模具成型表面的电火花加工
- 格式:ppt
- 大小:18.49 MB
- 文档页数:128

简要叙述电火花成型加工的应用场合电火花成型加工是一种高精度、高效率的加工方法,主要应用于制造行业中需要高精度零件的生产过程中。
其应用场合包括但不限于以下几个方面:一、模具制造在模具制造中,电火花成型加工通常用于制作精密的模具零件,如复杂的内腔结构、细小的孔洞和凸凹不平的表面等。
这些零件通常难以通过传统机械加工方式完成,而电火花成型加工可以通过控制电极与被加工材料之间的放电过程来实现高精度的形状和尺寸。
二、航空航天在航空航天领域中,电火花成型加工主要用于制造发动机部件和涡轮叶片等高精度零件。
这些零件通常需要承受极端条件下的高温、高压和剧烈振动等环境,因此其质量和精度要求非常高。
三、汽车制造在汽车制造领域中,电火花成型加工主要用于生产发动机缸体、曲轴等复杂零件。
这些零件通常需要具备较高的精度和表面质量,以确保汽车发动机的性能和寿命。
四、医疗器械在医疗器械制造领域中,电火花成型加工通常用于制造各种精密零件,如人工关节、牙科种植体等。
这些零件需要具备高度的精度和表面质量,以确保其安全性和可靠性。
五、电子制造在电子制造领域中,电火花成型加工主要用于生产各种微型零件,如电子元器件、集成电路等。
这些零件通常需要非常高的精度和表面质量,以确保其正常运行和可靠性。
综上所述,电火花成型加工在制造行业中有着广泛的应用场合,并且随着技术的不断发展和创新,其应用范围还将不断扩大。
下面将从原理、设备、工艺流程等方面详细介绍电火花成型加工的应用。
一、原理电火花成型加工是一种利用脉冲放电来切割金属材料的方法。
在该过程中,通过控制脉冲放电过程中的电极形状和放电参数,可以在被加工材料表面上形成微小的放电坑,从而实现对材料的精密切割。
二、设备电火花成型加工设备通常包括控制系统、电极系统和工作台等部分。
其中,控制系统主要负责控制放电参数和放电过程中的各种操作,如脉冲宽度、脉冲频率、放电时间等;电极系统则用于产生放电,并通过控制其形状和位置来实现对被加工材料的切割;工作台则用于固定被加工材料并控制其移动。
电火花加工技术在模具制造中的应用案例分析模具制造是现代工业生产中不可或缺的一项技术。
传统的模具制造通常采用机械加工的方式,但是在某些特殊情况下,传统机械加工往往无法满足需求。
而电火花加工技术则是在模具制造中起到了重要的作用。
本文将以几个真实的案例来分析电火花加工技术在模具制造中的应用。
案例一:光学玻璃模具的制造光学玻璃模具通常需要具备高精度的曲面形状,而传统的机械加工无法满足其精度要求。
通过采用电火花加工技术,可以在光学玻璃模具表面形成非常细小且均匀的微观坑槽,从而使得模具表面变得更加光滑。
这种微观坑槽可以通过电火花加工的方式在模具表面上加工出来,从而实现模具的高精度制造。
案例二:复杂曲面模具的制造在某些特殊形状的模具制造中,复杂曲面的加工往往是最大的难题。
以汽车零部件模具制造为例,传统机械加工常常无法满足其复杂曲面的要求。
而电火花加工技术则可以通过在模具表面进行离散的放电,来逐渐形成复杂曲面。
这种方式可以有效地解决复杂曲面模具的制造难题。
案例三:硬质合金模具的制造硬质合金模具通常具有极高的硬度和耐磨性,但其材料也很难进行传统机械加工。
通过采用电火花加工技术,可以在硬质合金模具的表面进行放电加工,从而形成所需的结构和形状。
同时,电火花加工还可以有效地提高硬质合金模具的表面硬度和耐磨性。
这种方式在硬质合金模具的制造过程中具有重要的应用价值。
结论电火花加工技术在模具制造中的应用已经变得十分广泛,并且取得了显著的成果。
通过电火花加工,可以在模具表面形成细小且均匀的微观结构,来满足模具制造中的特殊要求。
无论是光学玻璃模具、复杂曲面模具还是硬质合金模具,电火花加工技术都能够为其制造提供重要的支持。
随着电火花加工技术的进一步发展,相信在未来的模具制造过程中,它将发挥更加重要的作用。
模具零件电火花加工概述模具零件电火花加工是一种通过电火花放电的方式,在模具零件表面切割形成所需形状的加工方法。
它是一种非接触性的加工方式,广泛应用于模具零件加工行业。
本文将介绍模具零件电火花加工的原理、工艺步骤以及一些注意事项。
一、原理模具零件电火花加工是利用电火花放电瞬间高温等离子态的效应,通过放电电极与工件之间频繁的放电,溶化并蚀刻工件表面,从而实现对工件进行精确加工的一种方法。
电火花放电加工的原理由以下几个关键步骤组成:1.放电开始:在电极之间建立一定的电压和电流,达到一定程度后,放电开始。
2.放电瞬间:放电开始后,形成高温等离子体,使电极和工件之间的液体材料溶化。
3.放电间歇:放电瞬间后,电压降低,等离子体消失,电极和工件之间形成间隙。
4.清割作用:在放电间歇过程中,通过电解液的冲洗和电极的震荡,将溶化后的材料带走。
二、工艺步骤模具零件电火花加工的工艺步骤如下:1.设计加工路径:根据零件的要求设计出相应的加工路径,包括切割深度、加工速度等参数。
2.准备工作:选取合适的电火花加工机床和电极,准备工件和电解液。
3.安装工件和电极:将工件固定在工作台上,并安装好电极。
4.设置参数:根据实际情况设置加工参数,包括放电电流、放电时间等。
5.启动加工:打开加工机床电源,启动加工程序,开始电火花加工。
6.监控加工过程:通过监控系统实时监测加工过程中的电流、电压等参数,及时调整加工参数。
7.完成加工:当加工路径加工完毕后,停止加工程序,取出零件进行检测。
三、注意事项在模具零件电火花加工过程中,需要注意以下几个事项:1.安全操作:加工过程中需戴好防护眼镜,避免火花飞溅引起伤害。
2.加工材料:需根据零件的材质选择合适的电解液和电极材料,以保证加工效果和加工速度。
3.加工路径设计:加工路径应合理设计,避免过多的切削道次,提高加工效率。
4.加工参数设置:根据实际情况和加工要求,合理设置加工参数,以获得较好的加工效果。

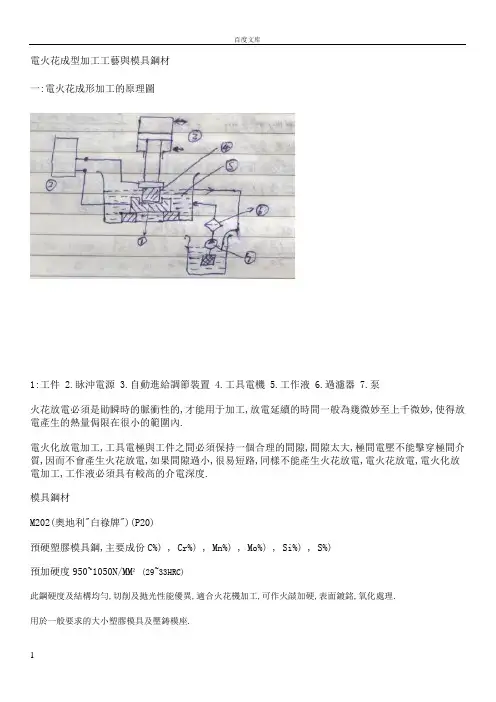
電火花成型加工工藝與模具鋼材一:電火花成形加工的原理圖1:工件 2.眿沖電源 3.自動進給調節裝置 4.工具電機 5.工作液 6.過濾器 7.泵火花放電必須是勛瞬時的脈衝性的,才能用于加工,放電延續的時間一般為幾微妙至上千微妙,使得放電產生的熱量侷限在很小的範圍內.電火化放電加工,工具電極與工件之間必須保持一個合理的間隙,間隙太大,極間電壓不能擊穿極間介質,因而不會產生火花放電,如果間隙過小,很易短路,同樣不能產生火花放電,電火花放電,電火化放電加工,工作液必須具有較高的介電深度.模具鋼材M202(奧地利"白祿牌")(P20)預硬塑膠模具鋼,主要成份C%) , Cr%) , Mn%) , Mo%) , Si%) , S%)預加硬度950~1050N/MM² (29~33HRC)此鋼硬度及結構均勻,切削及拋光性能優異,適合火花機加工,可作火燄加硬,表面鍍銘,氧化處理.用於一般要求的大小塑膠模具及壓鋳模座.M201(P20優)優質預硬塑模鋼 C%) , Cr%) , Mn%) , Mo%) , Si%) , S%)預加硬至980~1080N/MM²(30~34HRC)此鋼硬度均勻,含S量低更適合電蝕(火花機)操作,切削塊,易達至鏡面磨光,可作火燄加硬,表面鍍銘及氧化處理.用于塑膠模具及錫,鉛,鋅合金壓模座M238(P20+Ni)超級預硬塑膠模具鋼 C%) . Cr%) . Mn%) . Ni%) . Mo%) . Si%)預加硬至780~1080N/MM²(30~34HRC)此鋼為P20+%Ni,鋼材硬度一致,切削良好,火花機及拋光性適宜氧化 ,鍍硬銘及鍍鈦用于高要求的塑膠模具,尤其是超過400mm厚之模具.M310(420) 抗腐蝕塑膠模具鋼(電渣重溶)C%) Cr%) Mn%) Mo%) V%) Si%)V-釩軟性回爐至225HB(最高),出廠狀態具抗酸性能的高銘不銹鋼,淬硬后模具極耐磨,切削及拋光性能極佳,適合所有酸性之塑膠模具,如PVC產品,製造透明塑膠模具,如光學產品等.M300(420)預硬抗腐蝕鏡面塑膠模具鋼.C%) Cr(16%) Mn%) Ni%) Mo%) Si%)預加硬至1000~1100N/MM²(31~35HRC),出T狀態,此剛熱處理后達31~35HRC,加工及拋光容易,此剛Cr成分達16%,具極佳的抗腐蝕性能,尤其對PVC產品,且易達鏡面光潔度.適合一切化學物品接觸之塑膠模具,透明塑膠產品或浸蝕物品之模具.可燒焊但儘可能避免.K460不變形耐磨油鋼.C%) Cr%) Mn%) W%) Si V退火,最高硬度225HB(出廠狀態)此剛為銘錳釩之高C含金鋼,高耐磨及性,淬火變形小用于所有切割工具,冷沖模,剪口模,印花模,覆模,塑膠模,絲攻及螺絲板模,木工切削工具等.W302 熱作模具鋼退火,最高硬度235HB,具有高溫耐磨性,熱深度高,拋光及切削容易,可表面氮化,火花機加工,適合于各種熱作用途,如壓鑄模,熱合金或金屬擠壓模,射嘴,射筒,熱剪切,塑膠模,製造螺紋絲頭之模具均可.S50C 優質皇牌鋼 C%) Mn%) Si%) S(< P(<此剛較適用于做一般塑料模,因其含C量較高,此普通鋼材耐用,且價格平宜,較普便使用.SKD11日立牌,"SLD"特種冷模合金鋼 C%) Si%) Mn%) Cr(12%) v%) Mo%) p≦% S≦%此剛為高C,高Cr鋼,耐磨性及韌性極高,用于各種冷模,成形札錕,剪力,形狀複雜之冷壓工具塑膠模等.SKD61 "DAC"特種熱壓模合金鋼 C~%) Si~%) Mn~%) Cr~%) Mo~%) V~%) P%) S(<%)可抵受溶鉛,鎂,鋅之腐蝕作用及熱度之急劇變動,適宜製造鉛,鎂,鋅合金壓鑄模熱沖鑄工作,及熱作鉸刀,轧刀,切槽刀,剪刀及熱鍛沖頭等.SKS3 耐磨不變形合金工具鋼.C%) Si%) Mn%) Cr%) P(≦ S(≦此鋼為銘鎢錳合金鋼,是高品質不變形的冷作工具鋼,硬度可達HRC60º以上.可適合廣泛使用在切削,冷沖壓和成形工具,如剪口刀模,冷沖壓模,各種量規,鋁刀絞刀,工模軸壓,塑膠小模件等.FDAC:壓鑄模合金鋼,(已熱處理)紅黑色各半C~%) Si~%) Mn~%) Cr~%) Mo~%) V~%) P%以下) S~%)FDAC是DAC(JIS SKD61)為基本成份,另加快削性元素,配合特殊溶解法制成之快削性已淬硬熱壓鑄模鋼.特性:已調質,合適硬度HRC40~44;加工性好;不需淬火,免淬火變形龜裂,伸縮等;耐抗熱龜裂性高,在高溫下之深度優,鋼模壽命長.718(瑞典)塑模鋼C%) Si%) Mn%) Cr%) Ni%) Mo%) S%)出廠狀態:經硬化及回火至Delivered condition 290~330HB特性:預硬鋼種,硬度HB290~330,制模不變形;硬度及金相組織均勻,且易達成鏡面磨光;可用火焰方法于空氣中硬化,使部分易損失地方加硬至50~55HRC,約5MM深;因S含量低,對火花電蝕更為合適.S136(瑞典,塑模鋼)% Mn%) Si%) Cr%) V%)出廠硬度HB215,密度高,可拋光性能好,可淬硬,抗腐蝕,用于精製各式塑膠表面模,放大鏡,相機鏡頭等.8407(瑞典)熱作鋼C%) Si%) Mn%) Cr%) Mo%) V%)出廠狀態:軟性退火至HB185特性:鋼材組織微細,韌性及延性佳,切削性拋光性優良,能抵抗溫聚變及熱應力疲勞,熱處理後尺寸穩定不易變形,紅硬性優,適合一般金屬壓鑄,擠壓模,PA,POM,PS,PE,EP塑膠模.澆口套與定模部分裝配後,必須與分模面有一定的間隙,其間隙a=~0.1mm,因該處受噴嘴壓力的影響,在注射時會產生變形,有時在試模中經常發現在分模面上澆口套周圍出現飛邊,就是由於沒有間隙的原因.傾斜式主流道:主流道偏離模具中心時容易出現的一些問題.在頂出製品時,頂出不在模具中心,會造成頂出板頂偏,易頂針斷卡死,製品變形或損壞;鎖模力不均勻,單邊飛邊過大而產生溢料.以上不足可以採用三板模改進,成本高,用傾斜式主流道可改進以上不足.如圖斜度a主要與塑料性能有關,PE,PP,PA等塑料,其傾斜角a最大可30º;PS,SAN,ABS,PC,POM,PMMA等塑料又最大可達20º.(其他參數同垂直式主流道)分流道的修正:在同一模具上成型兩種大小不同的塑膠製時,為了保證在注射時,塑料同時充滿大小不同的塑腔,這時單修正澆口大小,不一定能達到充填平衡的效果,必須對分流道進行修正,才能達到預期的效果.在a處的分流道直徑一般在1~2.5mm範圍內調適,直至滿意為止.澆口直接澆口通常用于大而深的桶形製品,對於淺平的矩形製品,由於收縮及應力的原因,製品易產生翹曲變形,側澆口搭接式側澆口,避免噴射,薄板形製品.護耳澆口:又稱為調整片澆口,主要用于高透明度平板形製品,以及要求變形很小的製品,護耳澆口的作用是使熔融塑料從澆口進入護耳時,由於摩擦熱而該善其流動性,當料流沖擊護耳側壁時,使流速降低並改變了流向,在護耳處均勻並平穩的進入型腔.彈簧抽芯結構(一)(二)端面易磨損,尺寸易不準確,不能用于工業嚴格寸法.(四)S>h最好追加行程限位機構(五)彈壓式彈簧斜抽芯百度文库(六)頂出鑽塊式彈垂抽芯11。
电火花加工工艺(EDM)对模具表面完整性的影响保护型腔表面的完整性,是工艺的一个重要方面。
型腔表面光洁度的完整性,取决于EDM工艺中形成的热蚀层,这其中包括了电极与工件之间发生的转移。
而在这一转移过程中,施加于工件上的电流会使金属熔化和汽化,并在型腔内形成热蚀层。
若要了解EDM对表面完整性的影响,必须首先了解型腔内产生的不同热蚀层。
EDM影响的不仅是金属的工作面,而且也包括其下层。
热蚀层受到EDM工艺影响的层面,被称为金属蚀变区。
图1所示的金属蚀变区由两个受到热蚀的原料层构成:再铸层(或称白层)和热影响区。
图1 各个热影响层和再沉积层(该图片由 Poco 石墨提供)白层是由于表面虽被加热至熔融状态,但温度并不足以使熔融物进入冲模间隙并被冲洗掉而形成的。
EDM工艺会改变这一层面的金相组织和其特性,这是因为该层是在冲洗过程中,由无法去除的熔融金属在绝缘液中迅速冷却并在型腔中重新固化而形成的。
该层所包含的一些可去除的颗粒,却在被冲洗出冲模间隙之前固化并重新沉积于表面。
由于白层含有大量碳,因此其结构明显不同于基料。
这一富碳层是由于EDM工艺中,电极和绝缘液中含有的烃类发生降解而形成的,并在材料处于熔融状态时渗入白层。
图2所示为采取EDM工艺前后,对基料的降解情况进行的元素分析。
它表明,实施EDM之后的碳含量明显大于实施之前。
图2采取EDM工艺前后,对基料的降解情况进行的元素分析白层以下为热影响区。
该层由于经过热处理,因此富含碳的白层对其影响甚微。
但由于热影响区未达到熔融温度,不足以改变材料结构,因此保留了母料中的金相组织。
而热影响区以下的原材料层不受EDM 工艺的影响。
微裂纹模具中产生的大量微裂纹,一直是模具生产商非常关注的问题。
如图3所示,白层中产生的微裂纹清晰可见。
如果该层变得太厚,或未采用EDM精加工或抛光工艺将其去除,微裂纹就会在一些用途中导致部件过早损坏。
此外,这些微裂纹也会降低材料的耐腐蚀和耐疲劳性能。
电火花加工工艺介绍电火花加工是一种先进的非传统的制造工艺,被广泛应用于精密模具制造、零件加工以及微纳制造领域。
它利用电弧的热破坏作用,在工件表面形成电弧行程,通过快速放电产生的高能量脉冲电流,使工件表面的材料熔化和蒸发,从而实现对工件进行精密的切削、锤击和打孔等操作。
以下将介绍电火花加工的工艺特点、加工步骤和应用领域。
1.工艺特点:(1)非接触式加工:电火花加工不需要实际的接触,只需靠电弧放电的热能破坏作用,使工件表面的材料熔化和蒸发,避免了磨损和变形的风险,适用于任何导电材料的加工。
(2)高精度加工:电火花加工能够实现微米级别的高精度加工,可以加工出形状复杂、高精度要求的模具和零件。
(3)加工质量好:电火花加工能够实现无切削力、无刀具磨损的加工方式,加工表面质量好,可以减少后续的抛光和研磨工序。
(4)适用范围广:电火花加工适用于各种硬脆材料的加工,如硬质合金、陶瓷、石英、玻璃等,且不受材料硬度的限制。
2.加工步骤:(1)工件设计:根据加工要求,设计出工件的形状和尺寸,在CAD 软件中进行建模。
(2)电极制作:根据工件形状和尺寸,制作相应形状的电极。
电极通常由铜、铜合金等导电材料制成,使用铜电极可以提高放电效率和加工速度。
(3)夹紧工件和电极:将工件与电极夹具固定在电火花加工机床上,确保工件与电极之间有一定的间隙。
(4)加工参数设置:根据工件材料、形状和尺寸,设置加工参数,如放电电流、放电时间、脉冲频率等。
(5)加工操作:启动电火花加工机床,通过控制系统控制电极和工件之间的距离和放电电流,开始进行电火花加工。
(6)加工完成:根据加工要求,设定加工深度和尺寸,电火花加工机床自动控制放电次数,直到达到要求的加工尺寸为止。
(7)清洁和抛光:将加工完成的工件进行清洗和抛光处理,以获得更好的表面质量。
3.应用领域:(1)模具制造:电火花加工广泛应用于模具制造领域,可以加工出各种形状复杂、高精度要求的模具,并且能够实现模具的高效加工和修复。
模具放电加工总结简介模具放电加工是指利用放电加工技术对模具进行加工和修复的一种方法。
它包括电火花机放电加工和线切割机放电加工两种形式。
本文将从模具放电加工的原理、优势、操作流程和注意事项等方面对模具放电加工进行总结和分析。
原理模具放电加工借助放电现象,通过在工作液介质中使两个电极产生电火花放电来加工工件表面。
放电产生的高温和高能量可以使工件表面材料瞬间熔化和蒸发,从而实现对精细加工的目的。
线切割机放电加工与电火花机放电加工有所不同,它利用线切割技术,在工作液介质中以线电极与工件表面之间产生放电进行切割。
优势模具放电加工具有以下几个优势:1.高精度:模具放电加工可以实现微细加工和形状复杂工件的加工,具有非常高的加工精度和表面质量。
2.灵活性:模具放电加工可以根据需要进行不同的工艺参数调整,灵活适应不同的加工需求。
3.适应性强:模具放电加工不论是对硬脆材料还是对高硬度材料都有较好的适应性。
4.无切削力:模具放电加工与传统的机械加工方法相比,无需加工切削力,避免了对工件的力学变形和负荷增加。
5.保护模具:模具放电加工不会对模具表面产生损伤,能够延长模具寿命。
操作流程模具放电加工的操作流程主要包括以下几个步骤:1.工件测量和定位:根据工件的尺寸和要求,进行测量并将工件正确定位在放电加工设备上。
2.确认加工参数:根据工件材料和需要进行加工的形状等要素,确定合适的放电加工参数,包括放电电流、脉冲时间、工作液介质等。
3.加工前准备:检查放电加工设备的状态,确保设备正常运行和工作液介质充足。
4.加工操作:根据确认的加工参数,启动放电加工设备进行加工操作,确保放电电极与工件表面之间的正常放电。
5.加工监控:在加工过程中及时监控工件表面的加工状态和放电效果,调整加工参数或进行工件位置的微调。
6.加工完成:加工完成后,关闭放电加工设备,及时清理设备和工作液介质,对加工后的工件进行检查和测量,确保合格。
注意事项在进行模具放电加工时,需要注意以下几个事项:1.安全操作:模具放电加工属于高能加工,需要严格遵守操作规范和安全操作规程,保证操作人员安全。
模具电火花加工简介模具电火花加工是一种高精度的加工方法,常用于制作金属模具的细微形状。
电火花加工利用电弧在金属材料上产生火花放电,通过火花的冲蚀作用来加工金属表面,从而实现精密加工的目的。
该方法具有精度高、加工效率高、加工质量稳定等优势,已广泛应用于模具制造行业。
加工原理模具电火花加工的基本原理是利用金属导电性好的特性,将工件(通常是金属)作为阳极,将装置中的电极(通常是铜或铜合金)作为阴极,两者之间形成电场。
当电流通过电极和工件之间的距离微小时,电压升高,形成高电位差。
在这种情况下,当电极与工件之间形成电晕放电时,电压会突然下降,形成电弧放电。
电弧放电引起的高温、高能量状态会使工件表面瞬间融化,并产生高温等离子体。
高温等离子体中带有高能量电子和离子,它们可以通过高速撞击工件表面,引起原子和分子的冲击和碰撞,进而冲蚀和溶解金属。
这样就可以在工件表面形成所需的形状、直径大小的孔洞等。
加工过程模具电火花加工的加工过程主要包括以下几个步骤:1.加工前准备:确定加工对象和加工光洁度要求,选择合适的电极和工件材料。
2.设计电极:根据加工对象的形状和尺寸,设计并制造适合的电极。
3.设置加工参数:根据加工对象的材料和形状,设置适当的电压、电流、脉冲间隔时间等参数。
4.安装电极:将设计好的电极安装到电火花加工设备中。
5.加工加工:将工件固定在加工台上,调整加工台的位置和加工角度,启动电火花加工设备进行加工。
6.检查加工质量:加工完成后,用测量工具检查加工表面的光洁度、尺寸和形状等指标是否符合要求。
7.修整加工表面:如有需要,进行表面修整和抛光。
加工优势模具电火花加工相比于传统的加工方法具有以下几个优势:1.高精度:电火花加工能够在微观层面上进行加工,实现高精度加工,满足工件形状和尺寸的要求。
2.加工难度低:对于一些传统加工难度高的形状和材料,电火花加工能够轻松实现精确加工。
3.加工效率高:由于电火花加工是通过电弧冲击金属表面实现加工,所以加工速度快,效率高。
(1) 高硬度零件加工。
对于某些要求硬度较高的模具,或者是硬度要求特别高的滑块、顶块等零件,在热处理后其表面硬度高达50HRC以上,采用机加工方式将很难加工这么高硬度的零件,采用电火花加工则可以不受材料硬度的影响。
(2)型腔尖角部位加工。
如锻模、塑料模、压铸模、挤压模、橡胶模等各种模具的型腔常存在着一些尖角部位,在常规切削加工中由于存在刀具半径而无法加工到位,使用电火花加工可以完全成型。
(3) 模具上的筋加工。
在压铸件或者塑料件上,常有各种窄长的加强筋或者散热片,这种筋在模具上表现为下凹的深而窄的槽,用机加工的方法很难将其加工成形,而使用电火花可以很便利地进行加工。
(4)深腔部位的加工。
由于机加工时,没有足够长度的刀具,或者这种刀具没有足够的刚性,不能加工具有足够精度的零件,此时可以用电火花进行加工。
(5)小孔加工。
对各种圆形小孔、异形孔的加工,如线切割的穿丝孔、喷丝板型孔等,对于长深比非常大的深孔,很难采用钻孔方法加工,而采用电火花或者专用的高速小孔加工机可以完成各种深度的小孔加工。
(6)表面处理。
如刻制文字、花纹,对金属表面的渗碳和涂覆特殊材料的电火花强化等。
另外通过选择合理加工
参数,也可以直接用电火花加工出一定形状的表面蚀纹。
模具制造之放电面处理应用模具制造是工业生产过程中不可或缺的环节之一,而放电面处理作为模具制造中的一项重要工艺,对提高模具质量和延长模具寿命具有重要作用。
本文将对放电面处理的应用进行探讨和分析。
一、放电面处理的概念及原理放电面处理是指通过放电机械加工方法来改善模具工件表面的性能和精度。
其原理是利用放电现象,在模具工件表面产生放电火花并瞬间溶解表面微小颗粒,同时通过溶解的颗粒重新结晶,形成更加致密和均匀的表面。
二、放电面处理的优势和特点1. 提高模具表面硬度:放电面处理可以使模具表面形成更加坚硬的表层,提高模具的抗磨性和耐冲击性。
2. 提高模具加工精度:通过放电面处理,可以去除模具表面的微小凹坑和凸起,使其表面光滑平整,从而提高模具的加工精度和成品质量。
3. 延长模具寿命:放电面处理可消除模具表面的应力集中区域,减少因应力引起的裂纹和疲劳损伤,从而延长模具的使用寿命。
4. 提高模具的防腐蚀性能:通过放电面处理,在模具表面形成致密的氧化膜,有效防止模具受到氧化、腐蚀等外界环境因素的侵蚀。
三、放电面处理在模具制造中的应用1. 模具表面硬度处理:利用放电面处理技术,将模具表面暴露在高温高压的放电环境中,通过放电火花的瞬间高温作用,使模具表面产生强化效应,提高硬度和抗磨性。
2. 模具精密光洁处理:放电面处理可以去除模具表面的毛刺、氧化皮和锈迹等不良状况,从而提高模具的加工精度和光洁度。
3. 模具寿命延长处理:通过放电面处理,可以消除模具表面的缺陷和应力集中区域,提高模具的抗疲劳性能,延长模具的使用寿命。
4. 模具防腐蚀处理:利用放电面处理技术,形成致密的氧化膜,有效防止模具表面受到外界环境因素的侵蚀,提高模具的防腐蚀性能。
四、放电面处理的发展趋势随着科技的不断发展和模具制造工艺的改进,放电面处理技术也在不断创新和提高。
未来的发展趋势主要包括以下几个方面:1. 精密放电面处理技术:利用高精度的放电加工设备和先进的放电控制系统,实现对模具表面的精密加工,进一步提高模具的加工精度和成品质量。
模具制作的工艺流程打火花配模
模具制作是制造业中非常重要的一环,它直接影响到产品的质量、生产效率和成本控制。
模具制作的工艺流程通常包括设计、加工和组装三个环节。
其中,打火花加工和配模是模具制作过程中必不可少的环节。
打火花加工是模具制作中常用的一种高精度加工技朧,也称电火花加工。
其原理是利用电火花腐蚀的原理,在工件表面通过电火花加工机床上的电极和工件之间产生电火花,使之在瞬间发生放电腐蚀,从而实现对工件进行精细加工的目的。
打火花加工可以实现对硬度高、精度要求严格的工件进行高精度加工,尤其适用于模具制作中复杂零部件的加工,能够保证模具的尺寸精度和表面光洁度。
配模是指将完成打火花加工的模具核心和模具腔体进行配合组装,形成完整的模具结构。
在配模过程中,需要严格按照模具设计图纸的要求,将各个零部件精确配合,确保模具的结构稳固、密封性好,以及保证模具在使用过程中能够正常工作。
配模需要经过严格的检验和调试,确保每个零部件的位置和尺寸都符合要求,避免在生产中出现问题。
模具制作的工艺流程中,打火花加工和配模是至关重要的环节。
通过打火花加工,能够实现模具零部件的高精度加工,从而提高模具的精度和稳定性;而配模过程则是将各个零部件有机结合在一起,形成一个完整的模具结构,保证模具在生产过程中能够正常运作,提高产品的生产效率。
总的来说,模具制作的工艺流程是一个复杂而精细的过程,需要制作人员具备扎实的专业知识和丰富的经验。
只有在每个环节都严格把控,才能够制作出高质量、高精度的模具,为相关行业的生产提供有力支持。
1。