车铣复合加工中心凸轮轴加工
- 格式:pdf
- 大小:137.37 KB
- 文档页数:3
凸轮加工方法的优化凸轮加工是机械制造中常见的加工方法之一,它广泛应用于发动机、机床以及其他需要传动力的设备中。
凸轮加工的优化可以有效提高加工效率和质量,减少成本和资源浪费。
本文将从凸轮加工的常见方法、优化策略以及实施步骤等方面进行详细介绍。
一、凸轮加工的常见方法凸轮加工的常见方法包括铣削、磨削、冷挤压等。
1. 铣削方法:铣削是一种通过切去工件表面的金属,使工件形成所需形状的方法。
铣削凸轮时,一般采用立铣或卧铣等方式,通过铣刀的旋转切削,以达到所需形状和尺寸的目的。
2. 磨削方法:磨削是利用磨料粒子的高速旋转和相对于工件表面的相对运动,使工件表面被磨削掉一定厚度,从而达到提高工件表面质量和形状精度的目的。
磨削凸轮时,常用的磨削方法有平面磨削、圆周磨削和外圆磨削等。
3. 冷挤压方法:冷挤压是指在常温下将金属材料塑性变形为所需形状的方法。
冷挤压凸轮时,一般采用专用的凸轮冷挤压机械设备,通过压力和模具的作用,将金属材料挤压成凸轮形状。
二、凸轮加工的优化策略凸轮加工的优化策略主要包括工艺优化、刀具选择与优化和加工参数优化等。
1. 工艺优化:在凸轮加工过程中,通过对工艺流程、工艺设备和工艺参数的优化,提高加工效率和质量。
合理选择加工工艺流程和设备,合理设置加工工步和切削速度,以及合理选择刀具和夹具等。
2. 刀具选择与优化:刀具是凸轮加工中至关重要的工具,刀具的选择和优化直接影响到加工效果和质量。
优化刀具选择的方法有两种:一种是选择适合具体凸轮加工的专用刀具,比如铣刀、磨削砂轮等;另一种是通过改进刀具形状和材质来提高切削效率和寿命。
3. 加工参数优化:加工参数是凸轮加工中影响加工效果和质量的重要因素。
通过调整和优化加工参数,使得加工过程更加稳定和高效。
加工参数优化的方法有试验法、模拟法和优化算法等。
三、凸轮加工方法的优化实施步骤凸轮加工方法的优化实施步骤主要包括以下几个方面:1. 分析凸轮加工对象的特点和要求,确定加工工艺流程和设备。
凸轮轴工艺流程
《凸轮轴工艺流程》
在汽车发动机中,凸轮轴是一个重要的零件,它控制着气门的开闭时间以及排气和进气的顺序。
因此,凸轮轴的制造工艺流程对于发动机的性能和效率都有很大的影响。
凸轮轴的制造工艺流程主要包括以下几个步骤:
1. 材料选择:凸轮轴通常采用优质的合金钢材料制造,以保证其强度和耐磨性。
材料选择是凸轮轴制造的第一步,关乎整个制造工艺的质量和效率。
2. 粗加工:在粗加工阶段,通过车床和铣床对原材料进行切削和成形,初步将凸轮轴的形状和尺寸加工出来。
3. 热处理:凸轮轴经过粗加工后需要进行热处理,以提高其硬度和耐磨性。
热处理通常包括淬火、回火等工艺,确保凸轮轴具有所需的材料性能。
4. 精加工:在精加工阶段,需要进行车削、磨削等工艺,对凸轮轴进行更精细的加工,以确保其表面平整度和尺寸精度。
5. 表面处理:凸轮轴的表面通常需要进行镀铬或其他表面处理,以提高其抗腐蚀性和表面光洁度。
6. 组装:最后,经过上述工艺流程加工完成的凸轮轴将进行组
装,与其他部件一起组装成为完整的汽车发动机。
通过上述工艺流程,凸轮轴可以获得优质的性能和精确的尺寸,从而保证发动机的高效运转和稳定性能。
凸轮轴的工艺流程需要严格的质量控制和精密的加工技术,以确保其质量和可靠性。
dtm-b70系列车铣复合加工中心的组成以dtm-b70系列车铣复合加工中心的组成为标题dtm-b70系列车铣复合加工中心是一种用于金属材料加工的高精度机械设备。
它由多个主要部件组成,包括床身、主轴、车床刀塔、铣床刀塔、刀库和控制系统等。
下面将逐一介绍这些组成部分的功能和特点。
1. 床身:dtm-b70系列车铣复合加工中心的床身是整个机床的基础结构,负责承载各个运动部件和工作台。
床身通常采用高强度铸铁材料制成,以保证机床的稳定性和刚性。
床身上设有滑道和滚珠丝杠,用于导向和传动运动部件。
2. 主轴:主轴是车铣复合加工中心的核心部件,负责驱动刀具进行切削加工。
dtm-b70系列车铣复合加工中心的主轴通常采用高速电主轴或高速电主轴加液压主轴的组合,以满足不同加工需求。
主轴具有高转速、高刚性和低振动的特点,可实现高精度的切削加工。
3. 车床刀塔:车床刀塔是车铣复合加工中心上用于车削加工的工具刀架。
dtm-b70系列车铣复合加工中心通常配备多轴刀塔,可实现多工序的车削加工。
车床刀塔具有快速换刀、高精度和稳定性好的特点,可满足复杂工件的车削要求。
4. 铣床刀塔:铣床刀塔是车铣复合加工中心上用于铣削加工的工具刀架。
dtm-b70系列车铣复合加工中心通常配备多轴刀塔,可实现多工序的铣削加工。
铣床刀塔具有快速换刀、高刚性和高精度的特点,可实现复杂工件的铣削加工。
5. 刀库:刀库是车铣复合加工中心上存放刀具的储存设备。
dtm-b70系列车铣复合加工中心的刀库通常采用自动换刀系统,可实现快速、准确地更换刀具。
刀库具有大容量、自动化程度高和换刀速度快的特点,可提高加工效率和自动化水平。
6. 控制系统:控制系统是车铣复合加工中心的核心部件,负责对机床的运动和加工过程进行控制。
dtm-b70系列车铣复合加工中心通常采用数控系统,可实现高精度、高效率的加工操作。
控制系统具有人机界面友好、操作简单、功能强大的特点,可满足复杂工艺要求。
凸轮轴加工工艺凸轮轴是发动机中的重要构件之一,它主要起到控制气门开闭时间和气门升程的作用,对于发动机的性能和效率有着重要影响。
因此,凸轮轴的加工工艺十分关键,下面将详细介绍凸轮轴的加工工艺流程。
凸轮轴的加工需要选用高精度的数控机床进行加工。
加工前需要进行工艺规程和工艺卡的编制,明确各道工序的要求和顺序。
在加工过程中,需要使用切削液进行冷却和润滑,以保证加工质量。
第一道工序是凸轮轴的车削。
车削是将原材料的一端固定在机床上,通过机床的主轴旋转,切削刀具在凸轮轴上移动,使工件表面达到所需的形状和尺寸。
车削过程中需要控制切削刀具的进给速度和主轴转速,以保证加工质量和效率。
第二道工序是凸轮轴的铣削。
铣削是使用铣刀进行切削,将凸轮轴上不需要的部分切削掉,以得到凸轮轴的最终形状。
铣削过程中需要控制铣刀的进给速度和主轴转速,同时还需要控制切削刀具的切削深度和切削宽度,以保证加工质量和效率。
第三道工序是凸轮轴的磨削。
磨削是利用磨粒对凸轮轴进行磨削,以提高其表面质量和精度。
磨削过程中需要控制磨粒的种类和大小,磨削速度和磨削压力,以保证加工质量和效率。
第四道工序是凸轮轴的热处理。
热处理是将凸轮轴加热到一定温度,然后进行冷却,以改变其组织结构和性能。
热处理过程中需要控制加热温度和保温时间,冷却速度和冷却介质,以保证加工质量和效果。
第五道工序是凸轮轴的精密磨削。
精密磨削是对凸轮轴进行进一步的磨削,以提高其精度和表面质量。
精密磨削过程中需要使用高精度的磨削设备和磨粒,同时需要控制磨削参数和工艺,以保证加工质量和效率。
进行凸轮轴的检测和组装。
检测是对加工后的凸轮轴进行尺寸和形状的检测,以确保其符合设计要求。
组装是将凸轮轴安装到发动机中,并进行调试和测试,以确保其正常工作。
凸轮轴的加工工艺包括车削、铣削、磨削、热处理、精密磨削、检测和组装等工序。
在加工过程中需要控制各种参数和工艺,以保证加工质量和效率。
只有通过精密的加工工艺,才能制造出高质量的凸轮轴,提高发动机的性能和效率。
高档数控机床技术:龙门式车铣复合加工中心简介高档数控机床技术:龙门式车铣复合加工中心但是,在深孔内径部的车削加工中,为了尽可能开阔加工对象,换言之,为了加工比较狭窄的内径部,牺牲一些刚性来抑制滑枕轴的截面尺寸。
也可以扩大滑枕轴的截面尺寸不牺牲刚性,但出现对可加工的工件的限制过大的致命缺陷。
为了解决这些问题,公开有废除内径深孔加工专用的滑枕轴,在主轴头安装内径车削用附件,从而无需牺牲刚性,也能够确保从主轴头突出的长度的方法。
但是,即使准备了具有一定程度的突出长度的附件,对于深度在该长度以上的工件,主轴头还是受到工件的孔入口的干扰,工具刀尖无法达到加工部,无法进行加工。
为了避免这样的干扰,需要进一步延长附件的突出量,或者延长安装在附件上的车削工具的突出量。
但是,不管哪种做法均降低针对切削抵抗的刚性。
一种安装在具有B轴控制的复合加工机的主轴头,能够进行比附件的突出量更深孔的内径加工的内径车削附件。
机床包括:安装工件并绕垂直轴旋转的工作台;位于该工作台的上方,绕水平轴旋转自如的主轴头;内置于该主轴头中,装卸自如地安装工具并绕工具轴旋转的主轴;以及,通过专用的夹具机构装卸自如地安装于主轴头的附件。
并且,附件包括:附件座,具有向主轴头安装的安装部;躯体,固定在附件座的下部;以及,车刀架,安装在该躯体的下部,车刀架具有能够装卸自如地安装车削工具的工具安装面,能够变更工具安装角度,工具安装角度是安装附件时与主轴的轴心正交的平面与工具安装面构成的角度(下面,称为工具安装角度)。
工具安装角度不同的多个车刀架,可以通过交换车刀架来变更工具安装角度。
主轴头的旋转轴定位角度定位在所述主轴的轴心和垂直线构成的角度(β1 )与所述工具安装角度(β2 )大致相同的角度,从而进行车削加工。
机床1具有床10,床10的较长方向的中央部立设有门形柱状物20。
横梁30以可在作为垂直轴的W轴方向自由升降的方式安装在柱状物20。
横梁30上搭载沿作为水平方向的轴的Y轴移动的鞍座40,滑枕50安装在鞍座40上。
凸轮轴加工方法凸轮轴是一种用于控制气门开合时机的机械零部件,广泛应用于汽车、摩托车、发电机和船舶等内燃机设备中。
由于凸轮轴主要用于控制气门的正时运动,因此其制造加工过程要求精度高、表面光滑、强度大、耐磨性好等特点。
下面我将详细介绍凸轮轴的加工方法。
凸轮轴的加工方法主要包括以下几个步骤:材料准备、设计图纸制作、车削、热处理、研磨、喷涂及总装等。
接下来我将逐一介绍这些步骤。
首先是材料准备。
凸轮轴通常采用高强度合金钢作为基础材料。
这种材料具有较高的强度和耐磨性,能够满足凸轮轴的工作要求。
在材料准备过程中,需要根据凸轮轴的尺寸、形状和材料要求选择合适的钢材,并进行锻造或切割成所需的坯料。
接下来是设计图纸制作。
根据凸轮轴的功能和使用要求,需要根据设计规范和要求制作详细的设计图纸。
设计图纸应包括凸轮轴的尺寸、形状、孔距、边缘处理和表面光洁度等要求。
设计图纸制作完成后,可以进行车削加工。
车削加工是凸轮轴制造中最重要的工序之一。
它是通过将工件固定在车床上,利用车刀逐渐切削去除金属材料,形成凸轮轴的外形和内孔。
车削加工可以采用多轴车床来实现,通过动态切削和传动装置的配合,精确地控制凸轮轴的形状和尺寸。
在车削加工完成后,需要对凸轮轴进行热处理。
热处理是通过加热和冷却的过程来改变材料的结构和性能。
热处理的主要目的是提高凸轮轴的强度和耐磨性,减少因磨损而引起的故障。
常用的热处理方法包括淬火、回火和正火等。
热处理完成后,需要进行研磨加工。
研磨是通过研磨机械将凸轮轴的表面进行微小的切削和抛光,以提高其表面光洁度和精度。
研磨加工可以分为粗磨、中磨和精磨等不同工序,每个工序都有特定的研磨工具和研磨参数,以保证研磨效果的质量。
研磨加工完成后,可以对凸轮轴进行喷涂。
喷涂是将合适的涂层材料喷射到凸轮轴的表面,以提高其耐磨性和抗腐蚀性。
常用的喷涂材料包括热喷涂材料、阳极氧化涂层、涂层颗粒等,每种材料都有不同的特性和应用范围。
最后是凸轮轴的总装。
凸轮轴工艺流程凸轮轴工艺流程是指在凸轮轴生产过程中所经历的各个阶段和工艺流程。
下面将以汽车凸轮轴的工艺流程为例,介绍一下凸轮轴的生产工艺流程。
第一步:原材料准备凸轮轴的原材料主要是采用高品质的合金钢,如40Cr、45#钢或者一些特殊合金。
首先需要根据产品的要求,选择适合的原材料,并进行材料检验和质量评估。
第二步:锻造在锻造过程中,按照凸轮轴的设计图纸,锻造出粗略的凸轮轴预制件。
通过锻造的加工方式,可以使原材料得到一定的塑性变形,从而提高凸轮轴的强度和硬度。
第三步:热处理经过锻造后的凸轮轴预制件需要进行热处理,以改善材料的组织结构和机械性能。
一般采用淬火和回火的方式进行热处理,通过控制温度和时间,使凸轮轴表面形成一层硬质的淬透层,而内部则形成韧性较好的回火层。
第四步:机械加工经过热处理的凸轮轴预制件需要进行机械加工,以使其达到设计要求的尺寸和形状。
机械加工包括车、铣、钻、刨、磨等工艺,通过这些工艺可以获得精确的尺寸和表面质量。
第五步:磨削在机械加工后,凸轮轴还需要进行磨削工艺,以进一步提高其尺寸精度和表面质量。
磨削包括外圆磨削、凸轮轴台阶磨削、轴颈磨削等工艺,通过磨削可以使凸轮轴的尺寸和表面达到更高的精度要求。
第六步:表面处理由于凸轮轴在使用过程中需要承受较大的摩擦和压力,为了提高其耐磨性和耐腐蚀性,常常需要进行表面处理。
常见的表面处理方式有镀铬、喷涂以及高频感应淬火等工艺。
第七步:质检凸轮轴经过以上的各个工艺流程后,需要进行质检。
质检主要包括尺寸检查、硬度检测、表面质量检验等,以确保凸轮轴达到设计要求和产品标准。
第八步:包装和发货经过质检合格的凸轮轴将进行包装和发货。
根据客户的需求和产品特性,进行合适的包装,以保证产品的完好无损,并安排好发货事宜,将产品准时送达客户手中。
以上就是汽车凸轮轴的工艺流程,在实际生产过程中,流程还可能因产品型号、规格和要求的不同而有所调整。
而每个阶段都需要严格控制和监督,确保凸轮轴的质量和性能达到客户的需求和要求。
凸轮加工工艺流程凸轮加工是一种常见的机械加工工艺,用于制造各种机械设备中的凸轮零件。
凸轮作为机械传动中的重要部件,其形状和精度对机械运行的稳定性和效率起着至关重要的作用。
下面将介绍凸轮加工的工艺流程。
在凸轮加工前,需要根据设计图纸和要求准备好所需的原材料,通常使用高强度合金钢来制作凸轮。
接下来,需要进行车削工序,将原材料的一侧车削成圆柱形,并确保其直径和长度符合要求。
然后,需要进行铣削工序,将凸轮的外轮廓形状加工出来。
这一步通常采用数控铣床进行,以保证加工精度和效率。
凸轮的外轮廓形状通常是根据机械装置的工作原理和传动要求确定的。
在铣削过程中,需要使用合适的铣刀和切削参数,以确保加工出的凸轮外形光滑、精确,并符合设计要求。
铣削工序通常需要多次进行,通过不同的刀具和加工路径,逐渐将凸轮外形加工出来。
在铣削完成后,还需要进行磨削工序,以进一步提高凸轮外形的精度和表面质量。
磨削通常采用专用的磨床进行,可以通过控制磨削头的运动轨迹和磨削参数,对凸轮外形进行微调和修整。
还需要进行检验和调试工序,以确保加工出的凸轮符合设计要求和机械装置的传动要求。
检验通常包括凸轮外形尺寸、表面质量和轮廓曲线等方面的检查。
调试则是将加工好的凸轮安装到机械装置中进行试运行,检查其传动效果和稳定性,并根据实际情况进行调整和修正。
凸轮加工是一项复杂而精密的工艺,需要经过多个工序的加工和调试。
通过合理的工艺流程和精确的操作,可以加工出符合设计要求的凸轮零件,为机械装置的正常运行提供保障。
凸轮加工的工艺流程可以根据具体的需求和装备的不同,进行适当的调整和优化,以提高加工效率和质量。
车铣复合机床工作原理车铣复合机床是一种将车床和铣床两种机床功能集合在一起的复合机床,它可以实现既能车削又能铣削的加工操作。
车铣复合机床的工作原理如下:车削是通过旋转工件,在刀具的作用下切削下工件上多余的材料,实现工件的加工和成型。
车铣复合机床的车削功能是通过主轴驱动工件旋转,同时刀具在工件上进行进给运动,实现削除多余材料的加工过程。
铣削是通过借助刀具的多刃运动以及工件的相对运动,在刀具的切削下,从工件上削除多余的材料,实现工件的加工和成型。
车铣复合机床的铣削功能是通过主轴驱动刀具旋转,同时工件在工作台上进行进给运动,实现切削和削除多余材料的加工过程。
车铣复合机床在工作时,一般先进行车削加工,然后进行铣削加工。
具体的工作流程如下:1. 准备工作:选择合适的刀具和工件夹持装置,安装刀具,并通过夹具将工件固定在工作台上。
2. 车削加工:启动复合机床,调整主轴和刀具的速度、进给速度等参数。
刀具从工件上切削材料,通过主轴的旋转和刀具的进给运动,实现对工件的车削加工。
车削加工通常用于加工圆柱面、端面、孔等。
3. 铣削加工:车削加工完成后,还需要进行铣削加工。
调整复合机床的参数,使主轴和工作台以及刀具之间形成合适的切削速度和进给速度。
工作台在水平和垂直方向上运动,使刀具切削工件,削除多余材料。
铣削加工通常用于加工平面、凸轮、齿轮等。
4. 加工完毕:根据加工需要,复合机床可能还需要进行其它操作,如换刀、更换夹具等。
车铣复合机床的工作原理基本上就是通过主轴的旋转和工作台的运动,配合刀具的切削,实现对工件的加工。
它的工作原理和普通的车床和铣床类似,但是具有更大的加工范围和更高的加工效率。
车铣复合机床不仅可以提高加工的精度和效率,还可以减少切换机床的时间和成本,更加方便和灵活地完成复合加工需求。
车铣复合加工中心国标
摘要:
车铣复合加工中心国标
I.车铣复合加工中心的概述
- 车铣复合加工中心的定义
- 车铣复合加工中心的特点
- 车铣复合加工中心的主要应用领域
II.国标对于车铣复合加工中心的规定
- 国标对于车铣复合加工中心的分类
- 国标对于车铣复合加工中心的技术要求
- 国标对于车铣复合加工中心的测试方法
III.车铣复合加工中心的发展趋势
- 车铣复合加工中心的国内外市场情况
- 车铣复合加工中心的新技术发展
- 车铣复合加工中心的未来发展方向
正文:
车铣复合加工中心国标
车铣复合加工中心是一种集车削和铣削于一体的数控机床,能够实现复杂零件的加工,具有高精度、高效率和高灵活性等特点。
车铣复合加工中心主要应用于航空航天、汽车制造、模具制造等领域。
我国对于车铣复合加工中心有着严格的标准规定。
根据国标,车铣复合加
工中心分为两类:一类是卧式车铣复合加工中心,另一类是立式车铣复合加工中心。
两类车铣复合加工中心都应满足国标对于其技术要求,包括加工精度、加工效率、机床稳定性等。
国标还规定了车铣复合加工中心的测试方法,包括静态测试和动态测试。
随着我国制造业的不断发展,车铣复合加工中心的需求量也在不断增加。
目前,国内车铣复合加工中心的市场需求主要来自于航空航天、汽车制造、模具制造等领域。
同时,车铣复合加工中心的新技术也在不断涌现,例如高速切削技术、五轴联动加工技术等。
车铣复合加工中心国标
【实用版】
目录
1.车铣复合加工中心的概述
2.国标的定义和作用
3.车铣复合加工中心的国标标准
4.车铣复合加工中心的应用范围
5.车铣复合加工中心的未来发展趋势
正文
一、车铣复合加工中心的概述
车铣复合加工中心是一种集车削、铣削、钻孔、镗孔、磨削等多种加工功能于一体的机床,具有高精度、高效率、高自动化程度等特点,广泛应用于航空航天、汽车制造、精密仪器等制造领域。
二、国标的定义和作用
国标,即国家标准,是指由国家的官方标准化机构或国家政府授权的部门制定、发布和实施的,用于规范和指导国民经济和社会发展的标准。
在车铣复合加工中心领域,国标主要用于规范和指导车铣复合加工中心的设计、制造、检验和使用等方面的技术要求,以保证产品的质量和性能。
三、车铣复合加工中心的国标标准
在我国,车铣复合加工中心的国标标准主要由国家标准化管理委员会制定,并在国家质量监督检验检疫总局备案。
国标标准对车铣复合加工中心的术语和定义、分类和命名、型式和尺寸、技术要求、试验方法、检验规则、包装、运输和储存等方面都作出了详细的规定。
四、车铣复合加工中心的应用范围
车铣复合加工中心具有广泛的应用范围,可用于加工各种轴类、盘类、箱体类等零件,特别适用于大型、复杂、精密零件的加工。
此外,车铣复合加工中心还广泛应用于航空航天、汽车制造、精密仪器、模具制造等高端制造领域。
五、车铣复合加工中心的未来发展趋势
随着制造业的升级和转型,车铣复合加工中心的未来发展趋势将更加注重高效率、高精度、高自动化和智能化。
车铣技术凸轮轴加工工艺分析随着汽车行业的不断发展,驱动汽车运行的发动机也在不断更新换代。
其中,凸轮轴是汽车发动机的主要部件之一,它的质量和精度对发动机的性能和寿命有着至关重要的影响。
因此,车铣技术在凸轮轴加工中扮演着非常重要的角色。
本文将对车铣技术在凸轮轴加工中的工艺进行分析和探讨。
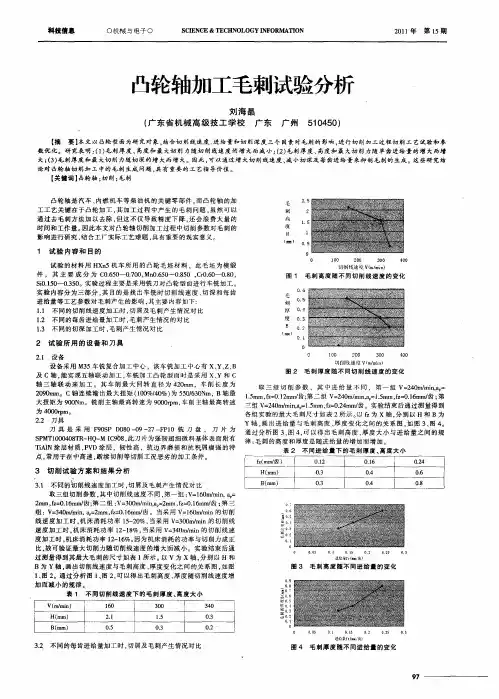
在凸轮轴加工中,车铣技术主要承担以下两个方面的作用:1.加工凸轮轴的外形尺寸及表面粗糙度。
凸轮轴的外形尺寸和表面粗糙度直接影响其在发动机中的运行性能和寿命。
车铣技术可以通过刀具的选择、切削速度和进给量的控制等措施,实现对凸轮轴尺寸和表面粗糙度的高精度加工。
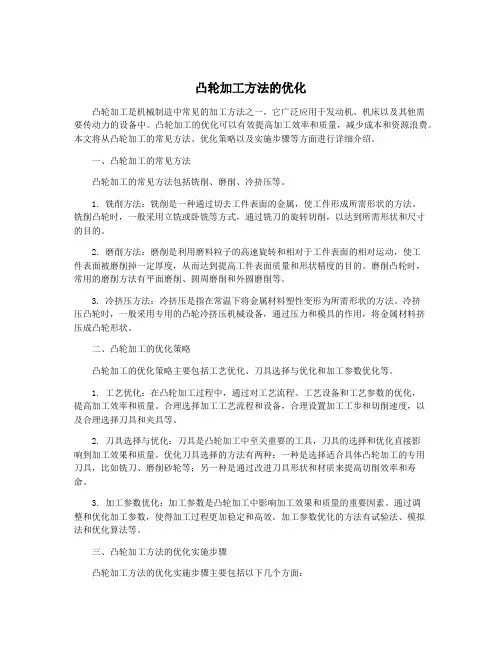
2.加工凸轮轴的凸轮。
凸轮是凸轮轴最为重要的部件,它的形状和尺寸决定了发动机的燃烧过程和输出功率。
车铣技术通过高速旋转的铣刀对凸轮进行表面加工,可以实现高精度的凸轮形状和表面质量。
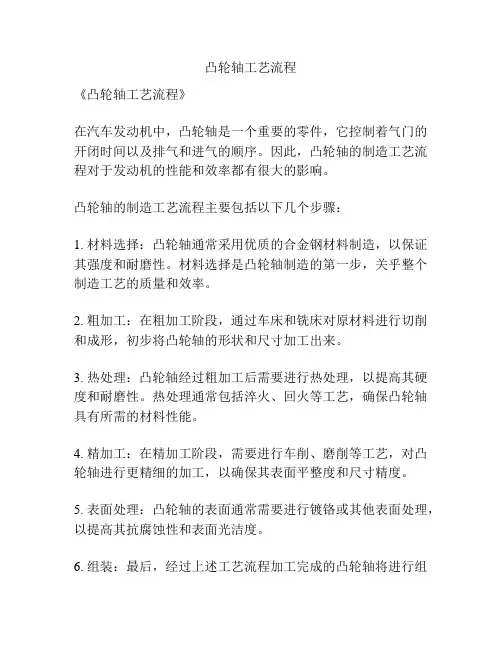
在具体的凸轮轴加工中,车铣技术的工艺流程一般包括以下几个步骤:1.准备工作。
包括选择合适的车床和铣床等工具,准备好铣刀和夹具。
此外,还需要对车床和铣床进行检查和调整,以确保其能够正常工作。
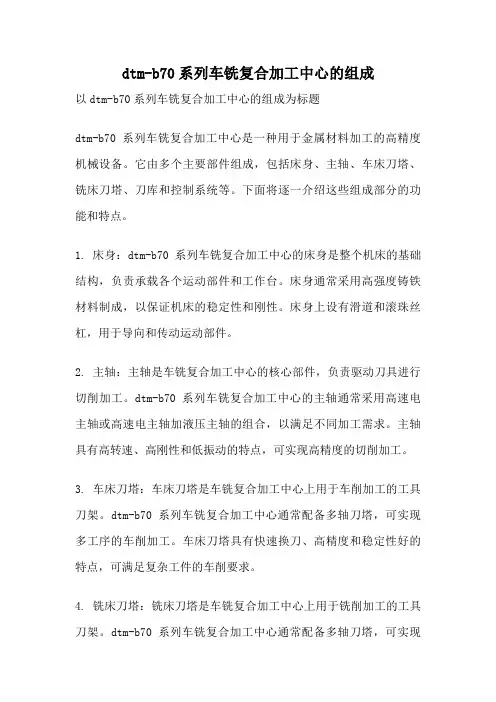
2.加工凸轮轴外形。
首先,需要将凸轮轴锤头锤定住,并采用车床进行车削,同时进行拉刀和平整处理。
随后,可以用铣床进行加工和修整,以确保凸轮轴的外形尺寸和表面粗糙度符合要求。
3.加工凸轮。
将凸轮装夹在铣床上,采用旋转刀具进行凸轮的切削加工。
这一步骤需要特别注意凸轮的加工速度和进给量,以确保凸轮的形状和表面质量达到最佳状态。
4.清洗和检验。
在完成凸轮轴的加工后,需要进行清洗和检验工作,以确保凸轮轴的质量符合要求。
总体来说,车铣技术在凸轮轴加工中发挥着至关重要的作用。
只有通过精湛的车铣技术和科学的加工流程,才能够制造出高质量的凸轮轴,为汽车发动机的运行稳定性和性能提升奠定坚实的基础。
CIMT2024部分复合加工机床数控车床车铣中心展品介绍CIMT2024是第十一届中国国际机床展览会,于2024年4月11日至16日在北京中国国际展览中心举办。
在这次展会上,许多厂商展示了最新的部分复合加工机床、数控车床和车铣中心等机械设备,为观众呈现了先进的加工技术和设备。
部分复合加工机床是一种集多功能于一体的机床,可以完成不同类型的加工任务,如铣削、钻孔、镗孔等。
在CIMT2024上展出的部分复合加工机床种类繁多,包括立式和卧式加工中心、龙门加工中心等。
这些机床具有高精度、高效率的特点,可以满足复杂零部件加工的需求。
同时,一些厂商还展示了配套的自动化设备和软件系统,提高了机床的智能化水平。
数控车床是一种通过数控系统来控制车刀刀具运动的机床,可以进行车削、车削、镗削等加工操作。
在CIMT2024上展出的数控车床包括立式、卧式、斜床式等不同类型,具有高速、高精度、高刚性的特点。
一些数控车床还配备了自动化加载和卸载系统、在线检测系统等智能设备,提高了生产效率和加工质量。
车铣中心是一种集车削和铣削功能于一体的机床,可以完成复杂零部件的加工。
在CIMT2024上展出的车铣中心具有多轴联动、高速、高精度等优势,适用于航空航天、汽车制造、模具加工等领域。
一些车铣中心还具有自动换刀、自动测量、自动补偿等功能,为用户提供了全面的加工解决方案。
总的来说,CIMT2024展示了部分复合加工机床、数控车床、车铣中心等先进的机械设备和技术,为参展厂商和观众提供了一个交流合作的平台。
这些机床不仅具有高精度、高效率的特点,还具有智能化、自动化的优势,可以满足不同用户的需求,推动中国机床产业的发展。
希望在未来的展会上,更多国内外厂商可以展示他们的最新技术和产品,促进机械制造业的进步和创新。