减速的 e, 点开始,到主轴停 止转动的g 点为止。它是摩擦 加热过程和顶锻焊接过程的过 渡阶段,具有双重特点。这个 阶段是焊接过程的重要阶段, 直接影响到接头的焊接质量, 因此要严格控制这个时间。
图10 摩 擦 焊 接 过 程 示 意 图 n—工作转速 py—摩擦压力 P.一顶锻压力 △l,一摩擦变形量 △1.一顶锻变形量 P— 摩擦加热功率 P.. 一摩擦加热功率峰值 t一时间 I,—摩擦时间 a— 实际摩擦加热时间 1.一实际顶锻时间
点开始,到摩擦加热功率显 著增大的B 点为止。摩擦开 始时,由于摩擦焊接表面存 在氧化膜、油、灰尘和吸附 着一些气体,使得摩擦系数 小,随后摩擦压力逐渐增大, 摩擦加热功率慢慢增加使得 焊件表面的温度上升。
图10 摩擦焊接过程示意图 n—工作转速 Py一摩擦压力 p.一顶锻压力 △l,一摩擦变形量 △/.一顶锻变形量 P— 摩擦加热功率 P.— 摩擦加热功率峰值 t一时间 I,—摩擦时间 tx—实际摩擦加热时间 1.一实际顶锻时间
摩擦焊焊接工艺特点
(1)焊接施工时间短,生产效率高。 (2 )焊接热循环引起的焊接变形小,焊后尺寸精度高,不
用焊后校形和消除应力。 (3 )机械化、自动化程度高,焊接质量稳定。当给定焊接
条件后,操作简单,不需要特殊的焊接技术人员。 (4 )适合各类异种材料的焊接,对常规熔化下不能焊接的
铝-钢、铝-铜、钛-铜、金属间化合物-钢等都可以进行焊接。 (5 )可以实现同直径、不同直径的棒材和管材的焊接。 (6 )焊接时不产生烟雾、弧光以及有害气体等,不污染环
n/r.minT
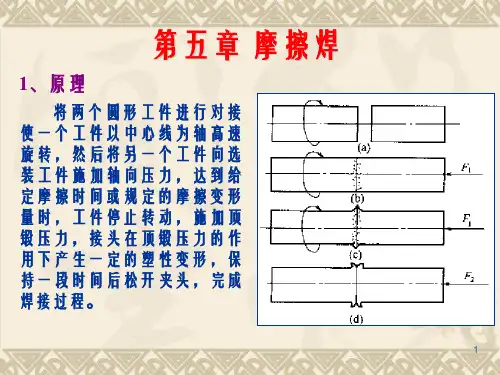
摩擦焊接过程
(3)稳定摩擦阶段 从摩擦加热功率稳定值d 点起 到接头形成最佳温度分布的 e 点为止。 e 点与工件开始停止 旋转的e,, 顶锻压力开始上 升的 f 点以及顶锻变形的开始 点,它们在时间上是重合的。 在这个阶段中,各焊接工艺参 数的变化趋于稳定,只有摩擦 变形量不断增大,飞边增大, 接头的热影响区增宽。