基于Think Design回弹补偿功能的模具设计
- 格式:pdf
- 大小:176.58 KB
- 文档页数:2

基于ThinkDesign回弹补偿功能的模具设计
何金彪
【期刊名称】《《CAD/CAM与制造业信息化》》
【年(卷),期】2008(000)012
【摘要】ThinkDesign技术早在1979年就在欧洲诞生了,但对于很多中国用户来说还比较陌生。
2008年,Extech公司取得了该软件在大中国区的全部知识产权,使其能够更好地为国内用户服务。
本文以ThinkDesign软件的GSM功能和专业的回弹补偿模块TD Compensator为基础,来说明如何轻松地解决模具型面的修改问题。
【总页数】2页(P44-45)
【作者】何金彪
【作者单位】北京艾克斯特信息技术有限公司
【正文语种】中文
【相关文献】
1.基于ThinkDesign及Autoform的汽车高强板制件参数化的回弹补偿解决方案[J], 曹振雨;刘万林;郭建峰;许德庆
2.初探ThinkDesign的回弹补偿功能 [J], 黄河
3.基于液压伺服控制的粉末压制弹性回弹补偿功能的实现 [J], 陈海兵
4.初探ThinkDesign的回弹补偿功能 [J], 黄河
5.基于PAM-STAMP2G的回弹自动补偿功能的模具设计 [J], 王书恒;孙纪宁;王玮;郝允印;朱建华
因版权原因,仅展示原文概要,查看原文内容请购买。

基于ThinkDesign及Autoform的汽车高强板制件参数化的回弹补偿解决方案曹振雨;刘万林;郭建峰;许德庆【摘要】根据Auto form软件对汽车高强板制件冲压工艺的CAE回弹仿真分析结果,运用ThinkDesign软件中GSM(Global Shape Modelling)功能,自动实现工艺数模的回弹补偿,并且将回弹补偿后的工艺数模再次运用Autoform软件进行冲压工艺的CAE回弹仿真分析,验证回弹补偿是否足够、正确,并且以实际案例表述了这种参数化回弹补偿的解决方案.【期刊名称】《模具制造》【年(卷),期】2013(013)012【总页数】3页(P80-82)【关键词】Autoform;ThinkDesign;GSM功能;参数化;回弹补偿;高强度板;汽车后地板纵梁【作者】曹振雨;刘万林;郭建峰;许德庆【作者单位】山东小鸭精工机械有限公司山东济南25000;山东小鸭精工机械有限公司山东济南25000;山东小鸭精工机械有限公司山东济南25000;山东小鸭精工机械有限公司山东济南25000【正文语种】中文【中图分类】TP391.71 引言目前随着汽车轻量化和高安全性要求的不断提高,高强度板制件在汽车车身制件中的比重越来越大。
高强度板制件在冲压成形中,面临的最大困难是回弹的控制与补偿,一般的冲压工艺方案生产出的高强度板制件往往都存在着很大的回弹,而且回弹量严重的超出制件所要求的公差范围,严重影响了制件的焊装。
而基于板料成形CAE软件对高强度板制件进行冲压工艺分析和回弹分析,得出回弹的仿真结果后,设计者根据回弹的仿真结果再运用CAD软件进行手动回弹补偿设计,整个修改过程需要反复修改、验证,非常费时、费力,准确性较低,而且可能影响甚至改变制件曲面本身的质量。
2 汽车高强板制件参数化的回弹补偿解决方案2.1 ThinkDesign软件中GSM功能简介ThinkDesign软件中GSM功能指的是全局形状建模技术,即Global Shape Modelling,通常简称GSM。

thinkdesign板料回弹解决方法2010-11-02 11:11:28| 分类:汽车板料回弹解决| 标签:|字号大中小订阅随着高强度板和铝合金的应用,回弹现象是板料成形过程中常见的缺陷,严重影响了公司模具设计的正确性和准确性,回弹效应使按照零件的理论要求形状设计制造出的模具生产出的零件不符合零件设计的要求。
目前在模具设计时有如下一些问题:●采用手工修改钣金回弹量,修改过程是一个费时、费力、费钱的回弹补偿方法,并且修改后的模型曲面质量不好。
●高强度板,回弹变形大,目前缺乏有效的手段进行控制。
●修改模具型面的次数较多,增加了模具的试模次数,模具的设计与制造周期长。
●对于外来的模型,常常需要修补破面。
目前使用的软件修补效率较低,曲面质量得不到有效保证●工程师通过优化FEA步骤,获得尽可能准确的结果。
但是FEA工作和设计工作是独立的,需要工程师花费大量的时间和精力把结果反馈到模具设计的修改设计中去。
●工程师通过白光机测量实际冲压结果,获取产品实际冲压点云数据,但是如何利用测量数据修改回弹?。
ThinkDesign解决方案介绍根据上述分析,Thinkdesign提出了相应的钣金回弹补偿功能。
Thinkdesig包含了结构设计的实体造型,装配,钣金,二维出图等模块,还包括了曲面设计,GSM功能,混合建模,ISM交互建模、TDcompensator,DieDesign等功能,下面是列举的是其板料回弹解决功能。
●使用DIE-DESIGN 修改回弹●基于CAE的分析结果,使用Compensator FE自动补偿回弹●基于扫描点云结果,使用Compensator MD自动补偿回弹ThinkDesign的AMD和CMD功能—基于扫描点云的模型修改技术介绍2010-11-02 10:01:27| 分类:thinkdesign技术| 标签:|字号大中小订阅一、引言ThinkDesign1979年诞生于意大利的Think3公司,是一款可以自由发挥你的创造力和想象力的超现代造型设计软件。

基于回弹分析的模具型面补偿法的开题报告一、研究背景在现代制造业中,模具加工已成为重要的工艺技术之一。
而从模具的角度来看,模具型面的精度是至关重要的。
而对于冲压模具来说,由于工件材料的物性和模具结构的限制,加工后的型面常常会存在一些回弹。
这些回弹会给工件的尺寸精度和工件的外观质量带来影响。
因此,如何针对这一问题进行补偿成为了研究的热点和难点。
大多数的模具型面补偿方法都是基于模拟仿真,通过预测模具加工后会出现的回弹效应,通过数学模型进行补偿。
而这些方法都需要较高的数学模型和计算能力支持,同时对模具设计人员的经验和技术水平有一定要求。
因此,基于回弹分析的模具型面补偿方法逐渐受到了研究者的关注。
这种方法基于对加工过程中的回弹现象的分析和理解,通过实际实验和数据分析,对回弹进行较准确的估计和调整。
该方法不依赖于较高的计算技术和经验技术水平,从而可以更好地实现模具型面的精度控制和质量保证。
二、研究内容本研究采用基于回弹分析的模具型面补偿方法,对冲压模具加工后的型面进行补偿。
具体内容包括:1. 实验设计:设计一套适用于冲压模具的回弹实验方案,研究回弹的量化标准;2. 回弹分析:通过实验数据和统计分析,建立回弹预测模型,针对不同材料、不同几何形状和不同加工条件下的回弹情况进行分析;3. 型面补偿:基于回弹分析结果,通过计算方法进行模具型面的精度修正,实现冲压模具型面的精度和稳定性控制。
三、研究意义本研究采用基于回弹分析的模具型面补偿方法,对冲压模具加工后的型面进行补偿。
该方法具有以下重要的研究意义:1. 提高模具型面的质量和稳定性,实现模具的高效生产;2. 降低模具加工过程中的成本和资源;3. 拓展冲压模具加工技术的应用范围,实现加工工艺的升级和智能化。
四、研究方法本研究采用实验研究法和数学分析法相结合的方法,主要包括:1. 实验设计:设计不同条件下的回弹实验方案,测量不同条件下的回弹量;2. 回弹分析:通过实验数据和数学统计方法,建立数学模型进行回弹预测和分析;3. 型面补偿:将回弹预测模型嵌入到数学模型中,进行模具型面的修正,实现精度控制和质量保证。
基于ThinkDesign回弹补偿功能的模具设计一、前言汽车行业国际竞争非常激烈,要求汽车厂商不断缩短产品上市周期,并不断推出新产品,同时,市场还要求汽车低消耗、更加轻便安全,这驱动了汽车制造厂商对于高强度钢、铝合金及复杂合成材料的使用。
随着新材料的应用,回弹现象是板料成形过程中常见的缺陷,严重影响了模具设计的正确性和准确性,回弹使按照零件的理论形状设计制造出的模具生产出的零件不符合零件设计的要求,因此,要想得到符合零件设计要求的形状,就必须改变模具型面的形状,而模具型面的修改有如下的一些问题:●传统的模具设计补偿方法是在模具车间现场试模实施,通过人工手动修模实现的,修改模具型面的次数较多,增加了模具的试模次数,模具的设计与制造周期长。
●采用CAD软件来手工修改模具的型面,修改过程是一个费时的、落后的回弹补偿方法,并且修改后的模型曲面质量不好。
●工程师通过优化FEA步骤,获得尽可能准确的板料成型和回弹结果。
但是FEA工作和CAD模具设计工作是独立的,需要客户花费大量的时间和精力把结果反馈到模具设计的型面修改设计中去。
ThinkDesign早在1979年就在欧洲诞生了,历经近三十年的发展,它已经帮助全球上万家企业解决了设计生产中存在的问题,提高了工作效率。
本文以ThinkDesign软件的GSM 功能和专业的回弹补偿模块Compensator为基础,来说明如何轻松解决模具型面的修改问题。
二、使用GSM功能修改模具型面全局形状建模技术(Global Shape Modeling,简称GSM)。
GSM为工程师提供了一种简单易用、极具创新的高级建模方式!它是目前唯一的快速创建和修改的工具,用户在设计的任何阶段都可以迅速准确的进行设计修改,而不必重新建模。
图1 GSM工具栏图1为GSM的工具栏,其功能强大,由于篇幅有限,下面仅用两个具体的实例来介绍如何应用GSM的功能来修改模具的型面。
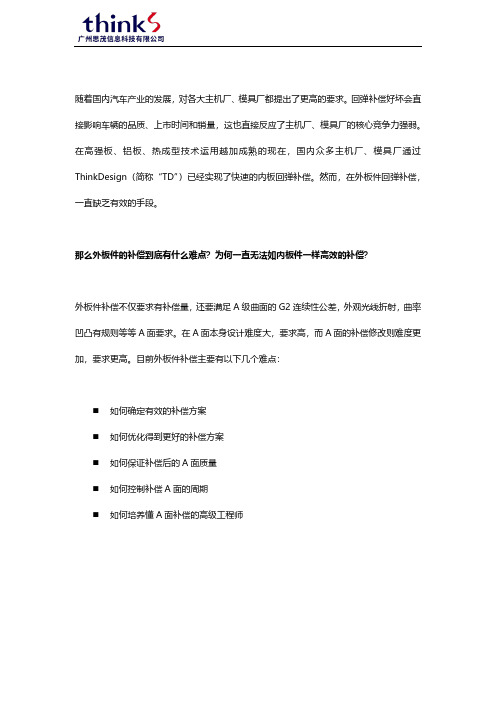
2.1采用GSM功能做回弹补偿案例一对于一些产品的回弹补偿,我们可以根据实际测量或者经验知道需要回弹的补偿量,通过给定的补偿量来修改曲面的形状,其过程只需简单的两个步骤:a) 根据已知的回弹补偿值绘制相应的目标点或目标线。
随着国内汽车产业的发展,对各大主机厂、模具厂都提出了更高的要求。
回弹补偿好坏会直接影响车辆的品质、上市时间和销量,这也直接反应了主机厂、模具厂的核心竞争力强弱。
在高强板、铝板、热成型技术运用越加成熟的现在,国内众多主机厂、模具厂通过ThinkDesign(简称“TD”)已经实现了快速的内板回弹补偿。
然而,在外板件回弹补偿,一直缺乏有效的手段。
那么外板件的补偿到底有什么难点?为何一直无法如内板件一样高效的补偿?外板件补偿不仅要求有补偿量,还要满足A级曲面的G2连续性公差,外观光线折射,曲率凹凸有规则等等A面要求。
在A面本身设计难度大,要求高,而A面的补偿修改则难度更加,要求更高。
目前外板件补偿主要有以下几个难点:⏹如何确定有效的补偿方案⏹如何优化得到更好的补偿方案⏹如何保证补偿后的A面质量⏹如何控制补偿A面的周期⏹如何培养懂A面补偿的高级工程师在十年前(即2007年),ThinkDesign与BMW合作,共同开发了基于网格数据的A级曲面自动重构补偿解决方案——compensator adaptation based on measured data(简称:CMD)。
该方案简化了A面重构修改的过程,同时,保证自动重构修改得到的A面质量,并有以下特点:✓操作简单,自动重构补偿A面✓自动快速得到有效的补偿方案✓重构补偿后保证原有A面质量✓快速优化重构补偿全局或局部,得到最佳补偿方案CMD——了解TD的工程师都知道,主要用于对接蓝光检查结果自动补偿内板的工具。
其实,在CMD工具的开发目的是为外板件重构补偿。
那么现在CMD如何融入现在的外板件补偿流程中?A面补偿都是在前期,没有实物,没有蓝光检查结果,回弹网格又从何而来?目前,A面补偿的普遍流程是:CAD设计数据输入到CAE进行分析,基于分析结果再使用CAD软件重构补偿A面。
CAD到CAE是直接通的,但在CAE分析结果返回到CAD 时,只能通过人工手动重构。
冲压模具中,回弹是一个无法避免的问题,它直接影响模具质量、成本、模具生产周期。
为了更加快捷准确的检测回弹,模具企业纷纷从三坐标测量仪升级为蓝光、白光扫描仪。
蓝光、白光扫描仪的使用,使回弹的检测得到了一个质的提升。
为什么检测精度提升了,补偿后产品合格率却没有对应的提升,补偿次数也没有减少?我们通过一个实际案例来分析:1、现在蓝光、白光扫描仪一次就可对零件所有面的回弹进行检测,得到回弹量云图。
对比原来的三坐标,检测的范围大,回弹趋势准确,得到所有面的回弹量。
2、根据回弹检查报告,制定回弹补偿方案。
由于现有CAD工具的限制,只能通过点或截面线的回弹量进行补偿修改数模。
问题关键也就在这里,扫描得到的是“网格面”,我们补偿却还是使用三坐标检测时的方法(点或截面线),蓝光、白光扫描的网格面数据没有使用,难以提升补偿后产品的合格率。
简单的说,就是把蓝光、白光扫描仪当成是超高精度的三坐标在使用。
3、在ThinkDesign(简称:TD)中是如何使用蓝光、白光扫描数据,帮助我们提升产品合格率,减少补偿修改次数的呢?A、把产品数据、模面数据和扫描数据导入TD中。
产品、扫描网格、工艺面、压边圈B、自动比对产品与扫描网格的回弹量,并生成反向补偿量。
C、由于该零件补偿的是第一序模面,所以直接使用TD的压边圈功能,保持压边圈不动,产品补偿到位,压边圈与产品之间的工艺面自动连接修改。
D、最后连接基准面,保证基准面不修改,完成补偿。
补偿后产品、工艺面、压边圈4、TD充分利用了扫描数据网格面进行补偿,高精度的检测,高精度的补偿。
补偿后试模结果检测,合格率高达92.363%,总结:充分利用了扫描仪检测数据,TD与蓝光、白光扫描仪形成了完整的回弹补偿方案。
自动计算回弹量,自动生成补偿后模面数据,避免了人工逆向的工作。
精确的补偿,通过一次整体补偿,一次局部补偿,回弹基本补偿到位。
减少补偿次数,节省改模成本和试模成本。