放电间隙大小及一致性;工具电极损耗及稳定性。 放电间隙大小实际是变化的,影响着加工精度; 工具电极损耗对尺寸和形状精度都有影响。
放电间隙 加工斜度
二次放电:已加工表面上,由于电蚀产物等的 介入,而再次进行的不必要的放电,使得加工 深度方向产生斜度和加工棱角,棱边变钝。
电火花加工时的加工斜度 1—电极无损耗时工具轮廓线 2—电极有损耗时而不考虑二次放电时 工件轮廓线
窄缝零件; 3)电极材料不必比工件材料硬; 4)直接利用电能、热能进行加工,便于实现加工过程的自动
控制; 5) 广泛应用于凹模型孔、型腔加工。
3
模具制造综合实践
模具制造综合实践
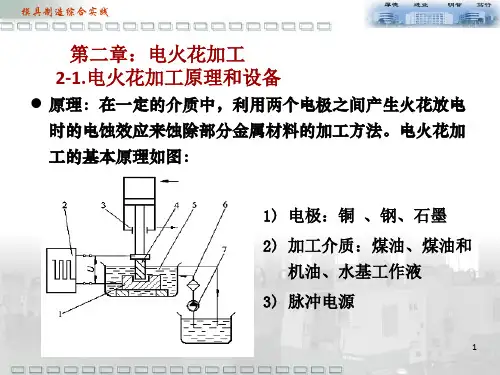
2-2.电火花加工的机理
l加工过程
1)电离:电场强度大,液体介质—电子、离子 2)放电: 电子——阴离子—— 阳介质绝缘形成电通道 3)热膨胀:电子、离子碰撞, 阴、阳极碰撞,10000℃左右, 工件表
成火花放电来蚀除金属。 它有二个回路,◆.充电回路:E→R→C组成
◆.放电回路:C→工具电极→放电间隙→工件组成。
电源接通,电容二端电压按指数 曲线逐步上升,Vc=Vg.继续上升 ,间隙被击穿,电阻变的很小,C 上储存能量瞬间放出,形成较大的 脉冲电流Ie。
模具制造综合实践
当电容的能量释放后,电压瞬时下降到接近零,间隙中 的工作液又迅速恢复绝缘状态,电流也为零。
为降低工具电极的相对损耗,必须很好地利用电火花加工过程中的各种效应。 主要包括:极性效应、吸附效应、传热效应等,这些效应又是相互影响综合作用
的。
具体做到:⑴.正确选择极性 ⑵.利用吸附效应 ⑶.利用传热 效应 ⑷.要减少工具电极损耗选用合适材料
模具制造综合实践
电极损耗
l影响电火花加工精度的主要因素