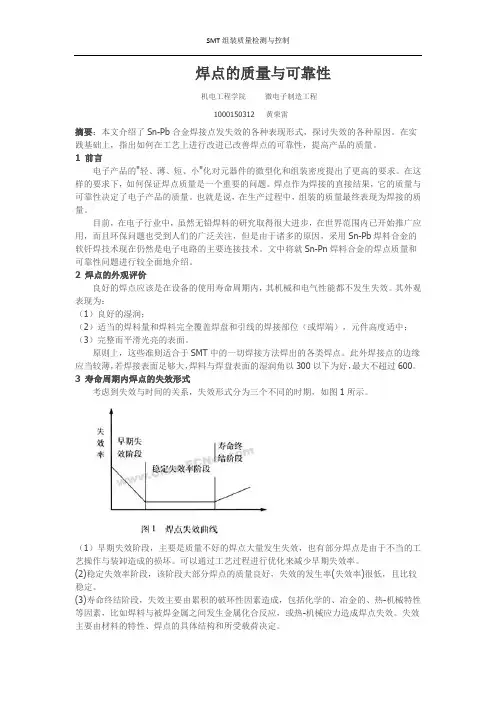
3寿命周期内焊点的失效形式考虑到失效与时间的关系,失效形式分为三个不同的时期,如图1所示。
(1)早期失效阶段,主要是质量不好的焊点大量发生失效,也有部分焊点是由于不当的工艺操作与装卸造成的损坏。
可以通过工艺过程进行优化来减少早期失效率。
(2)稳定失效率阶段,该阶段大部分焊点的质量良好,失效的发生率(失效率)很低,且比较稳定。
(3)寿命终结阶段,失效主要由累积的破环性因素造成,包括化学的、冶金的、热-机械特性等因素,比如焊料与被焊金属之间发生金属化合反应,或热-机械应力造成焊点失效。
焊点的质量与可靠性机电工程学院微电子制造工程1000150312 黄荣雷摘要:本文介绍了Sn-Pb合金焊接点发失效的各种表现形式,探讨失效的各种原因。
在实践基础上,指出如何在工艺上进行改进已改善焊点的可靠性,提高产品的质量。
1 前言电子产品的"轻、薄、短、小"化对元器件的微型化和组装密度提出了更高的要求。
在这样的要求下,如何保证焊点质量是一个重要的问题。
焊点作为焊接的直接结果,它的质量与可靠性决定了电子产品的质量。
也就是说,在生产过程中,组装的质量最终表现为焊接的质量。
目前,在电子行业中,虽然无铅焊料的研究取得很大进步,在世界范围内已开始推广应用,而且环保问题也受到人们的广泛关注,但是由于诸多的原因,采用Sn-Pb焊料合金的软钎焊技术现在仍然是电子电路的主要连接技术。
文中将就Sn-Pn焊料合金的焊点质量和可靠性问题进行较全面地介绍。
2 焊点的外观评价良好的焊点应该是在设备的使用寿命周期内,其机械和电气性能都不发生失效。
其外观表现为:(1)良好的湿润;(2)适当的焊料量和焊料完全覆盖焊盘和引线的焊接部位(或焊端),元件高度适中;(3)完整而平滑光亮的表面。
原则上,这些准则适合于SMT中的一切焊接方法焊出的各类焊点。
此外焊接点的边缘应当较薄,若焊接表面足够大,焊料与焊盘表面的湿润角以300以下为好,最大不超过600。
3 寿命周期内焊点的失效形式考虑到失效与时间的关系,失效形式分为三个不同的时期,如图1所示。
(1)早期失效阶段,主要是质量不好的焊点大量发生失效,也有部分焊点是由于不当的工艺操作与装卸造成的损坏。
可以通过工艺过程进行优化来减少早期失效率。
(2)稳定失效率阶段,该阶段大部分焊点的质量良好,失效的发生率(失效率)很低,且比较稳定。
(3)寿命终结阶段,失效主要由累积的破环性因素造成,包括化学的、冶金的、热-机械特性等因素,比如焊料与被焊金属之间发生金属化合反应,或热-机械应力造成焊点失效。
印制电路板的组装工艺摘要:电路板作为人们日常生产生活中常见的一类电子设备,其在应用中对于设备运行的稳定性,以及设备可靠性影响重大。
当前在实际发展的过程中,印制电路板作为主要的核心模块之一,关于其组装工艺也引起作业人员以及设计人员的注意。
如何更好的进行印制电路板的组装,并且发挥组装工艺的效果,成为当前印制电路板组装作业发展中主要面临的问题。
文章针对当前印制电路板的组装工艺,进行简要的分析研究。
关键词:印制电路板;组装工艺;插装电路板的应用大到飞机航天器,小到电子手表等设备,其在制造应用中均应用了大量的电路板。
当前电路板器材的应用,对于社会经济的稳定发展,以及电子工业技术的发展影响重大。
在此过程中关于印制电路板的组装工艺对器材应用效果的影响,也引起了广泛的关注。
因此在实际发展中,关于印制电路板的组装工艺优化改善,也成为设计人员以及组装人员长期研究的课题。
1.印制电路板印制电路板也称为印刷电路板,其在制造应用中首先进行电路板电路设计和图形绘制,以此降低设计错误提升设计质量。
后期在生产中进行规划设计线路的印刷,并进行各类元器件的组装,以此形成完善的电力应用器件。
印制电路板在应用中具备成本低,应用效果良好,制造工艺简单等优势。
2.印制电路板组装工艺的基本要求2.1元件预处理印制电路板的在组装之前,需进行一定的预处理作业,主要原因为电路板或元器件在运输、存储的过程中产生了氧化现象,氧化现象的出现对于电路板后期的接触质量,造成较大的影响。
因此为确保后期的组装效果,作业人员首先针对电路板以及元器件表面的氧化层进行处理。
并且针对引线部分进行处理,最终确保电路板元器件表面无残留物、镀锡层无划痕伤痕,无突出物确保表面光滑。
2.2引线成形设计制作要求印制电路板中的引线等同于正常电路连接中的电线,电线的连接和安装需具备一定的整齐性和统一性。
电路板中引线也应做到整体统一,具体落实的过程中应确保孔径的合理性,避免过大造成的焊接不良或过小造成插入不良现状。
印制电路板的可靠性设计(二)三、去耦电容配置在直流电源回路中,负载的变化会引起电源噪声。
例如在数字电路中,当电路从一个状态转换为另一种状态时,就会在电源线上产生一个很大的尖峰电流,形成瞬变的噪声电压。
配置去耦电容可以抑制因负载变化而产生的噪声,是印制电路板的可靠性设计的一种常规做法,配置原则如下︰电源输入端跨接一个 10 ~ 100uF 的电解电容器,如果印制电路板的位置允许,采用 100uF 以上的电解电容器的抗干扰效果会更好。
为每个集成电路芯片配置一个的陶瓷电容器。
如遇到印制电路板空间小而装不下时,可每 4 ~ 10 个芯片配置一个 1 ~ 10uF 钽电解电容器,这种器件的高频阻抗特别小,在 500kHz ~ 20MHz 范围内阻抗小于 1 Ω,而且漏电流很小(以下)。
对于噪声能力弱、关断时电流变化大的器件和 ROM 、 RAM 等存储型器件,应在芯片的电源线( Vcc )和地线( GND )间直接接入去耦电容。
去耦电容的引线不能过长,特别是高频旁路电容不能带引线。
四、印制电路板的尺寸与器件的布置印制电路板大小要适中,过大时印制线条长,阻抗增加,不仅抗噪声能力下降,成本也高;过小,则散热不好,同时易受临近线条干扰。
在器件布置方面与其它逻辑电路一样,应把相互有关的器件尽量放得靠近些,这样可以获得较好的抗噪声效果。
如图 2 所示。
时种发生器、晶振和 CPU 的时钟输入端都易产生噪声,要相互靠近些。
易产生噪声的器件、小电流电路、大电流电路等应尽量远离逻辑电路,如有可能,应另做电路板,这一点十分重要五、热设计从有利于散热的角度出发,印制版最好是直立安装,板与板之间的距离一般不应小于 2cm ,而且器件在印制版上的排列方式应遵循一定的规则︰对于采用自由对流空气冷却的设备,最好是将集成电路(或其它器件)按纵长方式排列,如图 3 示;对于采用强制空气冷却的设备,最好是将集成电路(或其它器件)按横长方式排列。
PCB板级组装的可靠性关键词:印制电路板PCB印制板设计摘要:PCB越来越显示它的重要性,组装的可靠性成为电子产品竞争力的重要体现。
通过对影响板级组装可靠性主要因素的分析,从元器件的合理选用、基板的选择、焊膏印刷以及回流焊的质量控制5个方面就提高PCB板级组装可靠性的方法和路径。
1.引言随着信息化技术的迅猛发展分,尤其在现代武器系统中的含量和地位已经成为决定武器装备总体实力的关键因素,而电子产品的质量直接决定着武器装备在战场上的效能发挥,因此,目前提高电子产品的组装质量,尤其是提高PCB板级组装的可靠性就显得尤为迫切。
本文从元器件的合理选用设计、基板的选择设计、元件的布局和方向设计、SMT焊膏印刷以及回流焊的质量控制这5个方面就如何提高PCB板级组装的可靠性进行了说明。
2.元器件的合理选用设计元器件的合理选用设计是PCB板级组装中关键的一环。
根据工艺、设备和总体设计要求,对已确定元器件的电气性能和功能来选择SMC/SMD 的封装形式和结构,这对线路设计密度、可生产性、可测试性和可靠性起决定性的作用[1]。
现在SMT元器件的规格繁多而结构各异,实现同样功能的集成电路可能存在多种封装形式;在电路PCB设计时,应根据市场供应商提供的元器件规格和现有生产设备的能力和精度,进行合理的选择。
2.1 矩形片状元件针对片状电阻器、片状电容器和片状电感器,常见问题是设计的焊盘与元件的外型尺寸不相匹配。
焊盘尺寸远大于元件的外型尺寸,焊接时靠焊锡的堆积来连接,容易造成元件在振动时拉裂,而焊盘尺寸小于元件的外型尺寸则无法焊接。
2.2 SOP小外形封装和SOJ封装即DIP封装集成电路的缩小型,引脚主要有欧翼形、J形和I形。
常见问题有印制板设计时无1脚的丝印标记,造成焊接时无法确认其方向;由于器件引脚的氧化,在回流焊接后容易引起虚焊。
2.3 PLCC塑封有引线芯片载体元件占用面积小,引脚强度高不易变形,但焊点的检修不方便。