AF回弹补偿操作法
- 格式:doc
- 大小:26.50 KB
- 文档页数:1

9.回弹仪操作规程及保养
回弹仪操作规程及保养
1、回弹仪使用前应先进行率定,率定宜在干燥、室温为5℃~35℃的条
件下进行。
率定时,钢砧应稳固地放在刚度大的物体上。
测定回弹值时,取连续向下弹击三次的稳定回弹平均值。
弹击应分四次旋转,每次旋转宜为90°。
弹击杆每旋转一次的率定平均值应为80±2。
2、检测前,先检查混凝土表面是否清洁,平整以及混凝土土构件测区
是否符合要求。
3、将回弹仪弹击杆顶住混凝土表面,轻压仪器,使按钮松开,放松压
力时弹力杆伸出,挂钩挂上弹力锤。
4、使仪器垂直于混凝土表面并缓慢均匀施压,待弹击锤脱钩冲击弹击
杆后,弹击锤回弹带动指针向后移动到某一位置时,按下按钮锁住扣芯,记录指针所指数值即为回弹值。
5、回弹仪使用完毕后应使弹击杆伸出机壳,清除弹击杆、杆前端球
面、刻度尺表面和外壳上的污垢、尘土。
6、不用时,应将弹击杆压入仪器内,经弹击后方可按下按钮锁住机
芯,将回弹仪装入仪器箱,平放在干燥阴凉处。
7、不得旋转尾盖上已定位坚固的调零螺丝。

回弹仪使用方法及注意事项用法很简单,将回弹仪触头垂直顶在检测构件表面下按(可水平向上或向下垂直于构建,注意必须垂直,否则会有较大的测量偏差),听到“塔”的一声后,直接读取记录回弹仪上游标所在位置的读数即可,计算时舍弃每一测点最大和最小的两个读数,按是水平、向上或向下测量分别乘以系数校正,再根据构件测得的碳化深度(用碳化深度检测尺测定)查表确定构件砼强度。
注意的问题:回弹法检测混凝土抗压强度在我国使用已达四十余年,因其简便、灵活、准确、可靠、快速、经济等特点而倍受工程检测人员的青睐,是我国目前工程检测中应用最为广泛的检测仪器之一。
当对工程结构质量有怀疑时,均可运用回弹法进行检测。
但回弹法在使用过程中还是出现了较多的操作不规范、随意性大、计算方法不当等问题,造成了较大的测试误差。
如何保证检测精度,使其在监督检验结构工程和混凝土质量中发挥应有的作用,已成为众多工程建设者所关注的话题。
要提高回弹法的检测精度,应综合考虑以下几个方面因素。
1 注意回弹法检测的适用条件①、回弹法测强度的误差比较大,因此对比较重要的构件或结构物强度检测必须慎重使用。
②、符合下列条件的混凝土才能采用全国统一测强曲线进行测区混凝土强度换算。
③、混凝土采用的材料、拌合用水符合现行国家标准。
④、采用普通成型工艺。
⑤、采用符合现行国家标准《混凝土结构工程施工质量验收规范》的钢模、木模及其他材料的模板。
⑥、自然养护或蒸汽养护出池后经过自然养护7d以上,且混凝土表面为干燥状态。
⑦、龄期为14~1000d,抗压强度为10~60Mpa。
2 测试前必须进行回弹仪的率定试验(在仪器行业,对仪器的校准测定称为率定。
即校准、标定。
)回弹仪的质量及测试性能直接影响混凝土强度推定的准确性,只有性能良好的回弹仪才能保证测试结果的可靠性。
回弹仪的标准状态应是在洛氏硬度HRC 为60 ±2的标准钢砧上,垂直向下弹击三次,其平均率定值应为80 ±2,否则回弹仪必须进行调整或校验。

回弹仪使用方法及注意事项用法很简单,将回弹仪触头垂直顶在检测构件表面下按(可水平向上或向下垂直于构建,注意必须垂直,否则会有较大的测量偏差),听到“塔”的一声后,直接读取记录回弹仪上游标所在位置的读数即可,计算时舍弃每一测点最大和最小的两个读数,按是水平、向上或向下测量分别乘以系数校正,再根据构件测得的碳化深度(用碳化深度检测尺测定)查表确定构件砼强度。
注意的问题:回弹法检测混凝土抗压强度在我国使用已达四十余年,因其简便、灵活、准确、可靠、快速、经济等特点而倍受工程检测人员的青睐,是我国目前工程检测中应用最为广泛的检测仪器之一。
当对工程结构质量有怀疑时,均可运用回弹法进行检测。
但回弹法在使用过程中还是出现了较多的操作不规范、随意性大、计算方法不当等问题,造成了较大的测试误差。
如何保证检测精度,使其在监督检验结构工程和混凝土质量中发挥应有的作用,已成为众多工程建设者所关注的话题。
要提高回弹法的检测精度,应综合考虑以下几个方面因素。
1 注意回弹法检测的适用条件①、回弹法测强度的误差比较大,因此对比较重要的构件或结构物强度检测必须慎重使用。
②、符合下列条件的混凝土才能采用全国统一测强曲线进行测区混凝土强度换算。
③、混凝土采用的材料、拌合用水符合现行国家标准。
④、采用普通成型工艺。
⑤、采用符合现行国家标准《混凝土结构工程施工质量验收规范》的钢模、木模及其他材料的模板。
⑥、自然养护或蒸汽养护出池后经过自然养护7d以上,且混凝土表面为干燥状态。
⑦、龄期为14~1000d,抗压强度为10~60Mpa。
2 测试前必须进行回弹仪的率定试验(在仪器行业,对仪器的校准测定称为率定。
即校准、标定。
)回弹仪的质量及测试性能直接影响混凝土强度推定的准确性,只有性能良好的回弹仪才能保证测试结果的可靠性。
回弹仪的标准状态应是在洛氏硬度HRC 为60 ±2 的标准钢砧上,垂直向下弹击三次,其平均率定值应为80 ±2 ,否则回弹仪必须进行调整或校验。

回弹仪操作作业规程回弹仪操作方法1.回零操作:将回弹仪弹击杆顶住砼测试面,轻压尾盖,定位钩销脱开导向法兰;慢慢抬起仪器,在压缩弹簧作用下,弹击杆伸出,挂钩与弹击锤挂上,同时导向法兰将指针滑块带到零位,即指针滑块上红刻线与零度尺零线重合。
2.回弹仪获得能量操作:将已伸出的弹击杆对准砼测试面上测点,均匀缓慢退呀回弹仪,弹击杆被压入回弹仪,弹击拉簧拉伸;当仪器推压到一定位置时,导向法兰上的挂钩背部与尾部调整螺栓头端面接触并开始移动,到挂钩脱开弹击锤的瞬间,弹击拉簧伸长度达到规定的标准长度75mm,此时仪器得到了标称功能2.207N.m,弹击锤处于一触即发的状态。
这一操作规程应始终保持回弹仪轴心垂直于测试面,切忌推压用力过猛,速度过快。
3.弹击操作:紧接上述操作并继续推压回弹仪,直至弹击锤与挂钩脱开,在弹击拉簧拉力作用下,弹击锤沿中信导杆向弹击杆飞速冲击,动能在锤杆碰撞瞬间将进行分解:一部分能量使砼产生塑形变形而被吸收,另一部分使砼产生弹性变形而弹给弹击锤使其回跳。
4.读取回弹值操作:当弹击锤与弹击杆碰撞后第一次碰撞回跳时将指针滑块带到一定位置,此后应继续压住回弹仪,并从指针滑块刻线所对应的读尺刻线读取回弹值Ri;若不便读数,可按动按钮锁住机芯,保留指针滑块的位置,然后将回弹仪拿到便于读数处读取回弹值。
LF-Ⅱ型离心式快速沥青含量测定仪操作方法(1)在烘箱中于105℃左右烘干环形滤纸,取出称重并记录;(2)打开仓盖再旋下锁紧螺母,打开料盖;(3)将1.5公斤左右混合料放入料碗内,加入适量容积将其浸没并用玻璃棒降班均匀,使沥青充分溶解。
放号滤纸,盖上料盖并旋紧锁紧螺母,扣好仓盖和机盖,放号回收瓶,浸泡30分钟左右;(4)打开电脑开关,离心过滤开始,等混合液流出停止后关闭电源开关,向后推顶刹车手柄使电击停转;(5)取下扣盖,加注新溶剂,数量同前,扣好料盖,3-5分钟左右后,重复步骤(2)、(4),如此数次直至流出的溶剂为清澈的淡黄色为止。
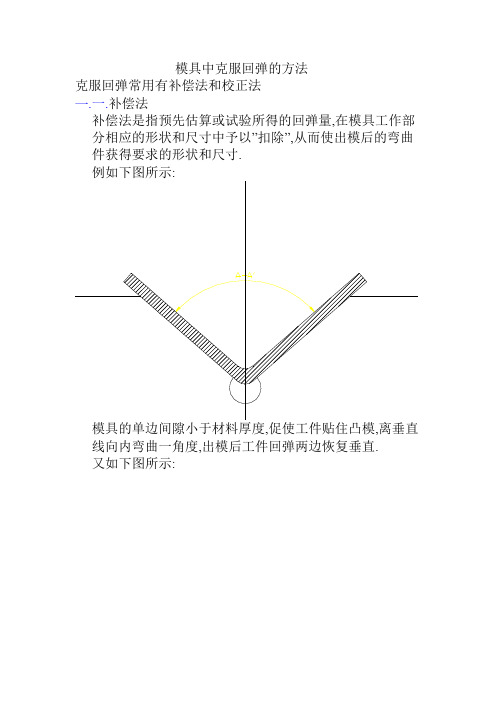
模具中克服回弹的方法
克服回弹常用有补偿法和校正法
一.一.补偿法
补偿法是指预先估算或试验所得的回弹量,在模具工作部分相应的形状和尺寸中予以”扣除”,从而使出模后的弯曲件获得要求的形状和尺寸.
线向内弯曲一角度,出模后工件回弹两边恢复垂直.
又如下图所示:
模具内底部凹入,出模后底部部弹平,促使两边向内,以抵削两边向外的回弹,从而保持垂直.
二.二.校正法
校正法是在模具结构上采取措施,使校正力集中在弯角处,力求消除弹性弯形,克服回弹.
如下图所示:
触,使校正力集中在较小的接触面上,提高单位面积的力.另如下图所示:
模具凹模的图面部分R大于凸模的圆角r和材料厚度t之和,能促使工件圆角部分材料峦薄,达到消除回弹效果.。
第九章回弹补偿回弹补偿模块(SCP)是eta/DYNAFROM 5.6中新增加的一个用于工具回弹补偿计算的模块。
通过使用诸如铝合金、高强度钢以及超高强度钢之类的高级板料,既减轻了车体的重量,又保证了汽车的安全性能。
随着高级板料被越来越多的应用到车体制造中,金属冲压工业领域也涌现出若干新课题。
其中一个重要的课题就是成形后由于板料弹性回复和不均匀的应力分布导致的回弹现象。
传统上,回弹可以通过过度弯曲、整形等方式在车间解决。
现在在预测钣金零件回弹以及有效地对模具进行回弹补偿方面,冲压CAE软件扮演着一个重要的角色。
用户可以在经过拉延、修边和翻边等一系列工艺过程后采用冲压CAE 软件进行回弹分析。
但是如果要对原始模具曲面进行补偿以解决回弹问题,这就需要使用回弹补偿技术。
几十年来,回弹补偿都是依靠工程师的经验完成的。
如今,随着计算机硬件和软件技术的不断发展,回弹补偿可以方便地在如eta/DYNAFORM之类的CAE软件中得到解决。
在eta/DYNAFORM中,通过进行回弹补偿,可以修正回弹后的零件形状,从而达到所需零件设计的尺寸公差。
如图9.1所示,回弹补偿在一系列成形模拟和回弹分析之后进行。
图 9.1回弹补偿流程示意图在eta/DYNAFORM中,回弹补偿菜单如图9.2所示。
包括回弹补偿模块(COMPENSATION)、补偿结果检查(RESULT CHECK)、网格拓朴结构修复(TOPOLOGY REPAIR)、变形(MORPHING)和曲面映射(SURFACE MAPPING)功能。
下面将对每一个功能进行的详细介绍。
图9.2回弹补偿菜单9.1回弹补偿(COMPENSATION)在进行回弹补偿之前,用户需要分别导入回弹前和回弹后的结果文件(DYNAIN文件)。
同时,用户还需要导入上一步的工具网格(如果是第一次作回弹补偿,导入原始工具网格)。
如果一次补偿不能够得到期望的形状,可以采用多次迭代的方法来进行补偿。