定位误差例题
- 格式:ppt
- 大小:315.00 KB
- 文档页数:8
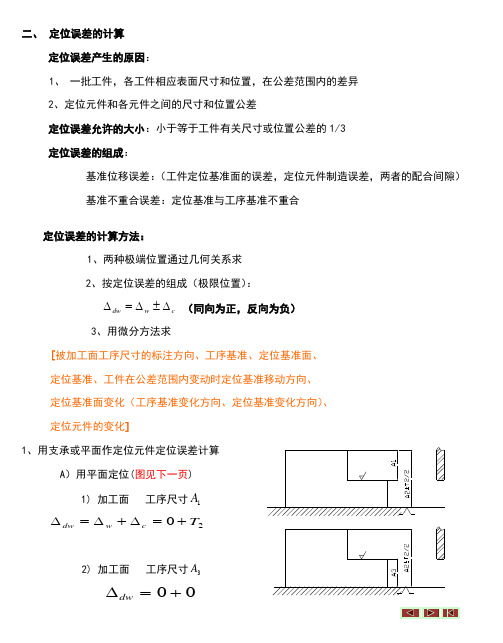
二、 定位误差的计算 定位误差产生的原因:1、 一批工件,各工件相应表面尺寸和位置,在公差范围内的差异2、定位元件和各元件之间的尺寸和位置公差定位误差允许的大小:小于等于工件有关尺寸或位置公差的1/3 定位误差的组成:基准位移误差:(工件定位基准面的误差,定位元件制造误差,两者的配合间隙) 基准不重合误差:定位基准与工序基准不重合定位误差的计算方法:1、两种极端位置通过几何关系求2、按定位误差的组成(极限位置):c w dw ∆±∆=∆ (同向为正,反向为负)3、用微分方法求[被加工面工序尺寸的标注方向、工序基准、定位基准面、 定位基准、工件在公差范围内变动时定位基准移动方向、 定位基准面变化(工序基准变化方向、定位基准变化方向)、 定位元件的变化]1A )用平面定位(1) 加工面 c w dw ∆+∆=∆2) 加工面=∆dw4、外圆定位:V型块(定位基准——外圆中心线)工件外圆 最小2d T d-→ 最大2d T d+工序尺寸:0H0sin 2222sin222+=+--+=∆ααd T d d T T dwd d工序尺寸:1H2sin 22dd T T dw -=∆α(工件变大→定位基准上移,工序基准下移)工序尺寸:2H2sin 22dd T T dw +=∆α(工件变大→定位基准上移,工序基准上移)校的学生并没有专心听讲、认真思考,而是写其他科目的作业,与周围同学聊天,发短信聊天,等等。
这些现象说明了同学们的思想道德素质建设还需进一步加强。
这件事对我触动很大,让我深切地感到,加强自我修养,应该从我做起,“不以恶小而为之,不以善小而不为”。
作为一名入党积极分子,我感到一定要时刻以一(转载自中国教育文摘,请保留此标记。
)名党员的标准来衡量自己,以一名党员的条件严格要求自己,在周围同学当中时时处处体现出先锋模范作用,只有这样才能有资格加入这个光荣而先进的组织。
我意识到,有时距离成功只有一步之遥,但如果采用消极的态度,可能成功会将自己拒之门外;倘若是积极态度去对待,可能成功就会属于自己。

定位误差作业答案1、如下图1所示,工件以底面定位加工孔内键槽,求尺寸h 的定位误差?解:(1)求基准不重合误差jb∆ , 设计基准为孔的下母线,定位基准为底平面,故jb∆由两部分组成:ΦD 半径的变化产生TD2 , 尺寸A 变化产生2T A ,所以基准不重合误差: jb∆=TD2 + 2T A(2)基准位置误差jw∆ 定位基准为工件底平面,对刀基准为与定位基准接触的支承板的工作表面,不记形状误差,则有=∆jw所以槽底尺寸h 的定位误差为:∆dw =TD2 + 2T A2、如下图所示某套类零件以外圆在V 型块上定位,在内孔上加工键槽保证尺寸图1 内键槽槽底尺寸定位误差计算2.005.38+=H ,已知:01.080-=d ;02.0035+=D ;外圆与内孔的同轴度误差为¢0.02;V 型块的夹角为90°。
试求H 尺寸的定位误差△D(H )。
并判断定位合理性(定位误差<1/2尺寸公差为合理)。
解: 1)基准不重合误差:03.002.0202.02=+=+=∆e Djb φδ2)基准位移误差: 07.045sin 21.02sin2===∆αδdjw3)设计基准不在与V 型块接触的外圆定位面上,为“+” 所以该定位方案定位误差为:1.007.003.0)(=+=∆H D得:△D (H)=0.1,因为定位误差≤1/2尺寸公差(0.2),所以定位方案合理 3、试计算下图中某阶梯轴在V 型块定位加工小孔¢d 时影响加工尺寸011.030-φ的定位误差。
已知阶梯轴的大园直径为003.040-φ;小园直径为002.034-φ;大园与小园的同轴度误差为02.0φ。
V 型块两定位面的夹角为90°。
求工序尺寸011.030-φ的定位误差。
并判断定位合理性(定位误差<1/2尺寸公差为合理)。
解:1)基准不重合误差035.002.0203.02=+=+=∆eDjbφδ2)基准位移误差014.045sin202.02sin2===∆αδdjw3)因为设计基准不在外圆定位基面上,所以为“+”,所以该方案定位误差为:049.0014.0035.0)(=+=∆HD得:△D (H)=0.049,因为定位误差<1/2尺寸公差(0.11),所以该定位方案合理4、计算下列加工尺寸的定位误差5、 有一批下图所示的工件,)(6500016.0-h φ外圆,)(730021.00+H φ内孔和两端面均已加工合格,并保证外圆对内孔的同轴度误差在015.0)(φ=e T 范围内。

定位误差计算例1. 在图1所示工件上加工键槽,要求保证尺寸014.054-和对称度0.03。
现有3种定位方案,分别如图b ,c ,d 所示。
试分别计算3种方案的定位误差,并选择最佳方案。
说明:从图a )可知尺寸00.1454-设计基准为外圆下母线,对称度0.03的设计基准为外圆中心。
解:b )尺寸00.1454-:定位基准与设计基准不重合(定位基准为:外圆中心,由于与定位元件接触的是外圆),故2dB T =’2sin2d Y T α=得到0.0146522sin2d dD T T mm α=-=- 对称度0.03:定位基准与设计基准重合0B=,0Y=得到0DB Y =+=C )定位基准为孔中心第一种情况:心轴垂直放置尺寸00.1454-:定位基准与设计基准不重合 故2dB T =’max min Y D d =-得到max min 0.140.060.1322d D T D d mm =+-=+= 对称度0.03:定位基准与设计基准重合(忽略同轴度误差)0B=,max min YD d =-得到0.06D BY =+=第二种情况:心轴水平放置(始终上孔上母线与心轴接触) 尺寸00.1454-:定位基准与设计基准不重合b £©d £©+0.03习图1故2dB T =’max min2Y D d -=得到max min 0.140.060.102222d D T D d mm -=+=+= 对称度0.03:定位基准与设计基准重合(忽略同轴度误差)0B =,0Y=得到0DB Y =+=d )尺寸00.1454-:定位基准与设计基准重合0B=,0Y=得到0DB Y =+=对称度0.03:定位基准与设计基准不重合 2dB T =,0jy =得到0.052dD B Y T mm =+== 例2.例3.如下图所示,用角度铣刀铣削斜面,求加工距离尺寸为39±0.04mm的定位误差。

定位误差分析-例 3工件用 V 型块定位时的定位误差计算。
0 如图 (a) 所示,直径为 d − ∆d 的轴在 V 型块上定位铣平面,加工表面的工序尺寸有三种不同的标注方式: 1)要求保证上母线到加工面的尺寸 H 1 ,即设计基准为 B ,见图(b); 2)要求保证上母线到加工面的尺寸 H 2 ,即设计基准为 C ,见图(c); 3)要求保证上母线到加工面的尺寸 H 3 ,即设计基准为 O ,见图(d);(a) 解:(b)(c)(d)三种尺寸标注的工件均以外圆上的圆柱面为定位面,在 V 型块上定位。
此时,定位基准 是外圆轴线 O ,而 V 型块体现的调刀基准则是 V 型块理论圆(其直径等于工件定位外圆直径0 d− ∆d 的平均尺寸,图中未画出)的轴线。
若工件尺寸有大有小,则将引起定位基准(外圆轴线)相对于调刀基准(理论圆轴线)发生位置变化,接触点 E 、 F 的位置也将会发生变化, 为简便起见,加工前以不变点 A (V 型块两工作表面的交点)作为调整刀具位置尺寸 C 的依 据。
因此,对于尺寸 H 1 、 H 2 、 H 3 都有因基准不重合和定位工作面本身制造误差而造成的定 位误差。
现分析如下: 1)尺寸 H 1 的定位误差 这时设计基准的最大变动量为 B1 B2 ,即定位误差: ⎛ ⎜d d2 ∆ dw1 = B1 B2 = AB2 − AB1 = AO2 + O2 B2 − AO1 + O1 B1 = ⎜ 2 + ⎜ 2 2 sin α ⎜ 2 ⎝ ⎛ ⎞ ⎟ d 2 − d1 d 2 − d 1 ∆d ⎜ 1 ⎜ = + = + 1⎟ α α 2 2 ⎜ ⎟ 2 sin ⎜ sin ⎟ 2 2 ⎝ ⎠ ⎞ ⎛ ⎟ ⎜d d1 ⎟−⎜ 1 + ⎟ ⎜ 2 2 sin α ⎟ ⎜ 2 ⎠ ⎝ ⎞ ⎟ ⎟ ⎟ ⎟ ⎠() ()2)尺寸 H 2 的定位误差这时设计基准的最大变动量为 C1C 2 ,即定位误差:⎛ ⎞ ⎛ ⎞ ⎜ d ⎟ ⎜ d ⎟ d d 2 1 ∆ dw 2 = C1C 2 = AC 2 − AC1 = AO2 − O2 C 2 − AO1 − O1C1 = ⎜ − 2 ⎟−⎜ − 1⎟ α 2⎟ 2 ⎟ ⎜ ⎜ 2 sin α ⎜ ⎟ ⎜ 2 sin ⎟ 2 2 ⎝ ⎠ ⎝ ⎠ ⎛ ⎞ ⎟ d 2 − d 1 d 2 − d1 ∆d ⎜ 1 ⎜ = − = − 1⎟ α α 2 2 ⎜ ⎟ 2 sin ⎜ sin ⎟ 2 2 ⎝ ⎠() ()3)尺寸 H 3 的定位误差这时设计基准的最大变动量为 O1O2 ,即定位误差:∆ dw 3⎛ d2 d1 d 2 −d 1 ∆d ⎜ 1 ⎜ = O1O2 = AO2 − AO1 = − == = α α α α 2 ⎜ 2 sin 2 sin 2 sin ⎜ sin 2 2 2 2 ⎝∆d ∆d 和 2 21 sin⎞ ⎟ ⎟ ⎟ ⎟ ⎠H 1 和 H 2 的定位误差都由两项构成:α2,前者即定位基准和设计基准间的联系尺寸d 的公差,亦即基准不重合误差 ∆ jb ;后者即定位基准(外圆轴线)相对于 V 型块 2∆d 2 1 sin的调刀基准(理论圆轴线,此处以 A 点代替)发生的位置变化量,亦即基准位移误差 ∆ jw , 而 H 3 只是由 ∆ jw =α组成,因此此时定位基准与设计基准重合,故 ∆ jb = 0 。


定位误差如何计算——⽤这13道例题来解答这是夹具侠(jiajoin)发布的第 1054 篇技术⽂章,转载请注明出处Q:关于定位误差计算,⼤家有相关资料/软件分享吗?A:由于加⼯零件结构多样性及尺⼨标注多样性,定位误差计算也因此有多样性,算⽆定式。
⽬前能见到的是针对特定类型程式计算,但这不能称为软件,不过是降低计算难度。
上⾯是夹具侠社群内⼤家关于定位误差的相关讨论,定位作为夹具设计中的本质问题,其误差控制也是经典的话题。
虽然“算⽆定式”,但这些例题也是很不错的参考:1.如下图的定位中,分析定位误差是否满⾜要求?2.如下图钻φ12 孔,试分析是否满⾜定位要求?3.如图铣平⾯保证h,已知两圆的同轴度φ0.1,其它已知条件见图,试分析⼯序尺⼨h的定位误差。
4.已知条件和加⼯要求见图⽰,试分析a)、b)、c)三种定位⽅案中,⼯序尺⼨L的定位误差。
5.如图车外圆,要求外圆对内孔有同轴度要求,已知⼼轴直径为φ30(-0.009 -0.025),计算⼯件内外圆的同轴度的定位误差△ dw 。
6.钻直径为φ10 的孔,采⽤a)、b)两种定位⽅案,试分别计算定位误差。
7.如图在⼯件上铣台阶⾯,保证⼯序尺⼨A ,采⽤V 形块定位,试进⾏定位误差分析。
8.钻孔O, a)为⼯序图, b)~f) 为不同定位⽅案,试分别计算各种⽅案的定位误差。
9.如图同时钻四个φ12 孔,请从左⾄右分别分析1、2、3、4 孔的定位误差。
10.如图钻孔,保证A,采⽤a)~ d)四种⽅案,试分别进⾏定位误差分析。
11.如图钻d 孔,保证同轴度要求,采⽤a)~d) 四种定位⽅式,试分别进⾏定位误差分析。
12.如图铣槽,保证对称度、m 或n,采⽤a)~ c)三种定位⽅案,试分别进⾏定位误差分析。
13.如图在圆柱体上铣台阶⾯,采⽤b)~ h)定位⽅案,试分别进⾏定位误差分析。
上⾯这些定位误差计算和你的结果⼀致吗,让我们再回顾⼀下常⽤定位⽅式和定位元件,配合解题更佳~1.以平⾯为定位基准的定位⽅法及定位元件(1)⽀承⽀承板固定⽀承板多⽤于⼯件上已加⼯表⾯的定位,有时可⽤⼀块⽀承板代替两个⽀承钉。
定位误差计算例题:120°K:谚准水孔申心^定位臺物teens孔中心纽基推不爭合,分析见下图:60〔”△",AjbV^V Qb‘ =0.08r.Ajb=OX»:(M60r =0.04星准停籽谋菱分折见下Rk△db' =1/2(0^0.028)^).0305Adb=0.0305sln60* =0.0246:.AdwR.(W0.0246-a0646<T3=023 敝2.如图钻012孔,试分析»:丽Adb-lf2 (0.110.04)-0.07Adw=0.07>T1*Ml/33•如图铳平而保证h,已知两圆的同轴度"0.1,其它已知条件见图,试分析工序尺寸h的泄位误解:Z\jb=0.1+0.1=0.2Z\db=OAdw=0.24.图示钻孔,已知条件和加工要求见图示,试分析a)、b)、c)三种崖位方案中,工序尺寸L的定位误差类别△)b Adb △dwa) 0 0.05 0.06b)0X)50X»0.1<)0.0540.02 0.05 0.12e>5.如图车外圆,要求外圆对内孔有同轴度要求,已知心轴直径为。
30:誥,计算工件内外圆的同轴度的龙位误差△dw。
保证工序尺寸A,采用V 形块左位,试进行泄位误差分析。
鹏 Ajb=0.012 5+0.02=0.0325△db 二 0.707X0.039二 0.0276Adw=0.06&钻孔6 a )为工序图,b )~f )为不同圧位方案,试分别计算各种方案的左位误差。
Ajb△db Adw b 0.015+0.02+0.01=0.015 0 0.045 c 0.015+0.02=0.0850.707X0X)2=0.014140.049类别AjbAdbA<lwd 0.()15+0.02=a035 0.707X0X)2=0.01414 0.04<>e 0.015+0.02=0.035 00.03 壬 f0.015 + 0.02=0.0350.05+0.02=0.0701039.如图同时钻四个012孔,请从左至右分别分析1、2、3、4孔的定位误差。
习题一:如下图所示零件,外圆及两端面已加工好(外圆直径01.050-=D )。
现加工槽 B ,要求保证位置尺寸 L 和 H ,不考虑槽底面斜度对加工质量的影响。
试求: 1)确定加工时必须限制的自由度; 2)选择定位方法和定位元件,并在图中示意画出;3)计算所选定位方法的定位误差。
习题二:如下图所示齿轮坯,内孔及外圆已加工合格(025.0035+=φD mm ,01.080-=φd mm ),现在插床上以调整法加工键槽,要求保证尺寸2.005.38+=H mm 。
试计算图示定位方法的定位误差(忽略外圆与内孔同轴度误差)。
习题三:a )图工件设计图。
试分别计算按b )、c )、d )三种定位方式加工尺寸A 时的定位误差。
例题四:计算以图示定位方案加工尺寸A 时的定位误差。
习题五: 如图下图工件分别以A 、B 面定位加工E 面,计算定位误差。
习题六:如图两种方案铣平面,试分析定位误差。
习题七:如图,工件以内孔 在心轴 上固定单边接触或任意边接触定位加工平面,试分析工序尺寸分别为 h1、h2、h3(工序基准为外圆中心线)、h4、h5时的定位误差。
(工件外圆和内孔的同轴度误差为△b )习题八:有一批如图所示的工件, 外圆, 内孔和两端面均已加工合格,并保证外圆对内孔的同轴度误差在T(e)=φ0.015范围内。
今按图示的定位方案,用心轴定位,在立式铣床上用顶尖顶住心轴铣 的槽子。
除槽宽要求外,还应保证下列要求:(1) 槽的轴向位置尺寸 (2) 槽底位置尺寸 (3) 槽子两侧面对φ50外圆轴线的对称度公差 T (c)=0.25习题九:用角度铣刀铣削斜面,求加工尺寸为39±0.04mm 的定位误差习题十:DD ∆+d -d ∆00.016506()h φ-0.0210307()H φ+0.0070.020306()g φ+-00.043129h -010.212512()L H -=010.254212()H h -=00.01010.0120.05630,55,400.15,0.03d mm d H mm t mm φφφ---===±=工件以d 1 外圆定位,加工 孔,φ30外圆对φ50外圆的同轴度公差为φ0.02,求加工尺寸40±0.15mm 的定位误差。