注塑机保养记录表
- 格式:xls
- 大小:15.50 KB
- 文档页数:1
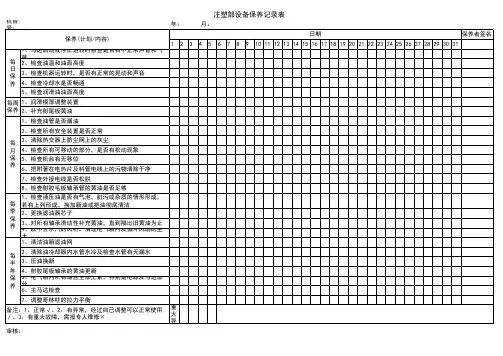
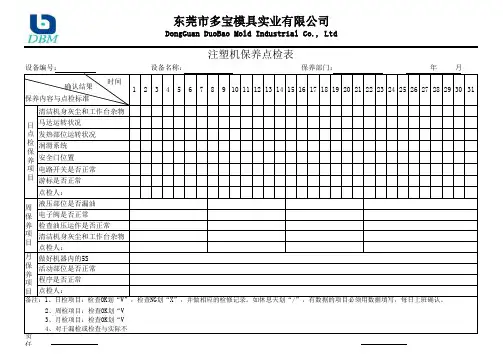
清洁机身灰尘和工作台杂物马达运转状况发热部位运转状况
润滑系统安全门位置电路开关是否正常游标是否正常
点检人:
液压部位是否漏油电子阀是否正常
检查油压运作是否正常
清洁机身灰尘和工作台杂物点检人:
做好机器内的5S
活动部位是否正常程序是否正常
点检人:
2、周检项目:检查OK划“V
”,检查NG划“X”,并做相应 3、月检项目:检查OK划“V
”,检查NG划“X”,并做相应 4、对于漏检或检查与实际不
符的给予相关责任人扣1分。
责任
备注:1、日检项目:检查OK划“V ”,检查NG划“X”,并做相应的检修记录。
如休息天划“/”,有数据的项目必须用数据填写,每日上班确认。
4567891011121312318192021141516172331
24252627日
点
检
保
养
项
目周
保养项目28293022月保养
项目确认结果
保养内容与点检标准
时间。
说明1、对 若2、对3、周4、周
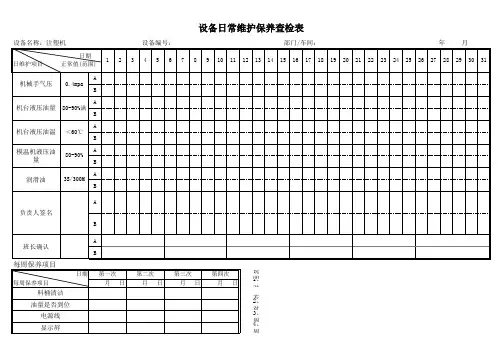
设备日常维护保养查检表
5、每
(一)、每日维护项目:
点检项目
点检方法
点检标准
点检项目
点检方法
点检标准
料桶清洁保养及检查机械零件的磨
损
无混料、杂物油量是否到位察看油位器达到油位线机台是否漏油
检查润滑及水力泄漏
无漏油
班长确认
(二)、每周保养项目:
直接检查液压油箱直接检查液压油箱在正常范围内即合乎标准在正常范围内即合乎标准检查油水平
在正常范围内即合乎标准
直接检查液压油温表机械手气压直接检查气压表模温机液压油量
在正常范围内即合乎标准机台液压油量机台液压油温在正常范围内即合乎标准润滑油。
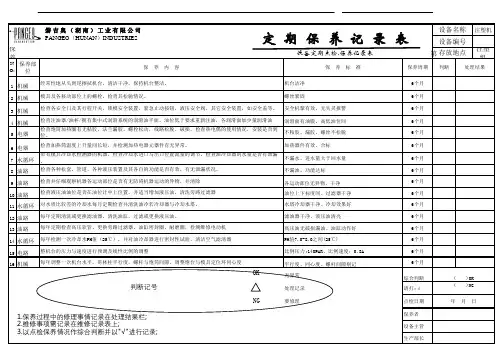
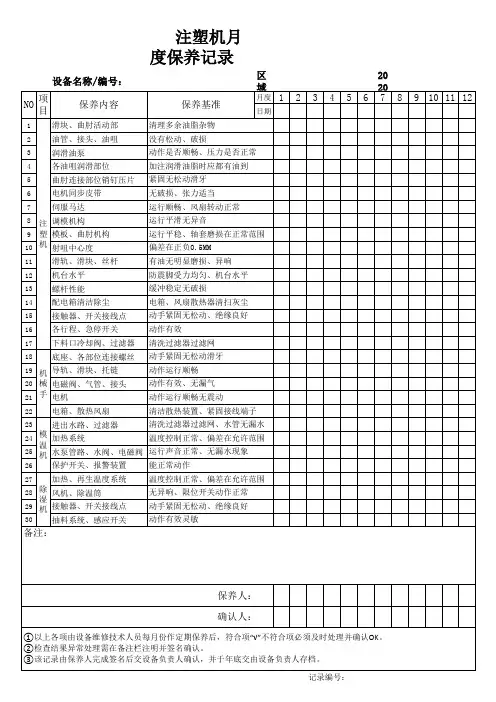
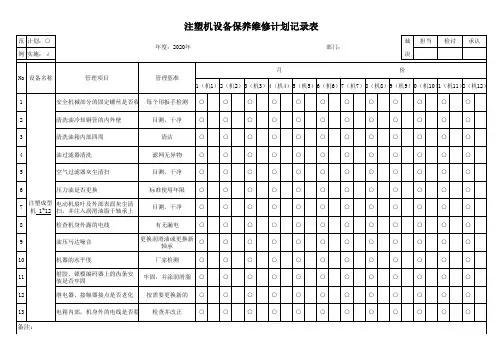
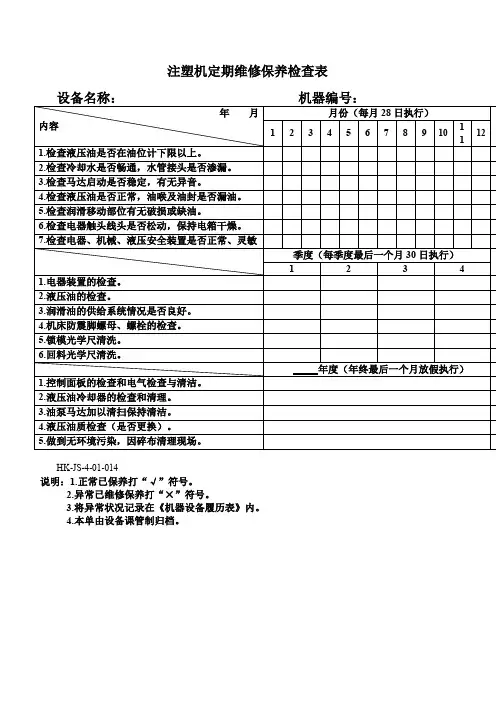
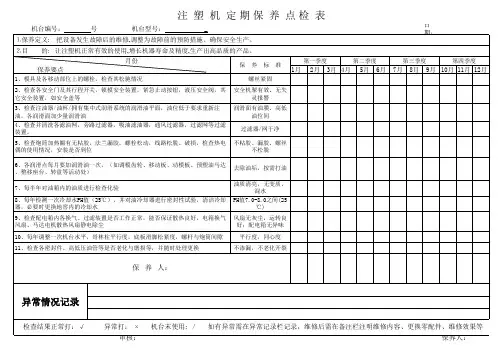
注塑机保养注塑组N O:保养部位保 养 标 准保养周期判断1机械机台洁净6个月2机械螺丝紧固6个月3机械安全机掣有效、无失灵报警6个月4机械润滑面有油膜、高低油位间6个月5电器不粘胶、漏胶、螺丝不松脱6个月6电器加热器件有效、合标6个月7水循环不漏水、进水量大于回水量6个月8油路不漏油、功能达标6个月9油路各运动部位无异物、干净6个月10油路油位上下标度间、过滤器干净6个月11水循环水塔冷却器干净、冷却效果好6个月12油路滤油器干净、液压油清亮6个月13油路高压油无破损漏油、油缸动作好6个月14水循环PH值7.0-8.0之间(25℃)6个月15电路比例压力:140PAR、比例速度:0.8A 6个月16机械平行度、同心度、螺杆间隙别记6个月无异常综合判断处理记录请打:√要修理点检日期保养者设备主管生产部长设备定期点检.保养记录表处理结果保 养 内 容经常性地从头到尾擦拭机台,清洁干净,保持机台整洁。
模具及各移动部位上的螺栓,检查其松驰情况。
检查各安全门及其行程开关,锁模安全装置,紧急止动按钮,液压安全阀,其它安全装置,如安全盖等。
存放地点设备名称设备编号定 期 保 养 记 录 表检查各种松套、管道、各种液压装置及其各自的功能是否有效,有无泄漏状况。
带有模具冷却水检测器的机器,检查冷却水进口与出口位置流量的调节,检查油冷却器的水量是否有泄漏。
检查并仔细观察机器各运动部位是否有无防碍机器运动的异物,并清除检查注油器/油杯/拥有集中式润滑系统的润滑油平面,油位低于要求重新注油,各润滑面加少量润滑油检查加热筒温度上升量间长短,并检测加热电器元器件有无异常。
检查炮筒加热圈有无粘胶,法兰漏胶,螺栓松动,线路松脱、破损,检查热电偶的使用情况,安装是否到位。
对水质比较差的冷却水每月定期检查并清洗油冷若冷却器与冷却水塔。
检查液压油油位是否在油位计中上位置,并适当增加液压油,清洗旁路过滤器每年调整一次机台水平,哥林柱平行度,螺杆与炮筒间隙,调整炮台与模具定位环同心度每年检测一次冷却水PH值(25℃),并对油冷却器进行密封性试验,清洁空气滤清器每年定期检查高压软管、更换旁路过滤器、油缸密封圈、耐磨圈,检测维修电动机每年定期清洗或更换滤油器、清洗油缸,过滤或更换液压油。

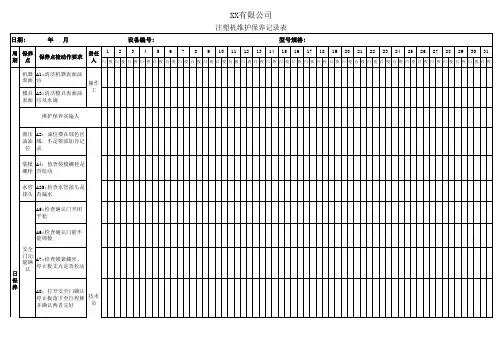

注塑机日常检查保养维护记录表检查时间:年第周说明:符合项打“√”,不符合项打“×”序号检查项目具体检查内容8/198/208/218/228/238/248/25一二三四五六七15S状况机器及工作台干净整洁,周围环境清洁,物品摆放整齐2底座结构机台垫脚受力均匀平衡,无异常震动3连接部分的螺丝和螺母完整,无松动和脱落现象4电气控制系统机台接地良好,电源线绝缘胶皮完整无脱落现象5电线接头及电器元件的接线头牢固,交流电插座正确6控制面板干净清晰,无异常指示或报警信号;电压及电源指示灯照明和亮度正常;启动、急停开关动作无异常现象7锁模系统电机油泵工作正常,哥林柱完好清洁8锁模曲肘连杆机构动作平稳顺利,锁轴没有磨损9开关模机械保险杠及其挡块位置没有异常变动10锁模油缸在运动过程中无异常跳动11打开安全门,锁模系统是否会立即停止12调模进退过程中压力流量是否恒定,动作是否顺畅13加热系统热电偶信号及加热速率正常、准确14储料溶胶时液压电机无摆动,储料背压阀效果显著15注塑系统注射座整体动作是否平稳、平衡,注射导杆是否清洁完好16料筒与喷嘴连接紧密,射嘴法兰固定螺丝完全紧固17液压系统液压油油位高于油位计最低线,油温在30℃-40℃之间18冷却水的温度<=25℃,且分水块无渗漏19液压管路完好,没有渗油、漏油现象发生20各电磁阀插头紧固,固定螺丝无松动,且无渗油情况21压力表位置固定无松动且数据显示准确22安全门开,液压保险机动液压阀准确压住,锁模立即停止23润滑系统润滑泵油箱内之润滑油充足洁净未变质,且无水、无杂质24润滑油油位、润滑泵状态灯正常显示,润滑动作正常25润滑压力表显示数据准确,润滑压力继电器信号输入准确26各润滑管路之分配器通畅,各润滑油嘴出油通顺正常27润滑中间管路完好无破口和漏油现象。
2018 年 月份注塑机平时检查保护养护记录表设施编号:设施名称:注塑机使用部门:序检查内容周 上半月号期1231 设施卫生环境洁净和宽阔;整机工作台洁净 2底 座机台垫脚受力均衡,无震动异样345电 气6 789锁模部分1011121314加热部分1516 17注塑部分1819液压部分连结部分螺丝、螺母无松动、零落电源线绝缘胶皮完好,机台接地优秀沟通电插座正确, 电线接头和电器元件的接线头坚固控制面板清楚,无异样指示或报警信号; 电源、电压指示灯正常亮; 启动、急停开关动作正常电机油泵运转正常;哥林柱洁净完满锁模曲肘连杆机构动作平顺,锁轴无磨损开关模机械保险杠及其挡块地点无改动锁模油缸动作过程中无异样跳动安全门翻开,锁模系统会立刻停止调模进退过程中压力流量恒定,动作顺畅热电偶信号和加热速率正确、正常储料溶胶时液压电机无摇动储料背压阀成效明显注射座整体动作安稳、均衡注射导杆洁净完满料筒与喷嘴密切, 射嘴法兰固定螺丝完好紧固液压油油位在油位计最低线上方日 常 点 检20212223242526272829润滑部分303132备注状况养护人署名(姓)液压油温在 30℃-40℃之间冷却水的温度在25℃以下冷却水分水块无渗漏液压管路无渗油、漏油现象发生各电磁阀插头紧固,固定螺丝无松动,且无渗油状况压力表地点无松动且示数正确翻开安全门,液压保险灵活液压阀正确压住,锁模会立刻停止润滑泵油箱内润滑油足够洁净(无水、无杂质、无变质)润滑油油位、润滑泵状态灯正常显示,润滑动作正常润滑压力表示数正确润滑压力继电器信号正确输入各润滑管路分派器畅达,各润滑油嘴出油正常润滑中间管路无破口及漏油状况每次对设施进行检查和养护,并用“√”表示正常状况,“×”表示有异样状况,应在“备注状况”栏予以记录并联系有关人员办理,歇息天划“/”。
2018 年月份注塑机平时检查表平时检查保护养护记录表设施编号:序号1设施卫生2底座345电气6789锁模部分1011121314加热部分151617注塑部分1819液压部分设施名称:注塑机检查内容环境洁净和宽阔;整机工作台洁净机台垫脚受力均衡,无震动异样连结部分螺丝、螺母无松动、零落电源线绝缘胶皮完好,机台接地优秀沟通电插座正确,电线接头和电器元件的接线头坚固控制面板清楚,无异样指示或报警信号;电源、电压指示灯正常亮;启动、急停开关动作正常电机油泵运转正常;哥林柱洁净完满锁模曲肘连杆机构动作平顺,锁轴无磨损开关模机械保险杠及其挡块地点无改动锁模油缸动作过程中无异样跳动安全门翻开,锁模系统会立刻停止调模进退过程中压力流量恒定,动作顺畅热电偶信号和加热速率正确、正常储料溶胶时液压电机无摇动储料背压阀成效明显注射座整体动作安稳、均衡注射导杆洁净完满料筒与喷嘴密切,射嘴法兰固定螺丝完好紧固液压油油位在油位计最低线上方使用部门:周下半月期16171819202122232425262728303031日常点检20212223242526272829润滑部分303132备注状况养护人署名(姓)液压油温在 30℃-40℃之间冷却水的温度在 25℃以下冷却水分水块无渗漏液压管路无渗油、漏油现象发生各电磁阀插头紧固,固定螺丝无松动,且无渗油状况压力表地点无松动且示数正确翻开安全门,液压保险灵活液压阀正确压住,锁模会立刻停止润滑泵油箱内润滑油足够洁净(无水、无杂质、无变质)润滑油油位、润滑泵状态灯正常显示,润滑动作正常润滑压力表示数正确润滑压力继电器信号正确输入各润滑管路分派器畅达,各润滑油嘴出油正常润滑中间管路无破口及漏油状况每次对设施进行检查和养护,并用“√”表示正常状况,“×”表示有异样状况,应在“备注状况”栏予以记录并联系有关人员办理,歇息天划“/”。