MSA计数型测量系统分析(交叉法)
- 格式:xls
- 大小:92.00 KB
- 文档页数:4


6.136.13 计数型测量系统分析计数型测量系统分析——————假设试验分析法假设试验分析法假设试验分析法((Kappa Kappa))说明:参照张智勇所著《ISO/TS16949五大工具最新版一本通》(机械工业出版社)编写。
计数型测量系统的分析是为了确定不同班次,不同生产线的检查人员是否能正确地区分合格品和不合格品,分析出测量结果与标准值的符合程度,以及他们自身和相互之间重复检查的一致程度。
假设试验分析—交叉表法是一种常用的计数型测量系统分析方法。
交叉表法可以在基准值(分析用样品称为基准,用计量型测量系统对样品进行测量,测量值称为基准值)已知的情况下进行,也可以在基准值未知的情况下进行。
在基准值未知的情况下进行,可以评价测量人之间的一致性,但不能评价测量系统区分好与不好的能力。
在基准值已知的情况下,即可评价测量人之间的一致性,又能评价测量人员与基准值的一致性,以及测量的有效性、漏判率和误判率,从而判断出测量人区分合格和不合格零件的能力。
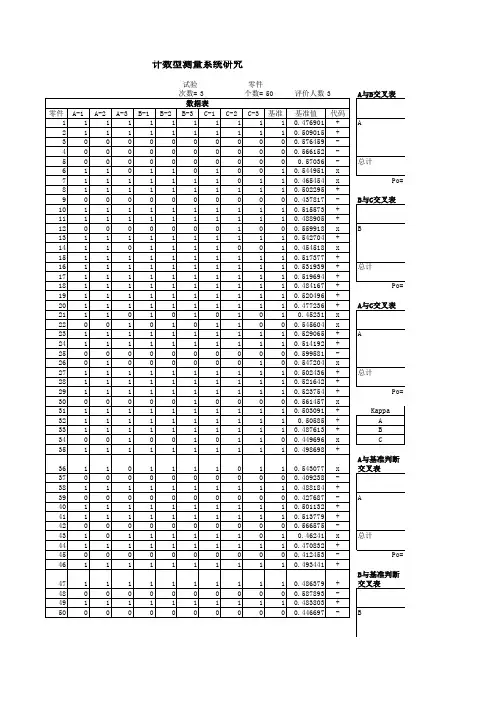
6.136.13.1 .1 .1 未知基准值的一致性分析未知基准值的一致性分析1)随机选取g=50(一般选取g=30~50个样本)个能够覆盖过程范围的零件,对这些零件进行编号。
零件的编号不要让测量人知道,但分析人应该知道。
2)由3名评价人以随机盲测的方式测量所有零件各m=3次,每人测量次数为n=g×m=50×3=150次。
“接受”记为“1”,“拒绝”记为“0”,将三人所测150×3=450个数据记录于表6-21中。
测量时应按这样的规则进行:先让A 测量人以随机顺序对50个零件进行第1轮测量,然后让B 测量人、C 测量人以随机顺序进行第1轮测量,再让A 测量人进行第2轮测量,以此类推,完成测量工作。
表6-21 计数型测量系统分析数据表零件测量人A 测量人B 测量人C基准基准值代码A-1 A-2 A-3 B-1 B-2 B-3 C-1 C-2 C-31 1 1 1 1 1 1 1 1 1 1 0.476 901 +2 1 1 1 1 1 1 1 1 1 1 0.509015 +3 0 0 0 0 0 0 0 0 0 0 0.576459 -4 0 0 0 0 0 0 0 0 0 0 0.566152 -5 0 0 0 0 0 0 0 0 0 0 0.57036 -6 1 1 0 1 1 0 1 0 0 1 0.544 951 ×7 1 1 1 1 1 1 1 0 1 1 0.465454 ×8 1 1 1 1 1 1 1 1 1 1 0.502295 +9 0 0 0 0 0 0 0 0 0 0 0.437817 -10 1 1 1 1 1 1 1 1 1 1 0.515573 +11 1 1 1 1 1 1 1 1 1 1 0.488905 +12 0 0 0 0 0 0 0 10 0 0.559918 ×13 1 1 1 1 1 1 1 1 1 1 0.542704 +14 1 1 0 1 1 1 1 0 0 1 0.454518 ×15 1 1 1 1 1 1 1 1 1 1 0.517377 +16 1 1 1 1 1 1 1 1 1 1 0.531939 +17 1 1 1 1 1 1 1 1 1 1 0.519694 +18 1 1 1 1 1 1 1 1 1 1 0.484167 +19 1 1 1 1 1 1 1 1 1 1 0.520496 +20 1 1 1 1 1 1 1 1 1 1 0.477236 +21 1 1 0 1 0 1 0 1 0 1 0.452310 ×22 0 0 1 0 1 0 1 10 0 0.545604 ×23 1 1 1 1 1 1 1 1 1 1 0.529065 +24 1 1 1 1 1 1 1 1 1 1 0.514192 +25 0 0 0 0 0 0 0 0 0 0 0.599581 -26 0 1 0 0 0 0 0 0 1 0 0.547204 ×27 1 1 1 1 1 1 1 1 1 1 0.502436 +28 1 1 1 1 1 1 1 1 1 1 0.521642 +29 1 1 1 1 1 1 1 1 1 1 0.523754 +30 0 0 0 0 0 1 0 0 0 0 0.561457 ×31 1 1 1 1 1 1 1 1 1 1 0.503091 +32 1 1 1 1 1 1 1 1 1 1 0.505850 +33 1 1 1 1 1 1 1 1 1 1 0.487613 +34 0 0 1 0 0 1 0 1 1 0 0.449696 ×35 1 1 1 1 1 1 1 1 1 1 0.498698 +36 1 1 0 1 1 1 1 0 1 1 0.543077 ×37 0 0 0 0 0 0 0 0 0 0 0.409238 -38 1 1 1 1 1 1 1 1 1 1 0.488184 +39 0 0 0 0 0 0 0 0 0 0 0.427687 -40 1 1 1 1 1 1 1 1 1 1 0.501132 +41 1 1 1 1 1 1 1 1 1 1 0.513779 +42 0 0 0 0 0 0 0 0 0 0 0.566575 -43 1 0 1 1 1 1 1 1 0 1 0.462410 ×44 1 1 1 1 1 1 1 1 1 1 0.470832 +45 0 0 0 0 0 0 0 0 0 0 0.412453 -46 1 1 1 1 1 1 1 1 1 1 0.493441 +47 1 1 1 1 1 1 1 1 1 1 0.486379 +48 0 0 0 0 0 0 0 0 0 0 0.587893 -49 1 1 1 1 1 1 1 1 1 1 0.483803 +50 0 0 0 0 0 0 0 0 0 0 0.446697 -3)根据表6-21中的0和l 数据的结果将评价人A 和B、B 和C、A 和C 利用交叉表方法进行统计(见表6-22),A*B 栏中“0*0”代表A、B 两人均判拒绝的次数,统计有44个;“0*1”代表A 判拒绝而B 判接受的次数,统计有6个;“1*0”代表A 判接受而B 判拒绝的次数,统计有3个;“1*1”代表AB 两人同时判为接受的次数,统计有97个,将统计结果依次填入表6-22中。

MSA管理规定---计量型_计数型_复杂型_量化过度型等4种测量系统分析1.⽬的保证公司有效展开测量系统分析(MSA)⼯作,保证测量系统的可靠性,提⾼测量数据的质量,并为改进提供⽀持。
2.适⽤范围在控制计划中所要求的⽤于测量产品的特性与性能的测量系统。
3.引⽤⽂件《测量系统分析》第三版。
4.术语定义4.1.测量:赋值(或数)给具体事物以表⽰它们之间关于特定特性的关系。
4.2.量具:任何⽤来获得测量结果的装置,经常⽤来特指⽤在车间的装置,包括⽤来测量合格/不合格的装置.4.3.测量系统:⽤来对被测特性赋值的操作、程序、量具、设备、软件以及操作⼈员的集合,⽤来获得测量结果的整个过程.4.4.稳定性:是测量系统在某持续时间内测量同⼀基准或零件的单⼀特性时获得的测量值总变差.偏倚:是测量结果的观测平均值与基准值的差值.4.5.线性:是在量具预期的⼯作范围内,偏倚值的差值.4.6.重复性(EV):是由⼀个检验员,采⽤⼀种测量仪器,多次测量同⼀零件的同⼀特性时获得的测量值变差.4.7.再现性(AV):是由不同的检验员,采⽤相同的测量仪器,测量同⼀零件的同⼀特性时测量平均值的变差.4.8.零件变差(PV):不同零件之间的变差,零件在多⼈多次同⼀个量具测量出的平均值的变差。
4.9.总变差(TV):测量值与真值(基准值)之间的总变差。
4.10.检具能⼒:由检测设备的测量不确定度与检验特性的公差的⽐例关系确定.5.职责5.1.质量部负责并组织研发、⽣产等测量系统涉及⼈员实施测量系统分析5.2.新产品开发APQP⼩组成员评价测量系统的可接收性,并对存在的问题采取纠正措施,根据测量,在检验基准书上配置合适的量检具6.⼯作程序6.1.测量系统的分类6.1.1质量部组织确认测量系统类型,类型包括计量型测量系统、计数型测量系统、复杂测量系统、量化过度测量系统。
6.1.2质量部组织确认需要研究的范围计量型测量系统研究稳定性、偏倚、线性、重复性和再现性。
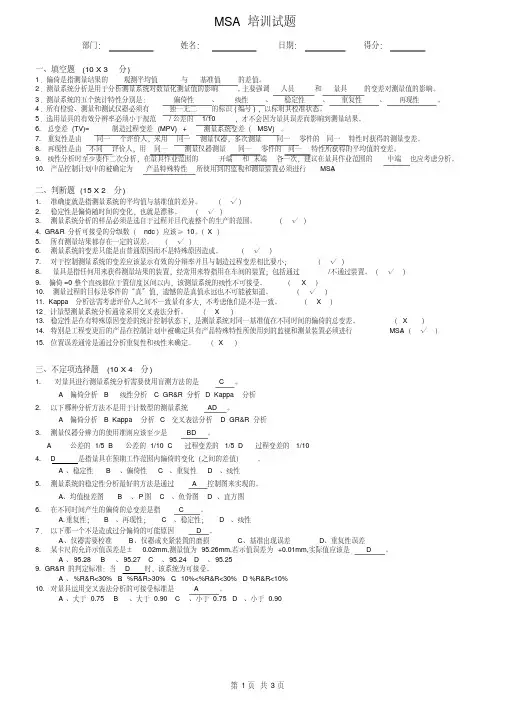
MSA培训试题部门:姓名:日期:得分:一、填空题 (10 X 3分)1.偏倚是指测量结果的观测平均值与基准值的差值。
2.测量系统分析是用于分析测量系统对数量化测量值的影响,主要强调人员和量具的变差对测量值的影响。
3.测量系统的五个统计特性分别是:偏倚性、线性、稳定性、重复性、再现性。
4.所有检验、测量和测试仪器必须有独一无二的标识(编号),以标明其校准状态。
5.选用量具的有效分辨率必须小于规范/公差的 1/10 ,才不会因为量具误差而影响到测量结果。
6. 总变差 (TV)= 制造过程变差(MPV) + 测量系统变差(MSV) 。
7. 重复性是由同一个评价人,采用同一测量仪器,多次测量同一零件的同一特性时获得的测量变差。
8. 再现性是由不同评价人,用同一测量仪器测量同一零件的同一特性所获得的平均值的变差。
9. 线性分析时至少要作二次分析,在量具作业范围的开端和末端各一次,建议在量具作业范围的中端也应考虑分析。
10. 产品控制计划中的被确定为产品特殊特性所使用到的监视和测量装置必须进行MSA。
二、判断题(15 X 2分)1. 准确度就是指测量系统的平均值与基准值的差异。
(√)2. 稳定性是偏倚随时间的变化,也就是漂移。
(√)3. 测量系统分析的样品必须是选自于过程并且代表整个的生产的范围。
(√)4. GR&R分析可接受的分级数(ndc)应该≥10。
( X )5. 所有测量结果都存在一定的误差。
(√)6. 测量系统的变差只能是由普通原因而不是特殊原因造成。
(√)7. 对于控制测量系统的变差应该显示有效的分辩率并且与制造过程变差相比要小;(√)8. 量具是指任何用来获得测量结果的装置,经常用来特指用在车间的装置;包括通过/不通过装置。
(√)9. 偏倚=0整个直线都位于置信度区间以内,该测量系统的线性不可接受。
( X )10. 测量过程的目标是零件的“真”值,遗憾的是真值永远也不可能被知道。
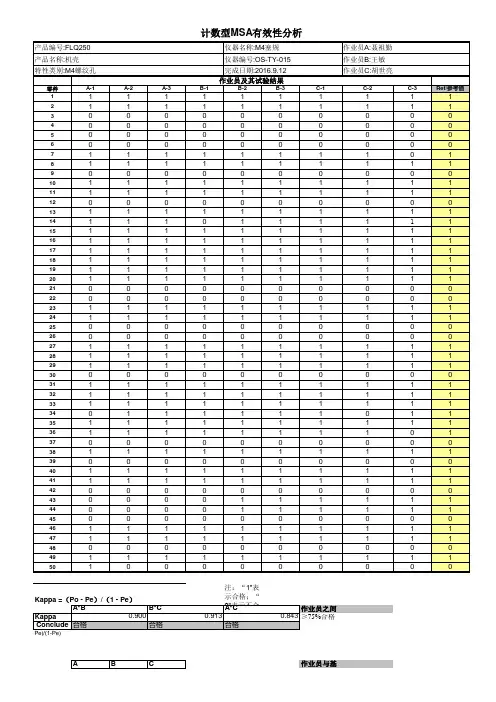
(√)11. Kappa分析法需考虑评价人之间不一致量有多大,不考虑他们是不是一致。
IATF16949质量管理体系五大工具之MSA(测量系统分析)实操及异常分析。
IATF16949:2016版汽车行业质量管理体系五大工具,其分别是:APQP APQP先期质量策划FMEA IATF16949五大工具:FMEA潜在失效模式与效应分析详解及案例分析。
MSASPC SPC控制图八大判异准则PPAP IATF16949:PPAP生产件批准程序详解。
附国内某著名汽车公司PPAP案例质量工程师之家今日给大家分享MSA(测量系统分析),本文包含常规的测量系统分析、破坏性测试的测量系统分析和计数型测量系统分析等。
一.MSA定义测量系统定义:用来对被测特性赋值的量具和其它设备,人员,标准,规程,操作,软件,环境和假设的集合,用来获得测量结果的整个过程.测量系统变差来自于:设备,人员,原材料,操作规程,环境等测量误差来源如果测量的方式不对,那么好的结果可能被测为坏的结果,坏的结果也可能被测为好的结果,此时便不能得到真正的产品或过程特性。
准确度与精密度误差:1.偏倚(Bias)是测量结果的观测平均值与基准值的差值。
真值的取得可以通过采用更高等级的测量设备进行多次测量,取其平均值。
1.1造成过份偏倚的可能原因仪器需要校准仪器、设备或夹紧装置的磨损磨损或损坏的基准,基准出现误差校准不当或调整基准的使用不当仪器质量差─设计或一致性不好线性误差Ø应用错误的量具不同的测量方法─设置、安装、夹紧、技术测量错误的特性量具或零件的变形环境─温度、湿度、振动、清洁的影响违背假定、在应用常量上出错应用─零件尺寸、位置、操作者技能、疲劳、观察错误2.重复性(Repeatability)指由同一个操作人员用同一种量具经多次测量同一个零件的同一特性时获得的测量值变差(四同)重复性与偏倚值是独立的零件(样品)内部:形状、位置、表面加工、锥度、样品一致性。
仪器内部:修理、磨损、设备或夹紧装置故障,质量差或维护不当。
基准内部:质量、级别、磨损方法内部:在设置、技术、零位调整、夹持、夹紧、点密度的变差评价人内部:技术、职位、缺乏经验、操作技能或培训、感觉、疲劳。
一、测量系统分析:在日常生产中,我们经常根据获得的过程加工部件的测量数据去分析过程的状态、过程的能力和监控过程的变化;那么,怎么确保分析的结果是正确的呢?我们必须从两方面来保证,一是确保测量数据的准确性/质量,使用测量系统分析(MSA)方法对获得测量数据的测量系统进行评估;二是确保使用了合适的数据分析方法,如使用SPC工具、试验设计、方差分析、回归分析等。
测量系统的误差由稳定条件下运行的测量系统多次测量数据的统计特性:偏倚和方差来表征。
偏倚指测量数据相对于标准值的位置,包括测量系统的偏倚(Bias)、线性(Linearity)和稳定性(Stability);而方差指测量数据的分散程度,也称为测量系统的R&R,包括测量系统的重复性(Repeatability)和再现性(Reproducibility)。
一般来说,测量系统的分辨率应为获得测量参数的过程变差的十分之一。
测量系统的偏倚和线性由量具校准来确定。
测量系统的稳定性可由重复测量相同部件的同一质量特性的均值极差控制图来监控。
测量系统的重复性和再现性由GageR&R研究来确定。
分析用的数据必须来自具有合适分辨率和测量系统误差的测量系统,否则,不管我们采用什么样的分析方法,最终都可能导致错误的分析结果。
在ISO10012-2和QS9000中,都对测量系统的质量保证作出了相应的要求,要求企业有相关的程序来对测量系统的有效性进行验证。
测量系统特性类别有F、S级别,另外其评价方法有小样法、双性、线性等.分析工具在进行MSA分析时,推荐使用Minitab软件来分析变异源并计算Gage R&R和P/T。
并且根据测量部件的特性,可以对交叉型和嵌套型部件分别做测量系统分析。
另外,Minitab软件在分析量具的线性和偏倚研究以及量具的分辨率上也提供很完善的功能,用户可以从图形准确且直观的看出量具的信息。
MSA的基本内容数据是通过测量获得的,对测量定义是:测量是赋值给具体事物以表示他们之间关于特殊特性的关系。
量具R&R 研究(交叉):摘要:每次测量过程结果时都会发现某些变异。
产生这样的变异的变异源有两个:一是任何按照过程制造的部件都会存在差别,二是任何测量方法都不是完美无缺的?因此,重复测量同一部件不一定会产生同样的测量结果.使用量具R&R 可以确定测量产生的变异性中哪一部分是由测量系统本身引起的。
测量系统变异性包括由量具本身和操作员之间的变异性引起的变异。
此方法适用于非破坏性试验.当满足下列假定条件时它也可用于进行破坏性实验:(1)同一批内的所有部件都极为相似,以至于可以认为是同一种部件;(2)所有操作员都测量同一批部件。
可使用方差分析法、均值和R 法进行交叉量具R&R 研究。
其中使用均值和R法时计算更为简单,而方差分析法则更为准确。
在进行量具R&R 研究时,测量应按随机顺序进行,所选部件在可能的响应范围内提供了代表性样本,这一点非常重要。
1。
1。
1 数据说明选择了十个表示过程变异预期极差的部件。
由三名操作员按照随机顺序测量每个部件的厚度,每个部件测量两次。
1.1.2 方差分析法与均值-R 法的比较由于利用控制图进行计算比较简单,因而首先产生了均值—R 法。
但是,在某些方面方差分析法更为准确:(1)利用方差分析法可以研究操作员和部件之间会产生哪些交互作用,而均值—R 法却不同。
(2)利用方差分析法所用的方差分量对变异性进行的估计比使用均值-R 法的极差进行估计更准确。
1.1。
3 量具R&R 的破坏性实验量具R&R 研究的主要目的之一是要查看同一个操作员或多个操作员对同一个部件的重复测量结果是否相似。
如果要进行破坏性实验,则无法进行重复测量.要对破坏性测试应用Minitab 的量具R&R 研究,则需要假定某些部件“完全相同”,可视为同一个部件。
如果假定是合理的,则可将同一批产品中的部件当作同一个部件。
如果上述情形满足该条件,则可以根据部件具体的测试方法选择使用交叉量具R&R 研究或嵌套量具R&R 研究。