摩擦焊概述
- 格式:ppt
- 大小:1.36 MB
- 文档页数:24

摩擦焊1摩擦焊接概述:摩擦焊接是在轴向压力与扭矩作用下,利用焊接接触端面之间的相对运动及塑性流动所产生的摩擦热及塑性变形热使接触面及其近区达到粘塑性状态并产生适当的宏观塑性变形,然后迅速顶锻而完成焊接的一种压焊方法。
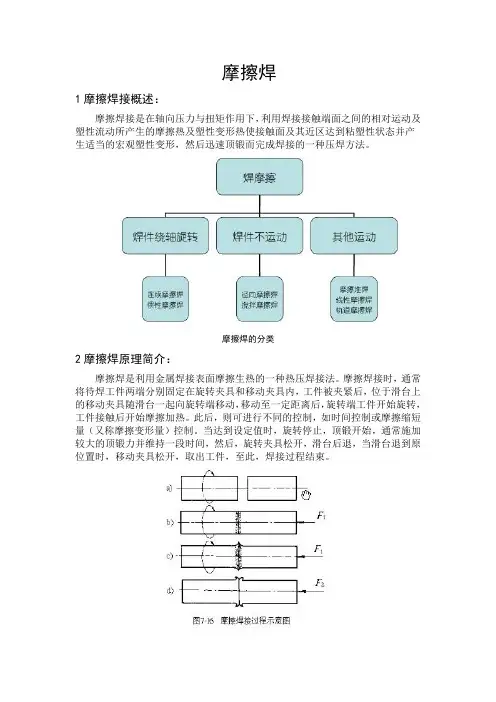
摩擦焊的分类2摩擦焊原理简介:摩擦焊是利用金属焊接表面摩擦生热的一种热压焊接法。
摩擦焊接时,通常将待焊工件两端分别固定在旋转夹具和移动夹具内,工件被夹紧后,位于滑台上的移动夹具随滑台一起向旋转端移动,移动至一定距离后,旋转端工件开始旋转,工件接触后开始摩擦加热。
此后,则可进行不同的控制,如时间控制或摩擦缩短量(又称摩擦变形量)控制。
当达到设定值时,旋转停止,顶锻开始,通常施加较大的顶锻力并维持一段时间,然后,旋转夹具松开,滑台后退,当滑台退到原位置时,移动夹具松开,取出工件,至此,焊接过程结束。
摩擦焊接是一种优质、高效、节能的固态连接技术,被广泛应用于航空、航天、石油、汽车等领域中。
在摩擦焊接过程中,主轴转速、焊接压力、焊接时间以及焊接变形量是影响焊接质量的重要工艺参数。
对这些参数实现精确的检测和控制,是获得优质焊接接头的保障。
因此,研制一套控制精度高、响应速度快、具有丰富的数据处理能力且易于升一级和扩充的开放式控制系统具有重要意义。
摩擦焊流程示意图摩擦焊具有下列优点:(1)焊接质量好而稳定。
由于摩擦焊是一种热压焊接法,摩擦不仅能消除焊接表面的氧化膜, 同时在较大的顶锻压力作用下, 还能挤碎和挤出由于高速摩擦而产生的塑性变形层中氧化了的部分和其它杂质, 并使焊缝金属得到锻造组织。
(2)摩擦焊不仅能焊接黑色金属、有色金属、同种异种金属, 而且还能焊接非金属材料, 如塑料、陶瓷等。
(3)对具有紧凑的回转断面的工件的焊接,都可用摩擦焊代替闪光焊、电阻焊及电弧焊。
并可简化和减少锻件和铸件, 充分利用轧制的棒材和管材。
(4)焊件尺寸精度高。
采用摩擦焊工艺生产的柴油发动机预燃烧室, 全长最大误差为士0.1毫米。
摩擦焊焊接使用场景摩擦焊是一种常用的金属焊接技术,它通过在接触面上施加一定的力和旋转摩擦来产生热量,使材料局部熔化并形成焊接接头。
摩擦焊具有高效、环保、节能的特点,被广泛应用于各个领域。
一、汽车制造在汽车制造领域,摩擦焊被广泛应用于车身结构的焊接。
由于摩擦焊不需要额外的焊接材料和气体保护,可以减少生产成本并提高生产效率。
同时,摩擦焊还能够实现不同材料的焊接,如铝合金与钢的焊接,使得汽车结构更加轻量化,提高燃油经济性。
二、航空航天在航空航天领域,摩擦焊被广泛应用于航空发动机的制造。
发动机的高温、高压环境对焊接接头的质量要求极高,传统的焊接方法往往难以满足要求。
而摩擦焊由于其焊接速度快、接头质量高的特点,成为航空发动机制造的理想选择。
另外,在航天器的制造中,摩擦焊也能够实现航天器的轻量化和结构强度的提升。
三、轨道交通在轨道交通领域,摩擦焊被广泛应用于铁路轨道的连接。
传统的焊接方法容易造成焊接接头的应力集中和脆性断裂,而摩擦焊能够实现铁路轨道的无缝连接,提高轨道的牢固性和平整度,提高列车的运行安全性和乘坐舒适度。
四、能源装备在能源装备领域,摩擦焊被广泛应用于核电站的焊接。
核电站的工作环境极端恶劣,对焊接接头的质量要求极高。
摩擦焊由于其无需额外材料和气体保护的特点,能够减少污染和危险物质的产生,保证核电站的安全运行。
五、电子设备在电子设备制造领域,摩擦焊被广泛应用于电子元器件的连接。
摩擦焊能够实现不同材料的焊接,如金属与陶瓷的焊接,提高电子元器件的性能和可靠性。
同时,摩擦焊还能够实现微小尺寸的焊接,适用于微电子器件的制造。
摩擦焊作为一种先进的焊接技术,已经在各个领域得到了广泛应用。
它不仅提高了焊接效率和质量,还减少了环境污染和能源消耗。
随着科技的不断发展,摩擦焊技术将会得到进一步的改进和应用,为各个领域的发展带来更大的推动力。
铝合金摩擦焊铝合金摩擦焊是一种常用的焊接方法,通过摩擦热量产生和塑性变形来实现焊接。
本文将从铝合金摩擦焊的原理、工艺、优势和应用等方面进行详细阐述。
一、铝合金摩擦焊的原理铝合金摩擦焊是指利用机械摩擦热量和塑性变形来实现焊接的方法。
在焊接过程中,两块铝合金工件通过施加一定的压力,使其接触面产生相对的摩擦,摩擦热量使接触面温度升高,达到可塑性变形的温度。
随后,继续施加压力,使接触面发生塑性变形,形成焊缝。
最后,通过冷却,焊缝得以固化。
二、铝合金摩擦焊的工艺1. 准备工作:选择合适的铝合金材料,清洁工件表面,调整焊接设备参数。
2. 焊接设备:铝合金摩擦焊设备主要包括工作台、夹具、电机、压力系统和温度控制系统等。
3. 焊接工艺参数:包括摩擦时间、摩擦转速、压力大小等。
这些参数需要根据铝合金材料的性质和焊接要求来确定。
4. 焊接过程:首先,将两块铝合金工件固定在工作台上,使其接触面平整。
然后,启动电机,通过摩擦产生摩擦热量,使接触面温度升高。
接着,施加一定压力,使接触面发生塑性变形,形成焊缝。
最后,冷却焊缝,使其固化。
5. 后处理:焊接完成后,需要对焊缝进行清理和表面处理,以提高焊接质量和外观。
三、铝合金摩擦焊的优势铝合金摩擦焊具有以下几个优势:1. 高效节能:摩擦焊是一种非常高效的焊接方法,焊接速度快,能耗低。
2. 无污染:摩擦焊过程中不需要使用焊接剂和填充材料,不会产生有害气体和废渣,对环境无污染。
3. 焊接质量好:铝合金摩擦焊焊接接头强度高,焊缝形貌美观,无气孔和夹杂物。
4. 适用范围广:铝合金摩擦焊适用于各种铝合金材料的焊接,包括硬铝合金、软铝合金和铝合金与其他金属的焊接。
四、铝合金摩擦焊的应用铝合金摩擦焊广泛应用于航空航天、汽车制造、电子电气、轨道交通等领域。
具体应用包括以下几个方面:1. 航空航天领域:铝合金摩擦焊用于飞机结构件、发动机零部件和航天器舱壁等焊接。
2. 汽车制造领域:铝合金摩擦焊用于汽车车身、发动机散热器和悬挂系统等焊接。
特种焊接方法与工艺大作业——摩擦焊焊接技术姓名:***学号: 20班级: 10焊接天津滨海职业学院2011年12月摩擦焊焊接技术一、摩擦焊的定义摩擦焊(Friction Welding,FW)是利用焊件接触的端面相对运动中相互摩擦所产生的热,使端面达到热塑性状态,然后迅速顶锻,完成焊接的一种固相焊接方法。
二、摩擦焊的基本原理摩擦焊焊接过程是在压力的作用下,相对运动的待焊材料之间产生摩擦,使界面及附近温度升高并达到热塑性状态,随着顶锻力的作用,界面氧化膜破碎,材料发生塑性变形与流动,通过界面元素扩散及再结晶冶金反应而形成接头。
焊接过程不加填充金属,不需焊剂,也不用保护气体,全部焊接过程只需几秒钟。
两焊件结合面之间在较高的压力下高速旋转相互摩擦产生了两个重要的效果:一是破坏了结合面的氧化膜或其他污物,使纯净金属暴露出来;另一个是摩擦生热,使结合面很快形成热塑性层。
在随后的摩擦扭矩和轴向压力作用下这些破碎的氧化物和部分塑性层被挤出结合面外形成飞边,剩余的塑性变形金属就构成了焊缝金属,最后的顶锻使焊缝金属获得进一步锻造,形成了质量良好的焊接接头。
三、摩擦焊的特点(1)焊接施工时间短,生产效率高。
(2)焊接热循环引起的焊接变形小,焊后尺寸精度高,不用焊后校形和消除应力。
(3)机械化、自动化程度高,焊接质量稳定。
当给定焊接条件后,操作简单,不需要特殊的焊接技术人员。
(4)适合各类异种材料的焊接,对常规熔化下不能焊接的铝-钢、铝-铜、钛-铜、金属间化合物-钢等都可以进行焊接。
(5)可以实现同直径、不同直径的棒材和管材的焊接。
(6)焊接时不产生烟雾、弧光以及有害气体等,不污染环境。
同时,与闪光焊相比,电能节约5-10倍。
四、摩擦焊的应用目前我国摩擦焊技术的应用比较广泛,可焊接直径3.0~120mm的工件以及8000mm²的大截面管件,同时还开发了相位焊和径向摩擦焊技术,以及搅拌摩擦焊技术。
不仅可焊接钢、铝、铜,而且还成功焊接了高温强度级相差很大的异种钢和异种金属,以及形成低熔点共晶和脆性化合物的异种金属。

摩擦焊焊接深度
摩擦焊接是一种固相连接的焊接方法,它利用摩擦热使材料达到塑性状态并完成连接。
对于摩擦焊焊接深度,一般有以下要点:
1. 焊接强度:焊接的最大强度大约可以达到母材的75%。
当焊接深度为1.5毫米时,焊接强度通常会达到最大值。
2. 焊接深度范围:为了获得高强度的焊接效果,建议将零件的焊接深度设计在1.2mm到2.2mm之间。
在这个范围内,焊接强度可以接近最大值,并且能够保证焊接质量。
3. 振动摩擦焊接:振动摩擦焊接是摩擦焊接的一种,它适用于塑料材料的焊接。
振动摩擦焊接的振幅(峰值到峰值的距离)对于不同的频率有不同的推荐范围。
例如,常用的高频振动摩擦焊接(240Hz)的振幅大小为0.4-1.8mm,而低频(120Hz)振动摩擦焊接的振幅大小为1.8-
4.0mm。
4. 技术发展:摩擦焊接技术不断发展,包括超塑性摩擦焊接、线性摩擦焊接、搅拌摩擦焊接等新技术,这些技术在航空、航天、核能、海洋开发等领域得到了广泛的应用。
摩擦焊接的焊接深度对焊接质量和强度有着直接的影响。
在设计和实施摩擦焊接过程时,选择合适的焊接深度是非常重要的,这需要根据具体的材料特性、焊接设备和目标应用来确定。
同时,随着技术的不断进步,摩擦焊接的方法和技术也在不断创新和完善,以适应不
同领域的特殊需求。
摩擦焊相关知识点总结一、摩擦焊的原理摩擦焊的原理是利用摩擦热效应和机械压力使焊件表面发生塑性变形,从而实现焊接。
摩擦焊的工作原理可以概括为以下几个步骤:1. 接触阶段:两个焊件通过机械压力贴合在一起,形成接触面。
同时,旋转摩擦焊工具,使摩擦热由焊接接触面产生,达到加热的效果。
2. 加热阶段:摩擦焊工具将焊接接触面加热至塑性变形温度,使接触面材料软化并产生塑性变形。
3. 搅拌阶段:通过机械压力和旋转摩擦焊工具使焊接接触面产生搅拌效应,使焊件之间的金属颗粒混合在一起,实现焊接。
4. 冷却阶段:停止摩擦热效应,等待焊接接触面冷却固化,形成坚固的焊接接头。
摩擦焊的原理可以表述为摩擦热效应、塑性变形和搅拌效应的综合作用。
通过控制摩擦焊的工艺参数,可以达到理想的焊接效果和焊缝质量。
二、摩擦焊的工艺参数摩擦焊的工艺参数是影响焊接质量和性能的重要因素,包括摩擦焊工具的转速、轴向压力、径向力、加热时间和冷却时间等。
下面分别对这些工艺参数进行详细介绍:1. 转速:摩擦焊工具的转速是影响摩擦热效应的重要参数。
较高的转速可以产生更多的摩擦热,加热焊接接触面更快,但也可能导致过高的焊接温度和金属流动速度,导致焊接质量下降。
因此,在实际操作中需要根据焊接材料的性质和厚度选择合适的转速。
2. 轴向压力:轴向压力是通过摩擦焊工具施加在焊接接触面上的压力,是实现摩擦焊的关键参数。
适当的轴向压力可以保证焊接接触面的紧密贴合,增加金属材料的接触面积,有利于摩擦热的传递和焊接质量的提高。
3. 径向力:对于摩擦搅拌焊接,径向力是对工件施加垂直于焊缝方向的压力。
通过施加适当的径向力可以保证焊接接触面的搅拌效果,防止焊接接触面出现空隙和气孔,提高焊接质量。
4. 加热时间:加热时间是摩擦焊加热阶段的持续时间,通过控制加热时间可以控制焊接接触面的温度和软化程度,影响焊接质量和强度。
5. 冷却时间:冷却时间是摩擦焊冷却阶段的持续时间,通过控制冷却时间可以保证焊接接触面充分冷却和固化,形成坚固的焊接接头。
摩擦焊接原理
摩擦焊接原理是利用摩擦热和机械力来使焊接界面达到高温和高压,从而实现金属材料的固态连接。
该焊接方法不需要外源热源,减少了焊接过程中的能量消耗和环境污染。
摩擦焊接过程中,两个焊接接头之间施加一定的压力,然后通过旋转或振动的方式使接头上产生摩擦热。
摩擦热使接头表面温度升高,接触面变软,形成塑性流动。
继续施加压力,使两个接头的金属发生冷焊,从而形成稳定的焊缝。
摩擦焊接的过程中,尤其是在焊接界面处,发生了多种物理和化学变化。
首先是金属表面发生塑性变形,表面粗糙度得到减小,提高了连接强度。
其次,由于高温条件下金属表面的原子扩散和扩散深度增加,接头界面的金属原子结合紧密,形成具有良好连接性能的焊缝。
此外,摩擦焊接还可以在焊缝处产生残余压应力,有助于提高焊接接头的疲劳寿命和抗腐蚀能力。
摩擦焊接适用于焊接不同种类的金属材料,如铝合金、钛合金、铜、镍和钢等。
它被广泛应用于航空航天、汽车制造和高速列车等领域,因其焊接速度快、焊接接头质量好、无环境污染等优点而备受青睐。
尽管摩擦焊接有许多优点,但也存在一些局限性。
摩擦焊接的焊接接头较硬,脆性相对较高,容易出现裂纹。
此外,由于焊接过程中需要施加较大的力,对设备的要求较高,使得摩擦焊接设备价格较贵。
总之,摩擦焊接是一种先进的金属焊接技术,其原理是通过摩
擦热和机械力将金属材料固态连接。
在未来的发展中,随着对焊接接头质量和效率要求的不断提高,摩擦焊接技术将得到更广泛的应用和推广。
摩擦焊摩擦焊是利用焊件相对摩擦运动产生的热量来实现材料可靠连接的一种压力焊方法。
其焊接过程是在压力的作用下,相对运动的待焊材料之间产生摩擦,使界面及其附近温度升高并达到热塑性状态,随着顶锻力的作用界面氧化膜破碎,材料发生塑性变形与流动,通过界面元素扩散及再结晶冶金反应而形成接头。
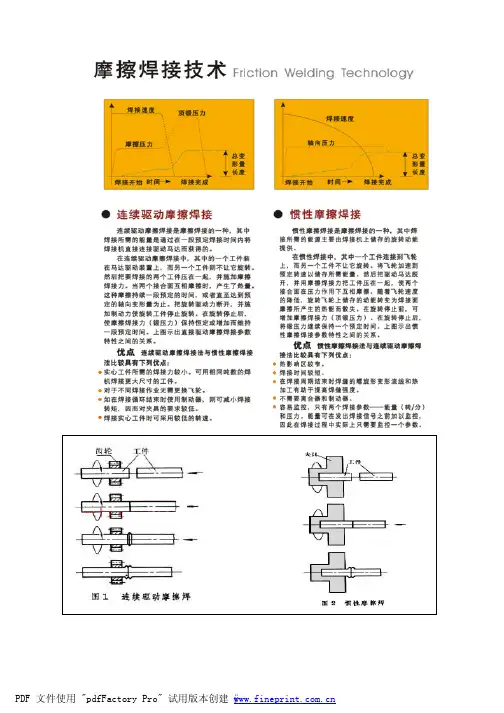
连续驱动摩擦焊基本原理1.焊接过程连续驱动摩擦焊接时,通常将待焊工件两端分别固定在旋转夹具和移动夹具内,工件被夹紧后,位于滑台上的移动夹具随滑台一起向旋转端移动,移动至一定距离后,旋转端工件开始旋转,工件接触后开始摩擦加热。
此后,则可进行不同的控制,如时间控制或摩擦缩短量(又称摩擦变形量)控制。
当达到设定值时,旋转停止,顶锻开始,通常施加较大的顶锻力并维持一段时间,然后,旋转夹具松开,滑台后退,当滑台退到原位置时,移动夹具松开,取出工件,至此,焊接过程结束。
2.摩擦焊接产热摩擦焊接过程中,两工件摩擦表面的金属质点,在摩擦压力和摩擦扭矩的作用下,沿工件径向与切向力的合成方向作相对高速摩擦运动,在界面形成了塑性变形层。
该变形层是把摩擦的机械功转变成热能的发热层,它的温度高、能量集中,具有很高的加热效率。
3.摩擦焊焊接参数主要参数有转速、摩擦压力、摩擦时间、摩擦变形量、停车时间、顶锻时间、顶锻压力、顶锻变形量。
其中,摩擦变形量和顶锻变形量(总和为缩短量)是其他参数的综合反应。
1) 转速与摩擦压力。
转速和摩擦压力直接影响摩擦扭矩、摩擦加热功率、接头温度场、塑性层厚度以及摩擦变形速度等。
转速和摩擦压力的选择范围很宽,它们不同的组合可得到不同的规范,常用的组合有强规范和弱规范。
强规范时,转速较低,摩擦压力较大,摩擦时间短;弱规范时,转速较高,摩擦压力小,摩擦时间长。
2) 摩擦时间。
摩擦时间影响接头的加热温度、温度场和质量。
如果时间短,则界面加热不充分,接头温度和温度场不能满足焊接要求;如果时间长,则消耗能量多,热影响区大,高温区金属易过热,变形大,飞边也大,消耗的材料多。