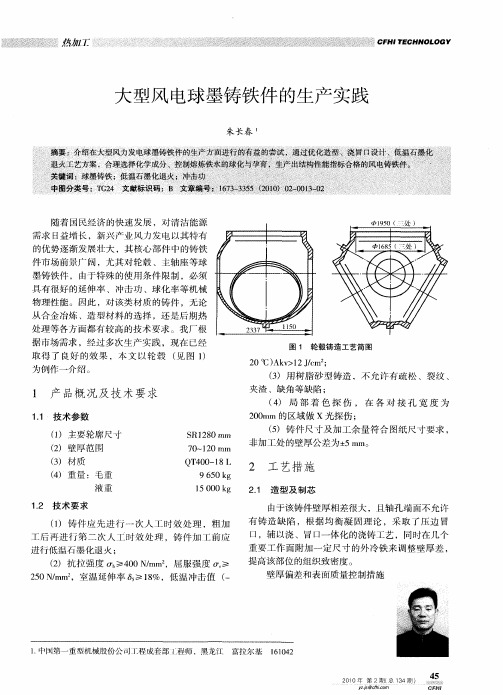
大型铸铁件砂型铸造生产实践
- 格式:pdf
- 大小:141.20 KB
- 文档页数:4


砂型铸造实习报告砂型铸造——在砂型中生产铸件的铸造方法。
钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。
砂型铸造怎么写呢?下面是小编整理的砂型铸造实习报告资料,欢迎阅读。
篇1:砂型铸造实习报告钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。
由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。
砂型铸造所用铸型一般由外砂型和型芯组合而成。
为了提高铸件的表面质量,常在砂型和型芯表面刷一层涂料。
涂料的主要成分是耐火度高、高温化学稳定性好的粉状材料和粘结剂,另外还加有便于施涂的载体(水或其他溶剂)和各种附加物。
铸造分类铸造分类主要有砂型铸造和特种铸造两大类。
1 普通砂型铸造,利用砂作为铸模材料,又称砂铸,翻砂,包括湿砂型、干砂型和化学硬化砂型3类,但并非所有砂均可用以铸造。
好处是成本较低,因为铸模所使用的沙可重复使用;缺点是铸模制作耗时,铸模本身不能被重复使用,须破坏后才能取得成品。
2特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、壳型铸造、负压铸造、实型铸造、陶瓷型铸造,消失模铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。
砂型材料制造砂型的基本原材料是铸造砂和型砂粘结剂。
最常用的铸造砂是硅质砂。
硅砂的高温性能不能满足使用要求时则使用锆英砂、铬铁矿砂、刚玉砂等特种砂。
为使制成的砂型和型芯具有一定的强度,在搬运、合型及浇注液态金属时不致变形或损坏,一般要在铸造中加入型砂粘结剂,将松散的砂粒粘结起来成为型砂。
应用最广的型砂粘结剂是粘土,也可采用各种干性油或半干性油、水溶性硅酸盐或磷酸盐和各种合成树脂作型砂粘结剂。
砂型铸造中所用的外砂型按型砂所用的粘结剂及其建立强度的方式不同分为粘土湿砂型、粘土干砂型和化学硬化砂型3种。
1.粘土湿砂型以粘土和适量的水为型砂的主要粘结剂,制成砂型后直接在湿态下合型和浇注。

铸造实习报告3篇通过在铸造训练部的实习,作为一名大学生,第一次接触到砂型、型芯之类的新东西,第一感觉就是非常好奇,之前在书本上学的东西终于在现实中见到了,金工。
看到指导教师神奇般的用手中的工具做出漂亮的模型,是又敬佩又心急。
等到自己做的时候,才知道这东西不是简简单单就能做出来的,不是太松就是太实,起模也总是起不好,还累得腰酸背痛。
不过累归累,心中仍然感慨颇多。
生平第一次有机会“学以致用”,很有成就感,也真切的体会到真理必须要用实践去检验,不亲自去动手试验一下,你学的再好也白搭。
有很多东西是书上没写的,只有在实践中才能体会得到。
纸上谈兵只会让人走进误区,实践才是永远的老师。
在铸造部,老师们教的非常认真,不停地在人群中穿梭,随时指正我们在操作中的错误,纠正手型,耐心的一遍遍的分析我们做的砂型的的优缺点。
虽然时间只有短短的两天半,但是师傅们却是尽其最大的努力,在如此有限的时间里多教给我们一点东西,希望我们能真的有所收获,而不是空手而归。
对此我们确实有些愧疚,因为我们的心理多少有一点借此机会好好放松一下的想法,并不是百分之百的投入。
但是我们一定会摆正自己的心态,把更多的心思用在实习上,在这短短的一个月里真正学到有用的知识。
金工实习是一门实践基础课,是机械类各专业学生学习工程材料及机械制造基础等课程必不可少的先修课,是非机类有关专业教学计划中重要的实践教学环节。
它对于培养我们的动手能力有很大的意义。
而且可以使我们了解传统的机械制造工艺和现代机械制造技术。
我国现行的教育体制,使得通过高考而进入大学的大学生的动手实践能力比较薄弱。
因此,处于学校和社会过渡阶段的大学就承担了培养学生实践能力的任务。
金工实习就是培养学生实践能力的有效途径。
基于此,同学们必须给予这门课以足够的重视,充分的利用这一个月的时间,好好的提高一下自己的动手能力。
我校的工程训练中心虽然存在诸如:设备数量有限、师资力量相对薄弱等缺陷,但是学校通过有效的组织,化短为长,使同学们分期分批的实习,达到了理想的效果。
铸造毕业实习报告范文(精选3篇)铸造毕业实习报告1一、实习时间__年x月x日二、实习公司银峰铸造(芜湖)有限公司三、实习公司基本情况简介银峰铸造芜湖有限公司是西班牙银峰集团(INFUN GROUP)在华独资公司。
银峰铸造(芜湖)有限公司,该公司在20__年正式开工投产,是银峰集团在华独资企业。
公司位于安徽新芜经济开发区,占地150000平方米,项目总投资1亿美元,总生产能力超过9万吨/年。
在生产装备和工艺技术水平上,已引进目前世界上最新、最先进的自动化铸造生产线和工艺检测技术,实现高效、节能、节材、环保的“绿色铸造”之路。
主要产品是汽车零部件,重量在1-100千克之间。
有灰铁、球墨铸铁、特殊铸造(硅墨铸铁、蠕墨铸铁、耐蚀高镍铸铁等)和其他材料的零件,总生产能力超过30万吨/年。
四、实习内容(1)入厂前安全教育首先,参观前领导都给我们开了一个会议,主要是一些安全教育和公司的当前情况。
如走安全通道;不随便动开关;注意警示标志及来回车辆,例如经常在车间里行驶的叉车; 按照老师讲的路线和区域行走、注意判断周围环境变化,互相提示。
以及场内员工的安全生产及操作规范。
(2)入厂参观在领导的带领下我们首先参观造型线,造型机是用于制造砂型的铸造设备。
它的主要功能是:填砂,将松散的型砂填入砂箱中;紧实型砂,通过震实、压实、震压、射压等不同方法使砂箱中松散的型砂紧实,使砂型在搬运和浇注等过程中具有必要的强度;起模,利用不同机构将模样从紧实后的砂型中取出。
公司的造型机是德国西门子的一个全自动机器,自动化程度非常高,生产过程中的故障全部在电脑显示屏上显示,造型线总共又2245个探测器,每当出现故障时,故障原因都会在电脑频幕上显示。
造型线上有一个试砂实验室,负责测试型砂的强度透气性流动性湿度硬度韧性耐火性等物理参数,公司规定一个小时取样六次,每小时做六次实验,每一次都要记录下来,因为型砂的物理参数直接影响铸造的质量,比如湿度太低型砂容易从砂型中拖落,影响铸件质量。
实习指导书—铸造3.4铸造成型技术实训指导书机械⼯程训练中⼼2011年5⽉修订⼀、⽬的学⽣通过锻造实训达到以下⽬的:1、了解砂型铸造⽣产过程、特点和应⽤;了解型(芯)砂的主要性能、组成;2、了解模样、铸件和零件三者之间的关系;3、了解铝合⾦的熔炼、浇注⼯艺;了解中频感应熔练炉的结构、⼯作原理;4、了解冲天炉的构造、炉料的组成及其主要作⽤;了解常见特种铸造的特点和应⽤;5、了解新材料、新⼯艺、新技术在铸造⽅⾯的应⽤。
6、熟悉造型、制芯的⽅法,能正确选择、使⽤造型⼯装、⼯具与辅具,掌握⼿⼯两箱造型 (如:整模造型、分模造型、挖砂造型等) 的特点及操作技能;7、熟悉分型⾯的选择,浇注系统的组成、作⽤和开设原则,具备对结构简单的⼩型铸件进⾏简单经济分析、⼯艺分析和选择造型⽅法的能⼒;8、独⽴完成结构简单的⼩型铸件(如飞机模型)的造型、浇注、清理等操作。
⼆、铸造成形的原理铸造⽣产是把⾦属加热熔化浇注到铸型的型腔中,待熔融的⾦属液凝固冷却后获得⼀定形状、尺⼨和性能⾦属件的成形⽣产⼯艺⽅法。
三、内容1、砂型铸造⽣产过程、型(芯)砂的主要性能、组成;2、模样、铸件和零件三者之间的关系;3、铝合⾦的熔炼、浇注⼯艺,中频感应熔练炉的结构、⼯作原理;4、造型、制芯的⽅法,⼿⼯两箱造型 (如:整模造型、分模造型、挖砂造型等) 的操作技能。
5、分型⾯的选择,浇注系统的组成、作⽤和开设原则,⼩型铸件简单经济分析、⼯艺分析和造型⽅法的选择。
6、飞机模型的造型、浇注、清理等操作四、设备、造型⼯具及辅助⼯具⼀)、设备1、40KW中频感应熔练炉—台;2、混砂设备(辗轮式混砂机)⼀台,筛沙机⼀台;3、1.5T/H 冲天炉⼀台。
⼆)、造型⼯具及辅助⼯具1、砂型铸造的造型⼯具,修型⼯具如图1所⽰。
⼯装、模样若⼲。
图1 造型⼯具2、砂箱:若⼲3、底板:若⼲4、浇注⼯具⼿提浇包、抬包、浇包如图2所⽰。
图2 浇注⼯具三)、设备原理1、铝合⾦的熔炼设备——中频感应熔炼炉感应炉是利⽤⼀定频率的交流电通过感应线圈,使炉内的⾦属炉料产⽣感应电动势,并形成蜗流,产⽣热量⽽使⾦属炉料熔化。