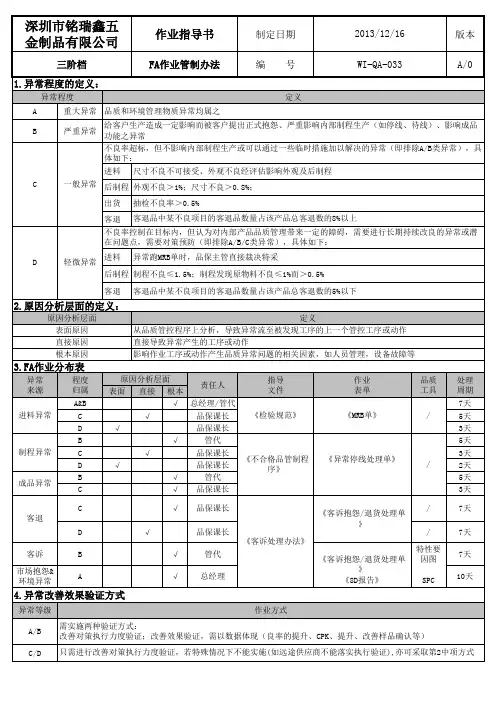
《不合格品处理单》填写规范
- 格式:docx
- 大小:11.70 KB
- 文档页数:1
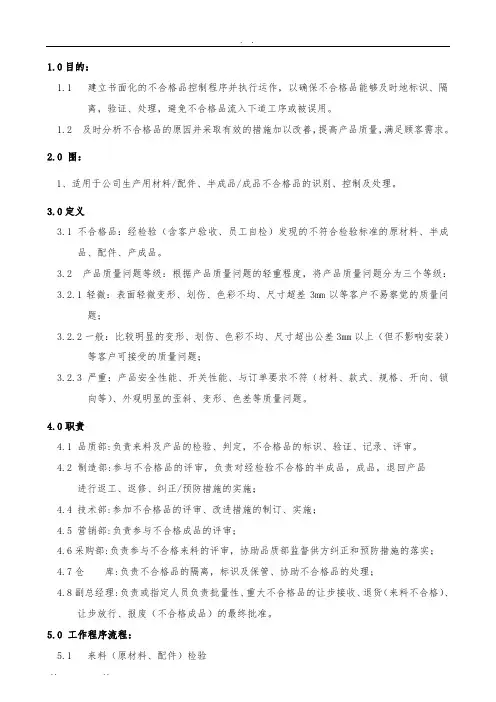
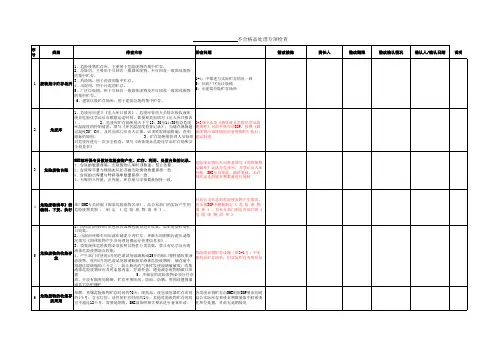
1.0目的:1.1 建立书面化的不合格品控制程序并执行运作,以确保不合格品能够及时地标识、隔离,验证、处理,避免不合格品流入下道工序或被误用。
1.2 及时分析不合格品的原因并采取有效的措施加以改善,提高产品质量,满足顾客需求。
2.0 围:1、适用于公司生产用材料/配件、半成品/成品不合格品的识别、控制及处理。
3.0定义3.1不合格品:经检验(含客户验收、员工自检)发现的不符合检验标准的原材料、半成品、配件、产成品。
3.2 产品质量问题等级:根据产品质量问题的轻重程度,将产品质量问题分为三个等级:3.2.1轻微:表面轻微变形、划伤、色彩不均、尺寸超差3mm以等客户不易察觉的质量问题;3.2.2一般:比较明显的变形、划伤、色彩不均、尺寸超出公差3mm以上(但不影响安装)等客户可接受的质量问题;3.2.3严重:产品安全性能、开关性能、与订单要求不符(材料、款式、规格、开向、锁向等)、外观明显的歪斜、变形、色差等质量问题。
4.0职责4.1 品质部:负责来料及产品的检验、判定,不合格品的标识、验证、记录、评审。
4.2 制造部:参与不合格品的评审,负责对经检验不合格的半成品,成品,退回产品进行返工、返修、纠正/预防措施的实施;4.4 技术部:参加不合格品的评审、改进措施的制订、实施;4.5 营销部:负责参与不合格成品的评审;4.6采购部:负责参与不合格来料的评审,协助品质部监督供方纠正和预防措施的落实;4.7仓库:负责不合格品的隔离,标识及保管、协助不合格品的处理;4.8副总经理:负责或指定人员负责批量性、重大不合格品的让步接收、退货(来料不合格)、让步放行、报废(不合格成品)的最终批准。
5.0 工作程序流程:5.1 来料(原材料、配件)检验5.1.1品质部检验员依照原材料检验标准、《采购订货单》特殊要求等、对原材料/配件/进行检验(免检来料除外),判定原材料/配件是否合格,做好检验记录。
5.1.2不合格材料/配件由检验填写《不合格品处理单》,附带样品交部门主管进行确认,并通知仓库进行标识、隔离;合格材料/配件则通知仓库办理入库。
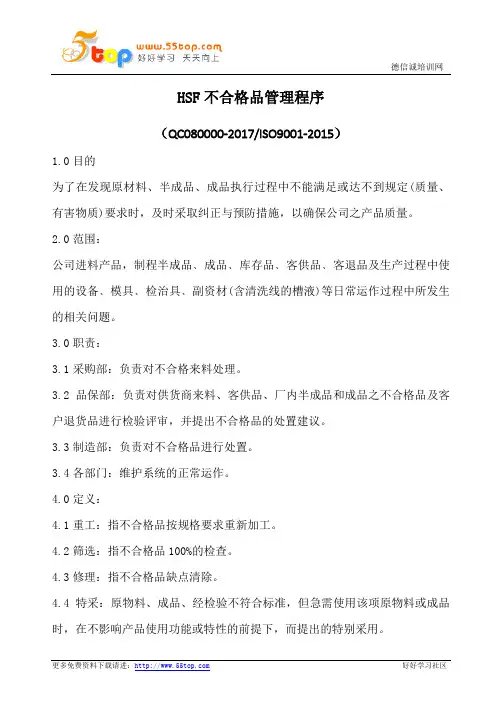
HSF不合格品管理程序(QC080000-2017/ISO9001-2015)1.0目的为了在发现原材料、半成品、成品执行过程中不能满足或达不到规定(质量、有害物质)要求时,及时采取纠正与预防措施,以确保公司之产品质量。
2.0范围:公司进料产品,制程半成品﹑成品﹑库存品﹑客供品﹑客退品及生产过程中使用的设备﹑模具﹑检治具﹑副资材(含清洗线的槽液)等日常运作过程中所发生的相关问题。
3.0职责:3.1采购部:负责对不合格来料处理。
3.2品保部:负责对供货商来料、客供品、厂内半成品和成品之不合格品及客户退货品进行检验评审,并提出不合格品的处置建议。
3.3制造部:负责对不合格品进行处置。
3.4各部门:维护系统的正常运作。
4.0定义:4.1重工:指不合格品按规格要求重新加工。
4.2筛选:指不合格品100%的检查。
4.3修理:指不合格品缺点清除。
4.4特采:原物料、成品、经检验不符合标准,但急需使用该项原物料或成品时,在不影响产品使用功能或特性的前提下,而提出的特别采用。
4.5有害物质异常:相关测试资料(《有害物质测试报告》、《MSDS》)、《材质成份表》或实际检测数据表明有害物质含量超过《有害物质控制程序》最新版本的允收标准时。
4.6不合格品:即原材料、半成品、成品不能满足或达不到客户规定(质量、有害物质)的要求。
5.0程序5.1不合格品的发现5.1.1进料发现品质异常,立即将不合格品隔离处理并开立《不合格品处理单》,若为HSF不合格品,需隔离放置于HSF不合格品区,贴HSF不合格标签(见附件标签),呈报环境管理代表批示处理,并记录好相关不合格批之追溯记录。
IQC人员提出《纠正预防措施单》给厂商改善,厂商须在3天内回复书面报告,IQC人员负责对改善后产品前三批进行追踪确认,若无异常方可结案。
5.1.2制程中发现产品品质异常,立即隔离处理并开立《不合格品处理单》,若为HSF不合格品,需隔离放置于HSF不合格品区,贴HSF不合格标签,呈报环境管理代表批示处理,并记录好相关不合格批之追溯记录。
不合格品控制程序(IATF16949-2016/ISO9001-2015)1.0目的对不合格品及可疑产品迅速加以处理,并予以识别、隔离、记录、评审、处置,防止不合格品的非预期使用或出厂。
2.0范围适用于所有的不合格品及可疑产品,包含供方提供的材料和顾客退货。
3.0职责3.1 质检部负责不合格材料、过程产品和成品的评审、处置。
3.2 生产部车间负责对不合格品采取相应的纠正或纠正措施。
4.0程序内容4.1 不合格品控制程序4.2 其他管理要求4.2.1 不合格品的分类a)严重不合格品:经监测的批量(半成品达到50件,成品达到20件)不合格,或造成较大经济损失(超过2000元),或出现严重影响两个或以上产品重要特性、主要功能、性能指标等的不合格;b)一般不合格品:个别或少量不影响成批产品质量的不合格。
4.2.2 无论是生产部门生产或质检部检验时发现不合格品,发现者均应首先进行标识、隔离,标识可采用产品标识卡、标识牌、区域、容器等方式方法,或按《生产管理程序》的标识规定。
4.2.3 对在各工序发现的无状态标识或标识不清的可疑产品,以及过期产品,发现人应立即通知检验员予以标识,并与合格产品区分隔离。
检验员应对此类产品进行重新检验或验证,以判定其为合格品或不合格品,同时填写相应的检验记录。
合格品可流入下一工序,不合格品的处理参见4.1条3款。
4.2.4 生产各阶段出现的一般不合格品,由质检员负责评审和处置,填写《不合格品处置记录》;当生产过程中操作者或质检员发现程度严重的批不合格品时,应立即报告给质量负责人(质量代表)和车间负责人,质量代表根据不合格性质、紧急情况及对随后的影响,决定并采取是否停止生产,停产采用断电或关机的方式进行。
对已出现的严重不合格品,生产部应会同质检部共同进行评审处置,必要时总经理参加,填写《不合格品处置记录》。
并组织分析原因,落实责任,并责成有关部门采取纠正措施,具体执行《纠正措施/预防措施管理程序》。
不合格产品管理规范1.目的为对不合格产品进行有效的遏制,有效处置质量异常,执行有效的纠正措施来保护下道工序和最终顾客。
2.适用范围本办法适用于对不合格产品进行遏制,执行保护下道工序和最终顾客的相应纠正措施的管理。
3.职责3.1质量部对本办法负管理职责。
3.2公司各部门对正确执行本程序负责。
3.3各级不合格品审理人员对不合格品的审理结果负责。
4.定义4.1不合格品根据其偏离的要素对产品质量影响的大小,可分为A、B两类:4.1.1 A类不合格品:产品特殊特性偏离的不合格品。
4.1.2 B类不合格品:A类不合格品以外的不合格品。
4.2断点:产生不合格产品的起始点和结束点,通过断点可以界定不合格产品的范围。
4.3可疑品:是否合格,状态不明的产品,对可疑品按照不合格品进行控制。
5.管理办法5.1不合格产品的标识、隔离办法。
5.1.1生产部在生产线设置不合格品箱,不合格品架或不合格品区,外表面统一使用红色。
5.1.2生产部、采购部、质量部等单位在相应的区域设置不合格产品隔离区域,并在适当位置做出固定、明显的不合格品区域标识。
区域线使用红色,不合格品区域标识牌(固定标识)尺寸为700mm×450mm(长×宽,可根据现场条件按比例缩小),字体为红色黑体字,格式如图1所示。
如现场条件不能设置固定的不合格品区域,可将不合格品放置在有明显区域线的区域内,并且能够与合格产品严格分开,同时在适当位置做出明显的不合格品区域标识。
不合格品区域标识牌(可移动标识)可用A4纸打印,字体为红色黑体字,格式如图2所示,放置时必须直立。
图1 不合格品区域标识牌(固定标识)图2 不合格品区域标识牌(可移动标识)5.1.3 生产线发现的不合格品,必须放入贴有不合格品区域标识牌的不合格品箱或不合格品架中,并在“不合格记录表”上进行记录不合格品型号、不合格内容、数量等。
不合格品名:规格:数量:不良原因:检验员:日期:备注:图3 不合格品标签5.1.4生产部、仓库、质量部等单位控制的被判定为不合格或可疑品的批量产品,必须将不合格品分类后放到各自的不合格品区域,并在每一个容器/包装的醒目位置贴不合格品标识,标识样式如图3。
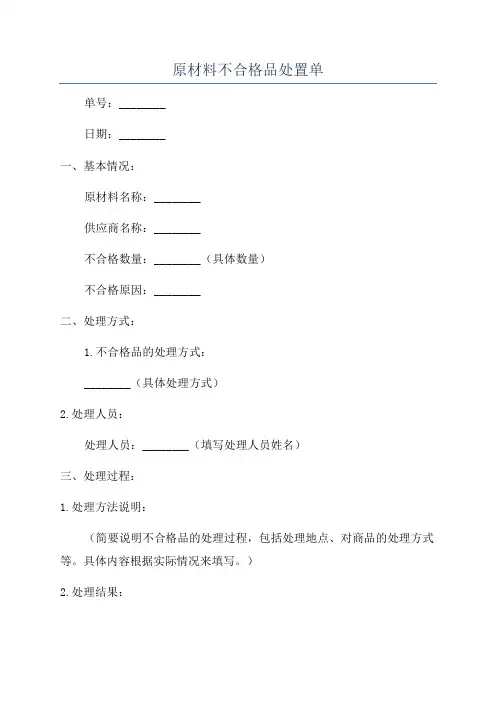
原材料不合格品处置单
单号:________
日期:________
一、基本情况:
原材料名称:________
供应商名称:________
不合格数量:________(具体数量)
不合格原因:________
二、处理方式:
1.不合格品的处理方式:
________(具体处理方式)
2.处理人员:
处理人员:________(填写处理人员姓名)
三、处理过程:
1.处理方法说明:
(简要说明不合格品的处理过程,包括处理地点、对商品的处理方式等。
具体内容根据实际情况来填写。
)
2.处理结果:
(说明不合格品的处理结果,包括处理后的数量、残留物的处理等。
具体内容根据实际情况来填写。
)
四、相关证明:
1.不合格品的图片:
(将不合格品的照片附在此处,以便于留存记录。
)
2.处理单据:
(将相关处理单据(如处理记录、收据等)附在此处,以便于留存记录。
)
五、备注:
(如有其他需要说明的事项,请在此处填写。
)
六、处置人确认:
处理人员:________(填写处理人员姓名)
签字:________(处理人员签字)
日期:________
七、复核人确认:
审核人员:________(填写审核人员姓名)
签字:________(审核人员签字)
日期:________
此处置单为不合格原材料处理过程的记录,负责人和处理人员需认真履行相关责任,确保不合格品得到适当的处理,以确保生产质量的稳定与安全。
同时,该处置单应妥善保管,以便于后续查证和监督的需要。
一、适用目的:为规范质检员记录填写,统一记录格式,特制定质检员记录填写标准。
二、适用范围:所有质检员三、制度内容:质检过程检验记录表共4种分别为:过程抽检记录表、处罚单、质量问题处理单、成品入库检验报告单(一)配料、灌装间所需记录表为:过程抽检记录表、质量问题处理单、处罚单。
(二)包装间所需记录表为:成品入库检验报告单、处罚单、质量问题处理记录单及辅助记录:过程抽检记录表。
1. 检验记录由质检员在操作时填写在相应要求栏,不得漏项(除备注项外),不允许任意更改,检验员对记录数据及文字描述的真实性负责。
2.所有检验记录不得随意涂改,确有少量数据或文字需要更正时,应将原数据划上一横或错误文字上画两条水平线,再在旁边写上正确的数字,务必保持原数据或文字清晰可辨。
3.填写检验记录一律用蓝色圆珠笔或黑色中性笔填写,字迹清晰工整、色调一致。
需复写时使用蓝色复写纸,字迹要工整,色调一致,各份都要清晰可辨,严禁涂改。
4.过程抽检记录填写标准:(1)半成品过程检验记录填写标准:①记录应按相应栏要求填写完整,各项检验结果都应记录,注明“正常”(√)或“不正常”(×)不正常的并附带有相应的描述且在“处理办法及效果”栏中填写处理办法及跟踪结果。
②检验过程中的各种检验结果及检验中与标准规定有差异的现象要在“备注”栏详细记录。
③过程抽检记录表“备注”栏应填写检验过程中的辅助信息,如:检验过程生产情况、针对单一问题的详细描述等。
④当班生产结束应在过程抽检记录表下方填写当天工作及检验情况的总结,总结要简明扼要、要描述出当天检验时的突出问题及需接班人员注意的问题或当班结束无法完成需要对方完成的工作。
(2)成品过程检验记录填写标准:①在“抽查时间”栏填写抽检产品的品名、规格、产品上的喷码日期(日期要写完整);在“抽检项目、检验结果”栏填写抽检比例(如:4-3-10,4代表此时间段所要抽检产品的总垛数,3代表所要抽检的4垛中具体抽检的垛数,10代表具体抽检的3垛中具体抽检的总件数);在“处理办法及效果、备注”栏填写抽检结果、不合格现象(不合格现象有机器或包装组的要表明)及处理办法;当批次产品检验结束,要在相应抽检记录下方写出当批次抽检的总件数及当批次产品的合格率。
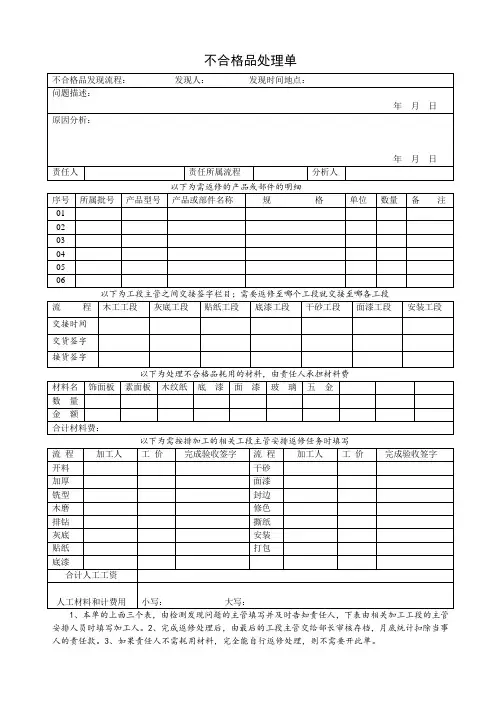
《不合格品处理单》填写规范
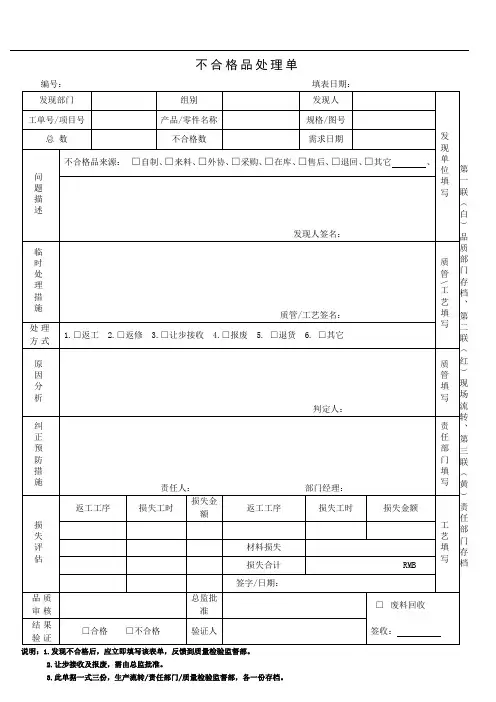
1、公司所产生的不合格(包含外部退货品)品由质检员填写《不合格评审单》。
2、填写规范:写明产品名称,型号、数量、批次数、加工
日期、不合格工序、不合格数量、不合格产生原因及预
防措施、标明是多批次与一批次、退货品需标明产品上
商标日期、
3、此表为一式四联,第一联品管留底(白联),第二联交
责任单位,第三联交财务部,第四联交企管部,产品需
入待用品仓库的另外复印一份交成品库仓管员。
4、需返工返修的产品经返修后将入库单附在《不合格评审单》上。
5、《不合格评审单》填写后交各部门签字后交财务部结算。
企管部
2014.3.12。
《不合格品处理单》填写规范
1、公司所产生的不合格(包含外部退货品)品由质检员填写《不合格评审单》。
2、填写规范:写明产品名称,型号、数量、批次数、加工
日期、不合格工序、不合格数量、不合格产生原因及预
防措施、标明是多批次与一批次、退货品需标明产品上
商标日期、
3、此表为一式四联,第一联品管留底(白联),第二联交
责任单位,第三联交财务部,第四联交企管部,产品需
入待用品仓库的另外复印一份交成品库仓管员。
4、需返工返修的产品经返修后将入库单附在《不合格评审单》上。
5、《不合格评审单》填写后交各部门签字后交财务部结算。
企管部
2014.3.12。