卧式冷室压铸机的构成
- 格式:pdf
- 大小:364.21 KB
- 文档页数:13

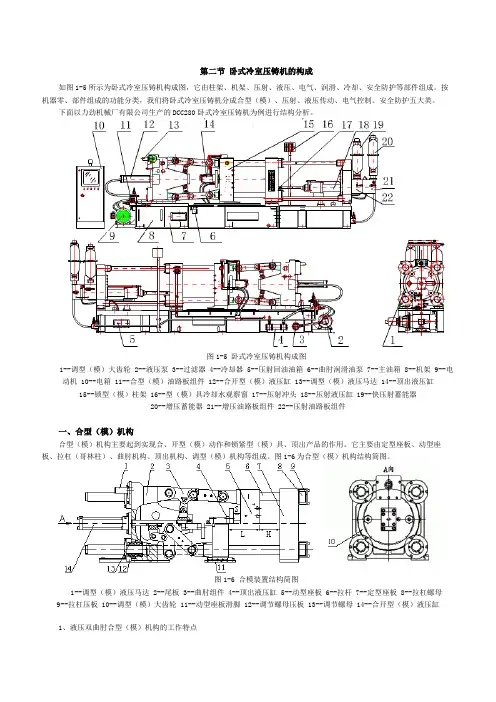
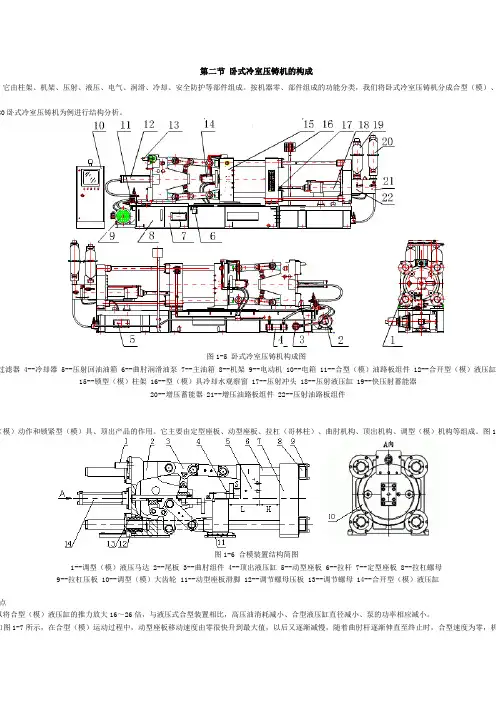
第二节卧式冷室压铸机的构成如图1-5所示为卧式冷室压铸机构成图,它由柱架、机架、压射、液压、电气、润滑、冷却、安全防护等部件组成。
按机器零、部件组成的功能分类,我们将卧式冷室压铸机分成合型(模)、压射、液压传动、电气控制、安全防护五大类。
下面以力劲机械厂有限公司生产的DCC280卧式冷室压铸机为例进行结构分析。
图1-5 卧式冷室压铸机构成图1--调型(模)大齿轮 2--液压泵 3--过滤器 4--冷却器 5--压射回油油箱 6--曲肘润滑油泵 7--主油箱 8--机架 9--电动机 10--电箱 11--合型(模)油路板组件 12--合开型(模)液压缸 13--调型(模)液压马达 14--顶出液压缸15--锁型(模)柱架 16--型(模)具冷却水观察窗 17--压射冲头 18--压射液压缸 19--快压射蓄能器20--增压蓄能器 21--增压油路板组件 22--压射油路板组件一、合型(模)机构合型(模)机构主要起到实现合、开型(模)动作和锁紧型(模)具、顶出产品的作用。
它主要由定型座板、动型座板、拉杠(哥林柱)、曲肘机构、顶出机构、调型(模)机构等组成。
图1-6为合型(模)机构结构简图。
图1-6 合模装置结构简图1--调型(模)液压马达 2--尾板 3--曲肘组件 4--顶出液压缸 5--动型座板 6--拉杆 7--定型座板 8--拉杠螺母9--拉杠压板 10--调型(模)大齿轮 11--动型座板滑脚 12--调节螺母压板 13--调节螺母 14--合开型(模)液压缸1、液压双曲肘合型(模)机构的工作特点(1)增力作用通过曲肘连杆系统,可以将合型(模)液压缸的推力放大16~26倍,与液压式合型装置相比,高压油消耗减小、合型液压缸直径减小、泵的功率相应减小。
(2)合、开型(模)运动速度为变速如图1-7所示,在合型(模)运动过程中,动型座板移动速度由零很快升到最大值,以后又逐渐减慢,随着曲肘杆逐渐伸直至终止时,合型速度为零,机构进入自锁状态(锁型状态)。
卧式冷室压铸机工作原理以卧式冷室压铸机工作原理为题,本文将从冷室压铸的概念、卧式冷室压铸机的结构、工作原理、优点和应用范围等方面进行阐述。
一、冷室压铸的概念冷室压铸是将金属材料通过高压力注入铸型中,通过模具形成所需形状的一种铸造工艺。
与热室压铸相比,冷室压铸能够适应更广泛的材料,如铝、镁、铜等,也可以用于制造更高精度的产品。
二、卧式冷室压铸机的结构卧式冷室压铸机由注射系统、冷却系统、液压系统、电气系统和机身等组成。
其中,注射系统包括注射缸、注射头、注射杆等;冷却系统包括冷却水道、冷却器、水泵等;液压系统包括油泵、油箱、液压缸等;电气系统包括电器控制柜、PLC控制系统等。
三、卧式冷室压铸机的工作原理卧式冷室压铸机的工作原理是:首先,将金属材料放入注射缸中,注射缸内的加热器将金属材料加热至一定温度;接着,通过液压系统将注射杆推动注射头,将金属材料注入到模具中;随后,通过冷却系统将模具中的金属材料冷却,使其凝固成型;最后,通过机身的开合装置,将铸件从模具中取出。
四、卧式冷室压铸机的优点卧式冷室压铸机相对于其它压铸机的优点在于:一是卧式结构能够有效避免铸件变形,保证铸件的精度和质量;二是注射系统采用了双缸结构,注射精度高,能够满足高精度铸件的需求;三是液压系统采用了比例控制,能够更好地控制压力和流量,保证铸件的稳定性和一致性。
五、卧式冷室压铸机的应用范围卧式冷室压铸机广泛应用于汽车、摩托车、航空航天、电子通讯、机械制造等领域。
其主要用途是生产各种铝合金、镁合金、铜合金等金属铸件,包括汽车发动机缸盖、变速箱壳体、摩托车发动机外壳、飞机发动机叶轮等。
卧式冷室压铸机是一种高效、精准、稳定的金属铸造设备,具有广泛的应用前景。
在日常生活和生产中,我们可以看到许多应用了卧式冷室压铸机生产的高质量铸件,其重要性不言而喻。
压铸机基本结构压铸机是一种用于铸造金属制品的机械设备,其基本结构由以下几个部分组成:机架、铸造系统、液压系统、控制系统和辅助系统。
1. 机架:机架是压铸机的支撑结构,通常由铸铁或钢材制成。
它的主要作用是提供稳定的支撑和保持各个部件的相对位置关系。
机架上通常还安装有操作面板、控制开关和显示屏等操作控制元件。
2. 铸造系统:铸造系统是压铸机的核心部分,包括模具、注射系统和压力系统。
模具是用来制造铸件的工具,通常由两个或多个模具组成。
注射系统由注射筒和注射活塞组成,它的作用是将熔化的金属注入模具中。
压力系统通过液压缸提供所需的压力,将熔化的金属充实到模具中,确保铸件的密实性和形状精度。
3. 液压系统:液压系统是控制压铸机各个部件运动的动力来源,主要由液压泵、液压阀和液压缸等组成。
液压泵负责将液压油从油箱中抽取,并通过液压阀控制液压油的流动方向和压力大小。
液压缸则根据液压系统的指令,驱动机械部件进行运动,如开合模具、注射活塞的前后移动等。
4. 控制系统:控制系统是压铸机的智能化部分,主要由PLC(可编程逻辑控制器)和触摸屏等组成。
PLC是一个可编程的电子设备,可以根据预设的程序控制压铸机的运行,实现各个动作的协调和顺序控制。
触摸屏则是人机交互界面,通过它可以设置工艺参数、监控生产过程和进行故障诊断等操作。
5. 辅助系统:辅助系统包括冷却系统、润滑系统、气动系统和电气系统等。
冷却系统用于控制压铸过程中的温度,保证铸件的质量。
润滑系统则负责给机械部件提供润滑油,减少磨损和摩擦。
气动系统用于控制压铸机的气动元件,如气缸和气动阀等。
电气系统负责控制电动机和各种传感器的运行,确保压铸机的正常工作。
压铸机的基本结构是由机架、铸造系统、液压系统、控制系统和辅助系统等部分组成。
这些部分相互配合,完成金属铸造的全过程。
压铸机在现代工业中具有广泛的应用,可以制造出各种形状复杂的金属制品,如汽车零部件、电子产品外壳等。
随着科技的发展,压铸机的结构和性能也在不断改进和创新,以适应不断变化的市场需求。
第二节卧式冷室压铸机的构成,它由柱架、机架、压射、液压、电气、润滑、冷却、安全防护等部件组成。
按机器零、部件组成的功能分类,我们将卧式冷室压铸机分成合型(模)、80卧式冷室压铸机为例进行结构分析。
图1-5 卧式冷室压铸机构成图过滤器 4--冷却器 5--压射回油油箱 6--曲肘润滑油泵 7--主油箱 8--机架 9--电动机 10--电箱 11--合型(模)油路板组件 12--合开型(模)液压缸15--锁型(模)柱架 16--型(模)具冷却水观察窗 17--压射冲头 18--压射液压缸 19--快压射蓄能器20--增压蓄能器 21--增压油路板组件 22--压射油路板组件(模)动作和锁紧型(模)具、顶出产品的作用。
它主要由定型座板、动型座板、拉杠(哥林柱)、曲肘机构、顶出机构、调型(模)机构等组成。
图1图1-6 合模装置结构简图1--调型(模)液压马达 2--尾板 3--曲肘组件 4--顶出液压缸 5--动型座板 6--拉杆 7--定型座板 8--拉杠螺母9--拉杠压板 10--调型(模)大齿轮 11--动型座板滑脚 12--调节螺母压板 13--调节螺母 14--合开型(模)液压缸点以将合型(模)液压缸的推力放大16~26倍,与液压式合型装置相比,高压油消耗减小、合型液压缸直径减小、泵的功率相应减小。
如图1-7所示,在合型(模)运动过程中,动型座板移动速度由零很快升到最大值,以后又逐渐减慢,随着曲肘杆逐渐伸直至终止时,合型速度为零,机速转慢至零,非常符合机器整个运动设计要求。
图1-7 曲肘部分结构简图1--合开型(模)液压缸 2--钩铰 3--长铰 4--动型座板一直线时,机构处于自锁状态,此时,可以撤去合型(模)液压缸的推力,合型(模)系统仍然会处于合紧状态。
、速度、行程或位置,所涉及的几个概念解释如下。
板对型(模)具形成的锁紧力。
金液注入型(模)具型腔时,模板对型(模)具形成的最终锁紧力。

介绍压铸机的主要结构及操作工日常点检压铸机的结构与日常维护为了获得合乎要求的压铸产品,性能优良的压铸机是十分关键的设备。
压铸工艺就是以压铸件为本,通过设计压铸模,选用压铸机,提供在所需合金,是整个压铸系统得到整合,从而多快好省的制造出满足要求的压铸件。
鉴于文灿生产中使用的压铸机以冷室压铸机为主,本章以日本生产的TOYO 350t的压铸机为例来分析压铸机的主要结构和维护、维修的内容。
一、常用冷室压铸机的结构及其组成卧式冷压室压铸机的机构及主要组成如图1 所示,机器分合模单元和压射单元两大部分。
合模单元包括合模缸、曲肘机构、动模座板、拉杆、顶出缸、定模座板等;压射单元包括压射组件、压射驱动缸、增压器等。
这种压铸机常用于铝、铜、镁、锌等合金的压铸。
其特点如下:A、金属液进入型腔转折少,流动过程中的阻力小,有利于充分发挥充型能量和增压作用。
B、卧室压铸机的压射中心可调,有利于模具设计;C、较立式压铸机易于操作,便于维修,容易实现自动化;D、金属液在压室内与空气接触面积达,压射时,如冲头预行进速度(第一级)不当,容易将压室内的空气卷入金属液中,一并进入型腔;E、设置中心浇口时,多一个附加分型面,增加了模具的复杂性。
211918171615141312111094321.液压泵;2.过滤器;3.冷却器;4.压射回油油箱;5.曲肘润滑油泵;6.主油箱;7.机架;8.电动机;9.电箱;10.合模油路板组件;11.合开模液压缸;12.调模液压马达;13.顶出液压缸;14.锁模柱架;15.压射冲头;16. 模具冷却水观察窗;17.压射液压缸;18.快压射储能器;19.增压储能器;20.增压油路板组件;21.压射油路板组件图1 卧室冷室压铸机的结构及主要组成二 冷室压铸机日常维护与管理压铸机必须在充满灰尘和金属宵 的恶劣环境中工作,如果没有很好的维护保养,压铸机就无法正常工作。
目前自动化程度较高的机型都实现了压铸机日常检查的自动提示,每天开机时电脑会将日常点检项目在压铸机的显示屏上列出。
卧室冷室压铸机的主要结构与工作原理卧室冷室压铸机的主要结构力劲冷室卧室压铸机主要由合模、压射、液压、电气、机座、润滑和冷却等部件组成。
除主电箱外,其他部件都装在机座上,机座本身同时又是液压油箱。
机器共有三种工作程序:手动、自保和自动。
其和中在自动工作程序时,可配备自动给汤、自动取件和自动喷雾等压铸辅助设备。
一、锁模部件锁模部件的功能就是保证装于其上的压铸模具的动定模有精确的定位与导向,可靠的闭合与开启,同时还具有抽插型芯和顶出压铸件的功能。
我们公司的锁模部件主要由以下几部分组成:1、锁模机构我们的机器采用的液压驱动-曲轴机械扩力式锁模机构。
它具有运动合理、锁模可靠、结构紧凑、节省能耗和便于维护等优点。
厚实的模板和曲轴、合金钢销轴与精密的加工可保证锁模机构的刚度和可靠性。
2、液压顶出机构液压顶出机构装在动模板背面为油缸顶出、顶出板上开有与动模板一致的顶杆安装孔,以适应不同压铸件顶杆配置的需要,而且顶出行程和顶出次数均可调节。
3、调模机构调模机构由液压马达和齿轮传动组成。
调模速度调节可通过控制液压马达的进油量来改变,具有传动平稳、调节方便等优点。
4、抽哥林柱装置DCC800具有机械抽哥林柱装置。
可以利用开锁模动作抽出和返回操作侧上部一根哥林柱的装置,以便于水平宽度大于哥林柱内间距的压铸模具的安装和拆卸DCC1000以上的具有液压抽哥林柱装置,可以通过操作面板上的按钮具体来操作5、抽芯阀组我们的机器设有4个电液阀供抽芯用,其中两个安装在动模板,两个在定模板。
各抽芯动作次序可在PLC的预定程序中自由选择。
二、润滑系统锁模部件的所有摩擦副都设计了自动润滑和人工注油润滑等。
自动润滑系统用于运动频繁、负荷较重的摩擦副的润滑,我们的机器上主要是铰边、十字头导杆、动模板滑脚等,我们使用的润滑油泵主要是CHIBA润滑油泵,润滑油经输油管和比例式分配器对各个点进行定量润滑,润滑的频率可由SIEMENS人机界面自由设定,同时还有自动润滑异常报警,机器自动循环禁止等功能。
卧式压铸机工作原理一、概述卧式压铸机是一种用于生产各种金属零件的设备,它采用压力将熔融金属注入模具中,经过冷却后形成所需的零件。
本文将详细介绍卧式压铸机的工作原理。
二、结构卧式压铸机主要由注射系统、液压系统、控制系统和模具系统组成。
其中注射系统包括熔炉、注射缸和喷嘴等部件;液压系统包括油泵、油箱、电机和控制阀等部件;控制系统包括PLC和触摸屏等部件;模具系统包括上下模板、冷却水管和顶针等部件。
三、工作原理1. 准备工作:首先将所需的金属材料放入熔炉中进行加热,直至其完全融化。
同时,将模具安装在卧式压铸机的上下模板之间,并连接冷却水管。
2. 注射:当金属完全融化后,通过注射缸将其抽取到缸体内,并通过喷嘴注入到模具中。
同时,液压系统提供所需的压力,确保金属能够充分填充模具中的空间。
3. 冷却:注射完成后,金属开始冷却。
此时,冷却水通过模具中的管道流动,将金属迅速冷却,并使其固化成所需的形状。
4. 脱模:当金属完全固化后,上下模板分别打开,将零件从模具中取出。
同时,顶针可以帮助将零件推出。
5. 清理:在每次生产结束后,需要对卧式压铸机进行清理。
这包括清洗喷嘴、冷却水管和模具等部件。
四、优点相比于其他生产方式,卧式压铸机具有以下优点:1. 生产效率高:由于采用了全自动化的生产方式,并且可以同时生产多个零件,因此生产效率非常高。
2. 产品质量好:由于采用了高压和快速注射的方式进行生产,并且可以精确控制温度和时间等参数,因此所生产出来的产品质量非常好。
3. 可以生产各种复杂形状的零件:由于采用了模具制造技术,并且可以根据不同需求定制不同的模具,因此可以生产各种复杂形状的零件。
4. 节省原材料:由于采用了压力注射的方式进行生产,并且可以精确控制金属的用量,因此可以节省原材料。
五、不足之处卧式压铸机也存在一些不足之处:1. 设备成本高:相比于其他生产方式,卧式压铸机的设备成本较高。
2. 维护成本高:由于卧式压铸机内部涉及到多个系统和部件,因此维护成本较高。
压铸机的结构与日常维护为了获得合乎要求的压铸产品,性能优良的压铸机是十分关键的设备。
压铸工艺就是以压铸件为本,通过设计压铸模,选用压铸机,提供在所需合金,是整个压铸系统得到整合,从而多快好省的制造出满足要求的压铸件。
鉴于文灿生产中使用的压铸机以冷室压铸机为主,本章以日本生产的TOYO 350t的压铸机为例来分析压铸机的主要结构和维护、维修的内容。
一、常用冷室压铸机的结构及其组成卧式冷压室压铸机的机构及主要组成如图1 所示,机器分合模单元和压射单元两大部分。
合模单元包括合模缸、曲肘机构、动模座板、拉杆、顶出缸、定模座板等;压射单元包括压射组件、压射驱动缸、增压器等。
这种压铸机常用于铝、铜、镁、锌等合金的压铸。
其特点如下:A、金属液进入型腔转折少,流动过程中的阻力小,有利于充分发挥充型能量和增压作用。
B、卧室压铸机的压射中心可调,有利于模具设计;C、较立式压铸机易于操作,便于维修,容易实现自动化;D、金属液在压室内与空气接触面积达,压射时,如冲头预行进速度(第一级)不当,容易将压室内的空气卷入金属液中,一并进入型腔;E、设置中心浇口时,多一个附加分型面,增加了模具的复杂性。
1.液压泵;2.过滤器;3.冷却器;4.压射回油油箱;5.曲肘润滑油泵;6.主油箱;7.机架;8.电动机;9.电箱;10.合模油路板组件;11.合开模液压缸;12.调模液压马达;13.顶出液压缸;14.锁模柱架;15.压射冲头;16. 模具冷却水观察窗;17.压射液压缸;18.快压射储能器;19.增压储能器;20.增压油路板组件;21.压射油路板组件图1 卧室冷室压铸机的结构及主要组成二冷室压铸机日常维护与管理压铸机必须在充满灰尘和金属宵的恶劣环境中工作,如果没有很好的维护保养,压铸机就无法正常工作。
目前自动化程度较高的机型都实现了压铸机日常检查的自动提示,每天开机时电脑会将日常点检项目在压铸机的显示屏上列出。
维护内容分为每天日常维护、每月,没三月维护、半年,年度维护。