第二节 工艺流程设计
- 格式:ppt
- 大小:1.08 MB
- 文档页数:44


化工行业工艺流程规范第一节:引言在化工行业中,工艺流程规范是确保生产过程安全、高效和可持续发展的关键。
本文将分析化工行业的工艺流程规范,包括流程设计、操作控制、安全措施等多个方面,旨在指导化工从业者更好地进行生产操作。
第二节:流程设计流程设计是化工行业工艺流程规范的关键步骤之一。
它涉及原料的选择、反应条件的控制、设备的布置等方面。
在设计过程中,需要充分考虑原料的特性、反应的热力学和动力学等因素。
此外,根据不同的产品要求,工艺流程也需要进行相应的调整和优化。
流程设计的目标是实现高效、安全和环保的生产。
第三节:操作控制良好的操作控制是工艺流程规范的重要组成部分。
操作控制涉及操作员的培训、操作指导书的编制、工艺参数的监控等方面。
在化工生产中,操作员需要准确地执行流程要求,掌握工艺参数的变化情况,并及时采取措施进行调整。
操作控制的目标是确保生产过程稳定可靠,产品质量符合要求。
第四节:安全措施安全是化工行业工艺流程规范的首要考虑因素。
在化工生产中,存在一些潜在的安全风险,如化学品泄漏、火灾和爆炸等。
为了保障生产安全,必须采取一系列的安全措施,包括设备安全设计、材料选择、事故应急预案等。
此外,定期培训和安全演习也是提高工作人员的安全意识和应对能力的重要手段。
第五节:环保要求随着环境保护意识的提高,化工行业对环保要求也越来越高。
工艺流程规范应该涵盖废水、废气和固体废物的处理与管理。
在设计过程中,需要考虑降低排放物的浓度和数量,并采取相应措施进行处理。
此外,节能减排也是化工行业可持续发展的重要方向。
第六节:质量管理质量管理是化工行业工艺流程规范的核心要素之一。
通过建立科学的质量管理体系,可以确保产品符合标准要求,并提供高质量的产品给客户。
质量管理包括原材料的选择与检验、工艺参数的控制和监测、产品的检验与验证等环节。
通过严格的质量管理,可以实现产品的稳定性、可追溯性和一致性。
第七节:持续改进持续改进是化工行业工艺流程规范的重要原则之一。


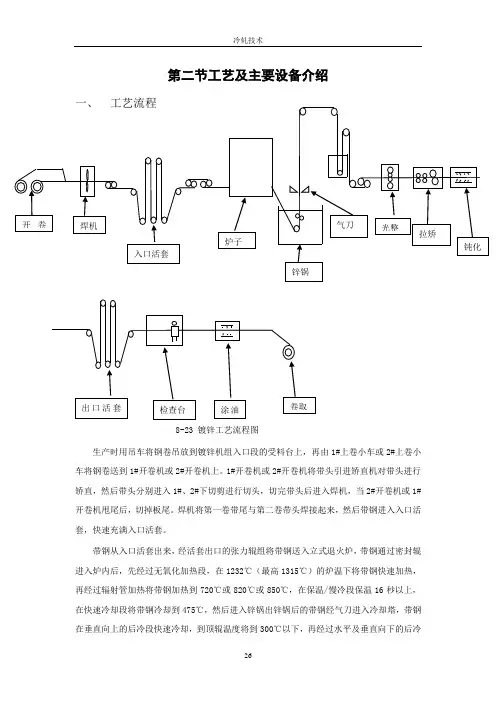
第二节工艺及主要设备介绍8-23 镀锌工艺流程图生产时用吊车将钢卷吊放到镀锌机组入口段的受料台上,再由1#上卷小车或2#上卷小车将钢卷送到1#开卷机或2#开卷机上。
1#开卷机或2#开卷机将带头引进矫直机对带头进行矫直,然后带头分别进入1#、2#下切剪进行切头,切完带头后进入焊机,当2#开卷机或1#开卷机甩尾后,切掉板尾。
焊机将第一卷带尾与第二卷带头焊接起来,然后带钢进入入口活套,快速充满入口活套。
带钢从入口活套出来,经活套出口的张力辊组将带钢送入立式退火炉,带钢通过密封辊进入炉内后,先经过无氧化加热段,在1232℃(最高1315℃)的炉温下将带钢快速加热,再经过辐射管加热将带钢加热到720℃或820℃或850℃,在保温/慢冷段保温16秒以上,在快速冷却段将带钢冷却到475℃,然后进入锌锅出锌锅后的带钢经气刀进入冷却塔,带钢在垂直向上的后冷段快速冷却,到顶辊温度将到300℃以下,再经过水平及垂直向下的后冷段,带纲进入水淬槽,进水淬槽前带钢温度降到160℃,经过水淬后带钢温度降到42℃。
经冷却塔冷却后带钢经光整机光整,拉矫机矫直,再经钝化处理,然后进入烘干机,带钢烘干后进入出口活套,而后带钢进入水平检查台进行表面质量检查,再进入涂油机进行涂油,出涂油机后进行分剪,夹送辊自动将带钢头部引入卷取机,助卷器自动开进。
卷取机卷取成品卷后,由卸料小车卸下,称重打捆后,由吊车送往成品放置场存放,对镀锌板进行包装,然后送入成品库存放。
二、工艺参数及产品大纲1、工艺参数1.1机组速度,见表8-4表8-4 机组速度1.2机组加速度,见表8-5表8-5 机组加速度1.3全线张力,见表8-6表8-6 生产线稳定时,最大带钢断面(2.5x1240=3100mm2)的张力1.4各种级别热处理温度制度,见表8-7表8-7 不同级别热处理温度制度1.5锌液成分要求,见表8-8表8-8 正常锌花锌液成份要求无锌花1.6涂敷要求1.7涂油量2、产品大纲三、主要单体设备主要性能1、焊机采用德国Miebach 公司的窄搭接电阻焊机,带有前后自动对中功能,实现全自动焊接,并有冲孔装置,实现全线焊缝跟踪功能。