拉梢斜的设计方法 1.拉料梢的作用a.将料头从母模板中脱离;b.在第一次开模时,拉料梢之倒 勾形成上固定板与剥料板分开的阻力 2.设计要点a.在进胶点上方,排布拉拉梢;b.对于料头长或有曲线变化时,每 隔一段距离式在转弯处增加拉料梢
顶出系统
顶出系统简介
1.顶针设计时应尽量排在成品垂直之壁厚之正下方,可获得较大之顶出力量 2.当在斜面或曲面上配置顶针时,需考虑沉头定位问题及顶出时顶针先端会 有顶滑现象 3.顶针配置时在允许范围内直径应尽量加大且为标准规格品,相对也需考虑 顶针(异材质)散热问题否则将来成品表面会留痕迹 4.每一套模具顶针直径尺寸不宜太多种,否则加工时需频频换刀既浪费时间 及易出错
这样就完成塑料模具的整个运动周期.
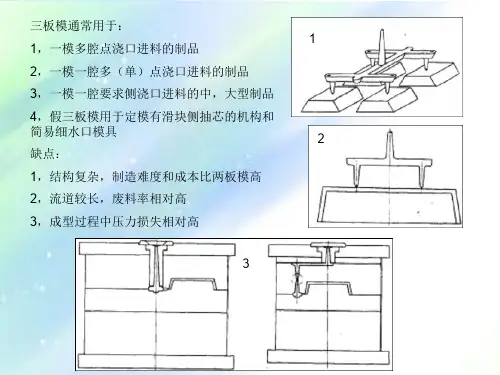
三板模设计
小拉杆设计方法 A:直径确定
300×300以下 Φ16 300→450 Φ20 450→600 Φ25 600以上 Φ30 B:通常取四支两支,注意是否影响料头取出位置 C:小拉杆行程=料头总长+20~35mm D:注意小拉杆上端T形套安装时需加装弹簧垫圈 E:在剥料板与母模板间加弹簧, 弹簧行程取20左右.
天侧
反
操 作 侧
操 作 侧
地侧
二、顶出行程 (1)、顶出行程一般规定被顶出的制品脱离模具5~10mm,如下图所示:
(2)、在成型一些形状简单脱模角度较大的桶形制品也可使顶出行程为成品深度 的2/3如下图所示:
三、顶出位置的设定:
1、冷却后由于塑料会产生收缩的应力,而有抱紧的现象,在靠破孔两边成品肉厚 强度最弱,应设置顶针顶出。
2、在成品垂直之壁厚之正下方应设置顶针以利于顶出
3、在十字肋下方常排布顶针,既可顶出又可排气。
4、模仁中顶针,顶管及顶针,顶管孔配合公差,位置度公差。 顶针,顶管的配合公差及位置度公差。