不合格评审处置单
- 格式:doc
- 大小:17.00 KB
- 文档页数:1
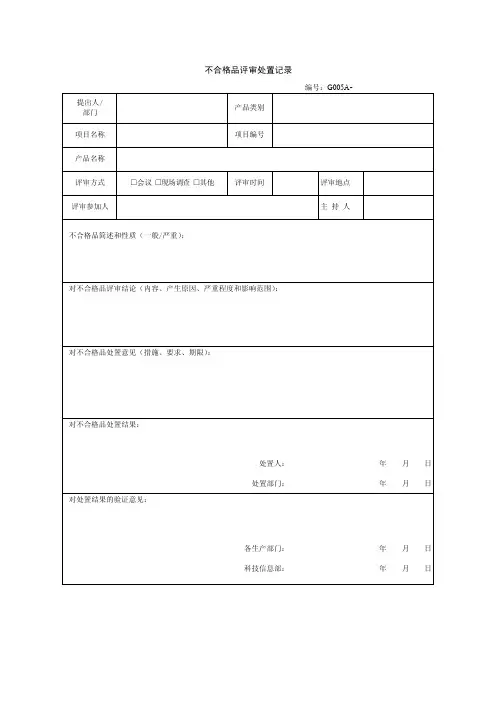
不合格品评审处置单
不合格品返工(返修)单
预防措施实施报告
纠正措施实施报告
检测设备及计量器具送检明细表
检测设备及计量器具送检通知单(存根)
NO: XY/PR7.5-TY-02 厂、部:
年月,你单位即将到周检期的检测设备及计量器具已列入本通知的附表《检测设备及计量器具送检明细表》中,请按要求送检,最迟不得超过有效检定日期5—10天。
发单部门签字:接单部门签字:
年月日年月日
检测设备及计量器具送检通知单(存根)
NO: XY/PR7.5-TY-02 厂、部:
年月,你单位即将到周检期的检测设备及计量器具已列入本通知的附表《检测设备及计量器具送检明细表》中,请按要求送检,最迟不得超过有效检定日期5—10天。
发单部门签字:接单部门签字:
年月日年月日。
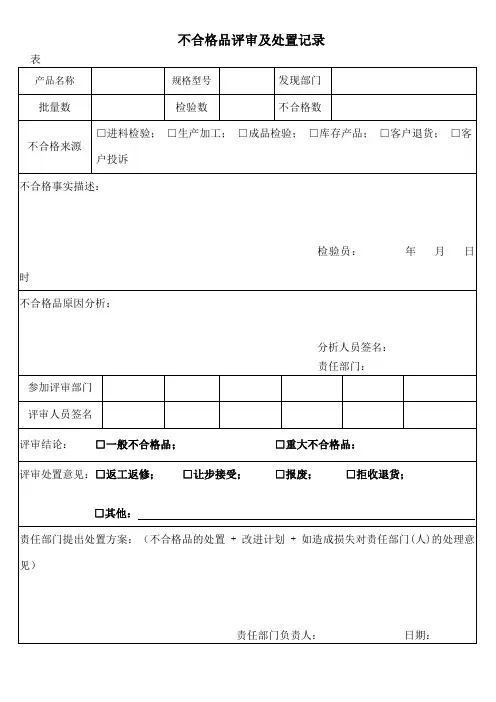
表
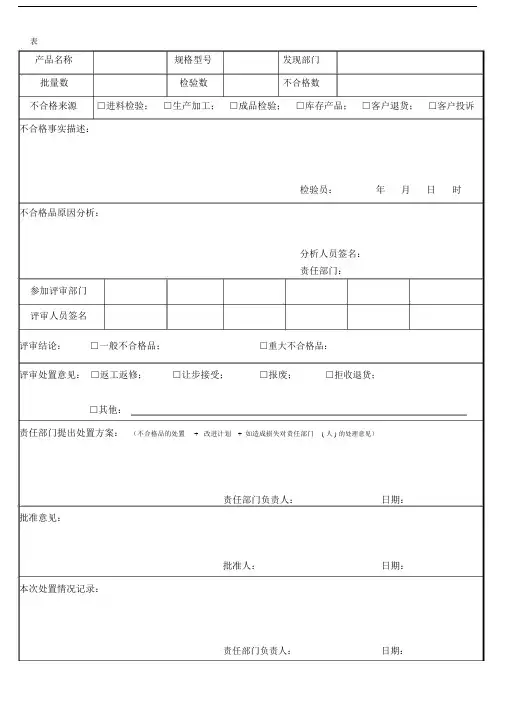
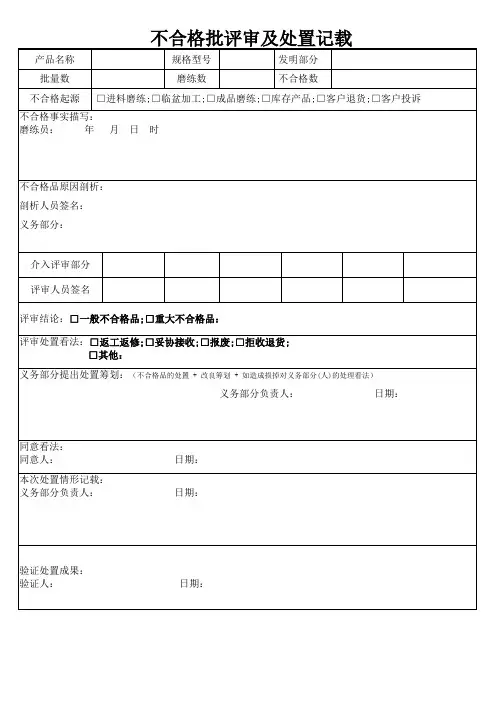
产品名称规格型号发现部门
批量数检验数不合格数
不合格来源□进料检验;□生产加工;□成品检验;□库存产品;□客户退货;□客户投诉不合格事实描述:
检验员:年月日时
不合格品原因分析:
分析人员签名:
责任部门:
参加评审部门
评审人员签名
评审结论:□一般不合格品;□重大不合格品:
评审处置意见:□返工返修;□让步接受;□报废;□拒收退货;
□其他:
责任部门提出处置方案:(不合格品的处置+改进计划+如造成损失对责任部门( 人 ) 的处理意见)
责任部门负责人:日期:
批准意见:
批准人:日期:
本次处置情况记录:
责任部门负责人:日期:
验证处置结果:
验证人:日期:。
测量不合格信息处置单评审、修改状态一览表修改日期修改内容修改人审核人批准人实施日期上次评审日期及结果注:保存期限期1个周期编制部门:设备管理部编写:韩振林审核:张如俊批准:李建新发布日期:2022年1月15日实施日期:2022年2月6日1适用范围适用于公司测量管理体系、测量过程和测量设备不合格的控制。
2职责2.1设备管理部负责不合格控制的归口管理,组织重大不合格的评审,并负责对不合格作出处置决定。
2.2采购中心负责组织新购测量设备验收不合格的评审和处置。
2.3各相关单位负责本单位测量过程中发现的不合格的评审和处置,负责使用中的测量设备不合格的信息传递和隔离控制,并实施纠正和预防措施。
3程序3.1控制流程图3.2不合格的分类3.2.1根据不合格的性质,不合格主要分为不合格测量管理体系、不合格测量过程、不合格测量设备三类。
3.2.2不合格的测量管理体系是指:a.在测量管理体系中发现任何不合格项;b.应纳入测量管理体系但没有纳入的。
3.2.3不合格的测量过程是指:a.任何测量过程产生不正确的测量结果;b.任何测量过程怀疑不正确的测量结果;c.监视发现测量过程失效。
测量过程失效,例如:由于核查标准损坏或操作技能改变,可通过如下的过程结果的信息来揭示:--分析控制图;--分析趋势图;--随后的检验;--实验室间比较;--内部审核;--顾客反馈。
3.2.4不合格的测量设备是指:a.损坏;b.过载;c.可能使其预期用途无效的故障;d.产生不正确的测量结果;e.超过规定的计量确认间隔;f.误操作;g.封印或保护装置损坏或破裂;h.暴露在已有可能影响其预期用途的影响量中(如电磁场、灰尘);f.周期检定、校准时不合格或不符合要求。
3.3测量管理体系不合格a.测量管理体系内、外部审核和管理评审中发现不合格时,审核单位将不合格情况通知到相关单位。
b.各相关单位按《纠正与预防措施管理程序》和审核单位整改要求进行整改,并将整改情况反馈给审核管理部门。

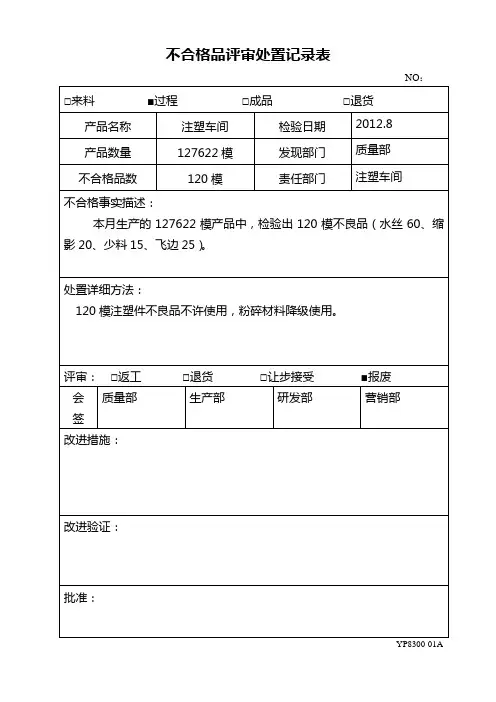
不合格品评审处置记录表NO:□来料■过程□成品□退货产品名称注塑车间检验日期2012.8产品数量127622模发现部门质量部不合格品数120模责任部门注塑车间不合格事实描述:本月生产的127622模产品中,检验出120模不良品(水丝60、缩影20、少料15、飞边25)。
处置详细方法:120模注塑件不良品不许使用,粉碎材料降级使用。
评审:□返工□退货□让步接受■报废质量部生产部研发部营销部会签改进措施:改进验证:批准:NO:□来料■过程□成品□退货产品名称喷涂车间检验日期2012.8产品数量37868只发现部门质量部不合格品数52只责任部门喷涂车间不合格事实描述:本月生产的37868只产品中,检验出52只不良品(颗粒22只、流挂15只、桔皮13只、漏喷2只)。
处置详细方法:52只不良品不许使用,粉碎后材料降级使用。
评审:□返工□退货□让步接受■报废质量部生产部研发部营销部会签改进措施:改进验证:批准:NO:□来料■过程□成品□退货产品名称压铸车间检验日期2012.8产品数量18220模发现部门质量部不合格品数26模责任部门压铸车间不合格事实描述:本月生产的18220模产品中,检验出26只不良品(缺料10只、破裂8只、变形8只)。
处置详细方法:26只不良品不许使用,全部报废(回炉)。
评审:□返工□退货□让步接受■报废质量部生产部研发部营销部会签改进措施:改进验证:批准:NO:□来料□过程■成品□退货产品名称后视镜检验日期2012.8产品数量12368只发现部门质量部不合格品数4只责任部门总装车间不合格事实描述:本月生产的12368只产品中,检验出4只不良品(螺丝松动1只、表面划伤2只、换向顺序错1只)。
处置详细方法:4只不良品经返工返修重新全检合格,可以放行。
评审:■返工□退货□让步接受□报废质量部生产部研发部营销部会签改进措施:改进验证:批准:NO:□来料■过程□成品□退货产品名称冲压件检验日期2012.8产品数量9925只发现部门质量部不合格品数9只责任部门冲压车间不合格事实描述:本月生产的9925只产品中,检验出9只不良品(破裂3只、偏心4只、毛刺2只)。
不合格品评审及处置记录引言:一、评审对象及原因企业生产的产品为电子元器件,出现的主要不合格品问题包括外观缺陷、尺寸偏差、电性能不合格等。
通过生产线检测和质检部门抽检,发现该批次产品总数的不合格品率达到了5%,明显超过了正常范围,需要进行评审和处置,以防止不合格品进一步流入市场。
二、评审过程1.召开会议:由质量管理部召集相关部门负责人和质检人员,制定评审日程和议题。
2.问题分析:对不合格品进行逐个分析,明确不合格品的问题所在、产生原因和影响范围。
3.影响评估:评估不合格品对产品质量和客户满意度的影响程度,根据影响程度确定重要性和紧急性。
4.原因分析:采用鱼骨图、5W1H等工具,对不合格品产生的原因进行详细分析。
5.对策制定:根据原因分析,制定相应的对策,包括调整工艺流程、加强人员培训、改进设备等。
6.责任追踪:明确各部门的责任和任务,追踪问题解决的进展情况,确保不合格品问题得到有效解决。
三、处置措施实施及结果1.设立处置小组:经评审决定,为了推动不合格品问题的解决,组成了一个由技术、质量、生产、采购等部门代表组成的专门的不合格品处置小组。
2.控制生产流程:根据原因分析,采取相应措施,对生产流程进行调整和优化,减少人为失误和设备故障的可能性。
3.强化培训:加强对操作人员的培训,提高其工艺和质量意识,增强团队合作和沟通能力。
4.质量监控:加强对生产线的质量监控,设立专门的检验点,及时发现和隔离不合格品。
5.设备维护:加强设备维护,定期检查和保养生产设备,避免设备故障对产品质量的影响。
6.追溯产品:对已生产的产品进行追溯,及时将不合格产品召回,避免流入市场。
7.结果汇总:经过一段时间的努力,不合格品率逐渐下降,最终控制在了正常范围内。
结语:通过评审和合理的处置,企业及时发现和解决了不合格品问题,提高了产品质量和客户满意度。
不合格品评审和处置是一个反复迭代的过程,需要各部门的紧密合作和密切沟通。
仅仅对不合格品进行处理并不足够,关键是从根本上解决不合格品产生的原因,确保产品质量和企业竞争力的持续改进。