化工设备长周期运行资料
- 格式:ppt
- 大小:504.00 KB
- 文档页数:79
炼油催化裂化装置长周期运行技术分析摘要:催化裂化设备是炼油行业中的重要设备,直接决定着石油炼制的生产效率,在其日常运行过程中,为了保证其可以长期、稳定的运行,需要做好相应的技术保证。
基于此本文以某公司的催化生产装置为例,对炼油催化裂化装置长周期运行技术进行探讨。
关键词:炼油催化裂化装置;长周期;运行技术某公司联合二车间两套催化装置2016年5月底开车,在连续运行近27个月后,装置检修的红利逐渐降低,因此做好装置的长周期运行工作非常必要,针对装置目前的运行情况,主要从装置原料管理、催化剂管理、油浆系统运行、装置运行隐患和平稳率这五个主要方面来开展工作,保障装置的长周期运行,避免出现非计划停工,下面从这几方面进行全面的分析。
1 原料管理两套催化装置原料主要有精制蜡油、减四线蜡油、加裂尾油、常一线及外购蜡油,原料种类多、变化快,油品性质不稳定,同时装置长期回炼焦化液化气、次品汽油,2#催化还专门回收初常顶气以及在稳定系统回炼重整液化气。
进入系统的物料多且杂,可能增加装置反应系统、油浆系统结焦及催化剂重金属中毒等异常情况发生的概率。
因此,催化装置对原料的监控及管理是保证长周期的主要措施之一。
原材料的主要控制措施:1.催化原料的分析每周三次小样,主要是分析原料的密度、硫、氮、残炭及馏程;每周一次大样分析,除了上述分析之外,还要进行金属含量、胶质等分析。
2.当发现原料金属含量超工艺卡片时,及时根据相应的平衡剂分析做出判断,同时及时调整原料组成,减少高含重金属原料的使用,加大钝化剂注入量,根据产品分布的变化及时加大催化剂的置换力度。
3.原料残炭或胶质持续偏高时,应降低减四线掺炼量,同时对非直供原料进行分析,降低装置因原料变重结焦的风险。
4.原料预热温度控制180°C以上,有条件时尽量控制高,特别是在原料变重或掺减四线量变大时,强化原料的雾化效果,减少液焦的形成。
5.各种类原料供应尽量做到平稳,避免原料性质大幅波动,造成提升管局部结焦6.由于两套催化的油浆密度均大于1100kg/m3,因此,两套催化均未开回炼油及油浆进提升管回炼。
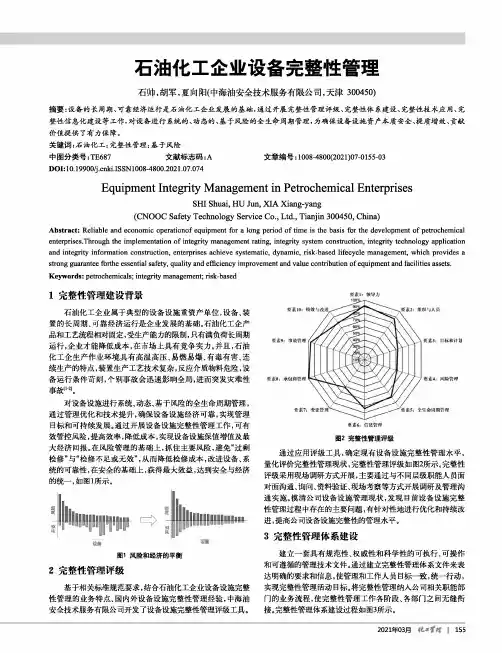
石油化工企业设备完整性管理石帅,胡军,夏向阳(中海油安全技术服务有限公司,天津300450)摘要:设备的长周期、可靠经济运行是石油化工企业发展的基础,通过开展完整性管理评级、完整性体系建设、完整性技术应用、完整性信息化建设等工作,对设备进行系统的、动态的、基于风险的全生命周期管理,为确保设备设施资产本质安全、提质增效、贡献价值提供了有力保障。
关键词:石油化工;完整性管理;基于风险中图分类号:TE687文献标志码:A文章编号:1008-4800(2021)07-0155-03DOI:10.19900/ki.ISSN1008-4800.2021.07.074Equipment Integrity Management in Petrochemical EnterprisesSHI Shuai,HU Jun,XIA Xiang-yang(CNOOC Safety Technology Service Co.,Ltd.,Tianjin300450,China)Abstract:Reliable and economic operationof equipment for a long period of time is the basis for the development of petrochemical enterprises.Through the implementation of integrity management rating,integrity system construction,integrity technology application and integrity information construction,enterprises achieve systematic,dynamic,risk-based lifecycle management,which provides a strong guarantee forthe essential safety,quality and efficiency improvement and value contribution of equipment and facilities assets. Keywords:petrochemicals;integrity management;risk-based1完整性管理建设背景石油化工企业属于典型的设备设施重资产单位,设备、装置的长周期、可靠经济运行是企业发展的基础。
煤化工装置长周期运行探索第一部气化炉多管齐下综合施治气化炉是煤化工装置的核心和龙头,决定了全系统装置能否长周期、满负荷、安全、稳定地运行,也决定了产品的成本效益。
中国化工报记者在调查中了解到,目前煤化工装置运行的无论是干煤粉还是水煤浆煤气化炉,单炉最长连续运行时间都达到了200多天,但各个类型炉型之间依旧有差别。
同样是水煤浆气化炉(包含备用炉),有连续运行300多天的,也有连续运行550天的。
业内专家指出,影响气化炉长周期运行的是综合因素,考量的是企业的综合实力,企业应当着重在烧嘴精度、喷嘴与气化炉流场结构、排渣系统的优化设计,提高灰水系统运行周期和保持煤质稳定上下功夫。
优选喷嘴材料和处理工艺喷嘴是气化炉的核心设备,喷嘴使用寿命是决定气化炉生产周期长短的关键因素,60%的气化炉停车都与喷嘴有关。
伊泰煤制油公司总经理刘尚利告诉记者,喷嘴寿命周期在100~150天,到时候必须停下来更换,喷嘴损坏会直接造成气化反应氧碳比失调,使气化炉进料紊乱,甚至引发超温、过氧爆炸等严重事故。
因此,除了喷嘴加工精度外,使用中的监控和管理也非常重要的。
华东理工大学洁净煤技术研究所周志杰副教授认为,提高喷嘴的寿命需要对其结构设计优化,煤浆中的固体颗粒对喷嘴材料的磨损很大,应尽量降低煤浆流动速度,还要探索采用耐高温、耐磨材料或者堆焊耐磨合金加热处理工艺制造喷头。
陕西鑫立喷嘴研制开发有限公司技术部部长胡战卜则表示,烧嘴的运行与氧媒比、水煤浆流速等因素有关,要提高烧嘴及气化炉稳定运行周期,今后还应探索外氧气流和水煤浆流的最佳角度结构设计,使喷射结构和角度更合理,达到最好的混合、雾化效果,使水煤浆反应充分,有效气含量提高,煤渣含碳量降低。
在运行中为保护烧嘴,有煤化工企业通过在烧嘴前端浇注保温材料,使烧嘴盘管及外头端部与炉内火焰有效隔离,炉内火焰不会直接对冷却水盘管和外喷头进行烧蚀,减少烧嘴外头端部因受热冲击产生的龟裂,消除了冷却水盘管和外头角焊缝处受炉内高温气体的影响引起的热应力损坏,延长了烧嘴使用周期,保障了气化装置的长周期稳定运行。

上世纪80年代,我国化学工业进入快速发展期,到2000年发展形成配套完整的工业体系。
这一时期建设上马的化工装置已运行超过30年、甚至40年以上,由于设计建设标准和设备制造水平低,长周期运行腐蚀减薄,安全保障能力下降,加上监测监控设施不完善,化工老旧装置设备安全风险隐患叠加并进入集中暴露期。
近几年,一些危险化学品企业装置因设备、管道、控制系统“年老”失效,引发多起泄漏、火灾、爆炸事故,对全国危险化学品安全生产形势稳定造成不利影响。
因此,化工老旧装置更新改造亟待加速,以推动化工行业加快发展新质生产力。
一.化工老旧装置运行现状1.老旧装置安全风险评估难度大,排查评估质量参差不齐。
虽然印发了评估指南,但受限于对评估方法的理解、专家水平,一些地区和企业存在应排查未排查、深度评估质量把控不严等问题,老旧装置的安全风险未有效管控,2022年以来又发生多起典型事故。
2.设备设施基础资料不完善。
开展老旧装置评估时,设备设施的设计文件(包括计算书、图纸、制造检验技术要求等)是基础,压力容器的还能够保存下来,但对于非压力容器的设备设施,很多企业提供不出设计文件。
除此之外,还有材质老化、设备工艺防腐、腐蚀检测、事故档案等资料,也是很多企业设备管理的缺项。
在缺少基础信息的情况下,无法准确评估装置运行情况,实施维护保养、技术改造时也存在一定风险。
3.设计建设标准低,材料与制造标准低。
设备设施本身存在缺陷是导致老旧装置高风险的另一个潜在因素,这一问题可能隐藏多年,不容易发现并且很难整改,但风险很大,可能突然发生故障并导致工艺设备出现失效。
4.监测手段不完善,“健康监测”不到位。
关键机组和设备的实时监控和预警在线监测系统、设备和管道的在线腐蚀监测系统等未得到全面应用,且部分系统功能不完善,设备完整性及预测性检维修目前仍是企业管理的短板。
从以往事故来看,因为防腐蚀管理不到位导致的泄漏、火灾事故时有发生。
5.装置运行时间长,安全性能退化,检维修作业风险、变更风险随之增大。
长周期运行管理办法-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII炼化公司生产装置长周期运行管理办法(讨论稿)第一章总则第一条为了进一步加强炼化公司生产管理,大力降低生产成本,努力较减少非计划停工,提高装置运行效率和公司整体经济效益,激发职工的工作热情和积极性,实现公司炼油化工装置长周期运行的目标,特制订本办法。
第二条本办法适用于公司炼油(常压、催化裂化、重整、苯抽提、柴油加氢)、化工(聚丙烯、液化气及干气精制、气体分馏、MTBE、乙苯/苯乙烯)等主要生产装置。
第三条本办法对公司各厂炼油化工装置的运行周期实行统一计算,分级考核的管理办法,炼化公司机动设备部负责公司长周期运行管理和考核。
各厂机动科为本厂生产装置长周期运行日常管理部门。
第四条装置长周期运行的原则是在安全和经济效益的前提下,采用科学的手段和方法,保持和维护设备、设施性能,延长运行周期,确保装置实现安全、平稳、优质、高效运行。
第二章长周期运行的有关定义和指标计算第五条装置运行周期:是指装置在两个停工大修之间的运行时间段(从停工大检修后连续装置进料开始至切断进料准备停工大检修止),以天计算。
“三年两修”是指装置连续运行17个月,运行周期不低于510天,安排一次大修;“两年一修”是指装置连续运行23个月,运行周期日不低于690天,安排一次大修;“三年一修”是指装置连续运行35个月,运行周期日不低于1050天,安排一次大修;“四年一修”是指装置连续运行47个月,运行周期日不低于1410天,安排一次大修;第六条生产装置可靠度1、可靠度=(运行周期日-非计划停工-装置临修)/运行周期日×100%2、生产装置可靠度“三年两修”应不低于 %“两年一修”应不低于 98%“三年一修”应不低于 98%“四年一修”应不低于 98%第七条非计划停工:是指因设备(含电气、仪表)故障或事故、操作失误以及水、电、气、风等系统公用工程等突发性原因造成生产装置切断进料;公司根据物料平衡情况及其它非装置自身原因安排的停工也属于非计划停工。
![6[1].8炼化公司长周期运行实施方案](https://uimg.taocdn.com/9327d5c1aa00b52acfc7caea.webp)
炼化公司生产装置长周期运行实施方案(初稿)为了切实提升我公司生产管理水平,提高生产装置运行质量,根据集团公司的安排,要求我公司生产装置由原来的“一年一修”逐步延长至“三年两修、两年一修”,这也是集团公司、炼化公司强化基础管理,降本增效的重大举措之一。
为此公司要求各厂进一步统一思想,提高认识,在精细管理上下功夫,认真研究生产装置长周期运行、努力实现“三年两修、两年一修”的措施,为装置安、稳、长、满、优生产和提高经济效益提供可靠的技术基础。
现制定以下方案。
一、指导思想认真贯彻落实集团公司一届一次职代会精神,以科学发展观为统领,紧紧围绕集团公司“十二五”发展规划,深入开展“基础管理年”活动,按照“发展要有新思路、工作要有新举措、效益要有新增长”的要求,强化管理创新,推动技术进步,精心组织炼化生产,把提高装置的长周期运行作为抓手,全面提升炼化公司生产装置运行水平,实现安全、平稳、优质、高效、长周期的运行目标,为延长石油的发展做出贡献。
二、总体要求一是各厂要认真制定实现装置长周期运行的方案及规划,延长装置运行周期,要把实现装置长周期运行作为本厂的自觉追求,组织相关部门认真进行讨论。
要对照上述目标,认真总结经验,找出当前制约装置长周期运行的问题和差距,通过对每套装置进行认真分析研究,制定出该装置长周期运行的目标和规划。
二是要在精细管理上下功夫,紧紧抓住制约装置长周期运行的主要矛盾,解决突出问题,在精细管理上狠下功夫,大力加强生产装置的设备管理和生产工艺管理,尤其是大型机组的管理,要尽快适应新形势、新情况,制定出新的管理措施,积极应用新技术新工艺攻克装置长周期运行难点,确定科学的管理模式,使设备保持良好的运行状态。
三是认真抓好装置的检修工作,努力提高装置检修质量。
停工检修是消除设备隐患,恢复设备性能、保证设备安全、平稳、长周期运行的一个重要手段,只有搞好装置检修,才能为装置长周期运行打下良好基础。
因此各厂一定要按照实现装置长周期运行的要求,合理安排装置检修时间和检修项目,适当加大检修深度,创新检维修思路,努力提高检修质量,做到“应修必修、修必修好、修一次保两年“的目标。
化工设备长周期运行1. 引言化工设备的长周期运行是指设备在正常运行期间,无需进行大规模的维修或更换部件,能够持续稳定运行的一段时间。
对于化工企业而言,实现化工设备的长周期运行是非常重要的,它可以有效提高设备的利用率,降低维修成本,提高企业的经济效益。
2. 长周期运行的意义化工设备的长周期运行对企业的意义可以概括为以下几点:2.1 提高设备利用率设备的长周期运行能够有效提高设备的利用率。
如果设备频繁地停机维修,不仅会导致生产线的中断,还会增加生产成本,降低产品产出率。
而通过实现设备的长周期运行,企业可以有效地提高设备的利用率,增加产量,降低生产成本。
2.2 降低维修成本设备的长周期运行可以降低维修成本。
频繁的设备维修不仅会增加维修费用,还会影响生产进度。
而实现设备的长周期运行,可以减少维修频次,降低维修成本,提高企业的经济效益。
2.3 提升产品质量设备的长周期运行对产品质量有积极的影响。
长周期运行意味着设备的稳定性和可靠性较高,可以减少设备故障对产品质量的影响。
产品质量的提升可以提高企业的竞争力,增加市场份额。
3. 实现长周期运行的方法实现化工设备的长周期运行需要采取一系列的措施和方法,主要包括以下几个方面:3.1 设备的选型在设计和采购化工设备时,应优先考虑设备的稳定性和可靠性。
选择具有良好性能和稳定运行记录的设备,可以有效降低设备故障的风险,延长设备的使用寿命。
3.2 定期维护保养定期的设备维护保养是保证设备长周期运行的重要手段。
通过定期巡检、清洁和润滑设备,及时发现并处理设备存在的问题,可以有效延长设备的使用寿命,减少故障发生的可能性。
3.3 做好设备运行记录及时准确地记录设备运行情况,可以帮助企业管理人员了解设备的运行状态,并及时采取相应的措施。
运行记录还可以提供设备运行数据,用于设备故障分析和预防。
3.4 建立完善的备件管理制度建立完善的备件管理制度是保证设备长周期运行的关键。
合理的备件储备和管理可以确保设备故障时能够及时更换部件,减少停机时间,提高设备的可用性。

设备长周期运行考核办法
为提高我公司生产系统设备完好率,确保化工生产系统的安全稳定运行,提高企业的经济效益。
特制订本办法。
设备运转周期考核分为设备累计连续运转台时考核和故障停机
考核,两部分的结果作为总的运转周期考核。
设备运转长周期考核
主要是针对影响系统稳定生产较大的主要设备。
设备清单及考核时
间见附表。
1.考核时间:长周期考核以设备从大中修后投运或故障检修投
运后开始累计运行时间。
有计划的系统停车、安全备车及正常的计
划小修不影响(不间断)台时统计,但时间不计入累计台时。
2.考核办法:台时以各岗位的生产运行记录为准,结合生产调
度室的生产运行记录为参考。
设备所在单位应建立被考核设备的运
行台帐,统计设备的运行情况。
机电部负责统计考核结果,纳入月
考核。
3.有关奖惩规定:
3.1公司所有主要设备,除机电部批准安排的计划检修(含大、中、小修)外,其它所有因设备故障停机的,均按设备故障停机进
行考核。
3.2车间设备运行台时记录作为设备台时考核的依据,要认真详细填写,对填写不认真或伪造的记录,视情节轻重,每次给予100~500元处罚。
3.3各车间依据本规定制订切实可行的经济责任制,与管理人员及设备维修人员进行挂钩,以利于调动各级人员的积极性。
3.4设备检修后,达不到一次开车成功或达不到运行周期进行再次检修的按故障停机进行考核。
3.5由于计划不周或检修质量差造成重复检修的,按故障停机进行考核。
3.6设备出现影响本身性能、设备安全及人身安全的缺陷故障的,必须停机进行检修,拒不检修而造成事故的对有关责任人加倍处罚。
炼化公司生产装置长周期运行管理办法(讨论稿)第一章总则第一条为了进一步加强炼化公司生产管理,大力降低生产成本,努力较减少非计划停工,提高装置运行效率和公司整体经济效益,激发职工的工作热情和积极性,实现公司炼油化工装置长周期运行的目标,特制订本办法。
第二条本办法适用于公司炼油(常压、催化裂化、重整、苯抽提、柴油加氢)、化工(聚丙烯、液化气及干气精制、气体分馏、MTBE、乙苯/苯乙烯)等主要生产装置。
第三条本办法对公司各厂炼油化工装置的运行周期实行统一计算,分级考核的管理办法,炼化公司机动设备部负责公司长周期运行管理和考核。
各厂机动科为本厂生产装置长周期运行日常管理部门。
第四条装置长周期运行的原则是在安全和经济效益的前提下,采用科学的手段和方法,保持和维护设备、设施性能,延长运行周期,确保装置实现安全、平稳、优质、高效运行。
第二章长周期运行的有关定义和指标计算第五条装置运行周期:是指装置在两个停工大修之间的运行时间段(从停工大检修后连续装置进料开始至切断进料准备停工大检修止),以天计算。
“三年两修”是指装置连续运行17个月,运行周期不低于510天,安排一次大修;“两年一修”是指装置连续运行23个月,运行周期日不低于690天,安排一次大修;“三年一修”是指装置连续运行35个月,运行周期日不低于1050天,安排一次大修;“四年一修”是指装置连续运行47个月,运行周期日不低于1410天,安排一次大修;第六条生产装置可靠度1、可靠度=(运行周期日-非计划停工-装置临修)/运行周期日×100%2、生产装置可靠度“三年两修”应不低于98.5%“两年一修”应不低于98%“三年一修”应不低于98%“四年一修”应不低于98%第七条非计划停工:是指因设备(含电气、仪表)故障或事故、操作失误以及水、电、气、风等系统公用工程等突发性原因造成生产装置切断进料;公司根据物料平衡情况及其它非装置自身原因安排的停工也属于非计划停工。
设备长周期稳定运行管理规定气化分厂为确保夏季安全生产及全年生产指标的胜利完成,保障系统平稳、高负荷运行,减少因运转机组跳车和计划外检修对系统的影响,特制定“设备长周期稳定运行”考核办法,具体要求如下:一、设备长周期运行考核办法设备运转周期考核分为设备累计连续运转台时达标奖励和故障停机考核,两部分的结果作为总的运转周期考核。
设备运转长周期考核主要是针对对系统稳定生产影响较大的主要设备,包括所有配备6KV电机的运转设备量大于1;流量大于40立方的离心泵(风机);流0立方的柱塞泵以及系统中关键设备。
1、考核时间:长周期考核以设备从大中修后投运或故障检修后投运累计运行时间算。
有计划的系统停车、安全备车及正常的计划小修不影响(不间断)台时统计,但时间不计入累计台时。
2、考核办法:台时以各岗位的生产运行记录为准,结合生产调度室的生产运行记录为参考。
设备所在单位应建立被考核设备的运行台帐,统计设备的运行情况。
机电处负责统计考核结果,纳入月考核。
3、有关奖惩规定:⑴兖矿鲁南化肥厂所有主要设备,除总厂机电处批准安排的计划检修(含大、中、小修)外,其他所有因设备故障停机的,均按设备故障停机进行考核。
⑵分厂设备运行台时记录作为设备台时考核的依据,要认真详细填写,对填写不认真或伪造的记录,视情节轻重,每次给予100~500元处罚。
⑶各分厂依据本规定制定切实可行的经济责任制,与管理人员及设备维修人员进行挂钩,以利于调动各级人员的积极性。
⑷设备检修后,达不到一次开车成功或达不到运行周期进行再次检修的按故障停机进行考核。
⑸由于计划不周或检修质量差造成重复检修的,按故障停机进行考核。
⑹设备出现影响本身性能、设备安全及人身安全的缺陷故障的,必须停机进行检。