δ——单边放电间隙
2—电极横截面
以凸模尺寸和公差确定电极横截面尺寸时,则随凸模、凹模 配合间隙Z(双面)的不同,分为三种情况: Z=2δ 电极与凸模尺寸相同 Z<2δ 电极比凸模尺寸均匀缩小一个数值a1,形状相似。 Z>2δ 电极比凸模尺寸均匀均匀放大一个数值a1,形状相似。
电极缩小或放大的数值可按下式计算
1—一次电极 2—凹模 3—二次电极 4—凸模
(二)电极设计 1、结构设计 常用的电极结构形式有整体式、 组合式、镶拼式。 整体式电极 一块材料整体加工而成。适 合尺寸较小、结构不太复杂的型 孔加工。如果型孔的加工面积较 大,需要减轻电极本身的重量, 可加工一些“减重孔”或“挖空。
组合式电极 将多个电极装夹在一起,同时
不同的材料,与凸模一起加工,以 粘接或钎焊部分作穿孔电极的工作 部分。
3、修配凸模法
凸模和工具电极分别 制造,在凸模上留一定的修 配余量,按电火花加工好的 凹模型孔修配凸模,达到所 要求的凸、凹模的配合间隙。
4、二次电极法
利用一次电极制造出二次 电极(如图b),再分别用一次和 二次电极加工出凹模(如图a)和 凸模(如图c) ,并保证凸、凹 模配合间隙(如图d) 。
六、型腔加工
大,
盲孔加工,排屑难;加工面积
电规准调节范围大
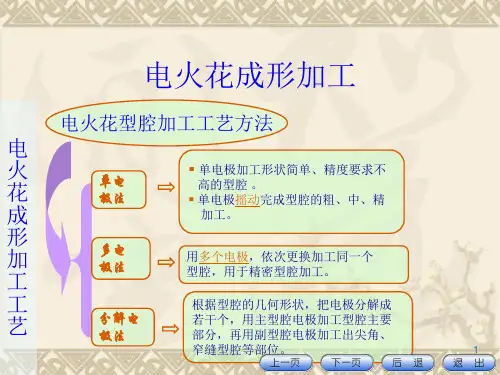
(一()1)型单腔电极火加花工加法工:方指法用一个电 极加工出所需型腔
1)用于加工形状简单、精度要 求不高的型腔。
2)用于加工经过预加工的型腔。
3)用平动法加工型腔。用一个 电极完成型腔的粗、中、精加工
平动头
(2)多电极更换法
采用多个电极,依次更换 加工同一个型腔的方法,型 腔精度高,用于精密和复杂 型腔的加工,但需制造多个 电极