滚齿机挂轮计算器
- 格式:xlsx
- 大小:11.38 KB
- 文档页数:2
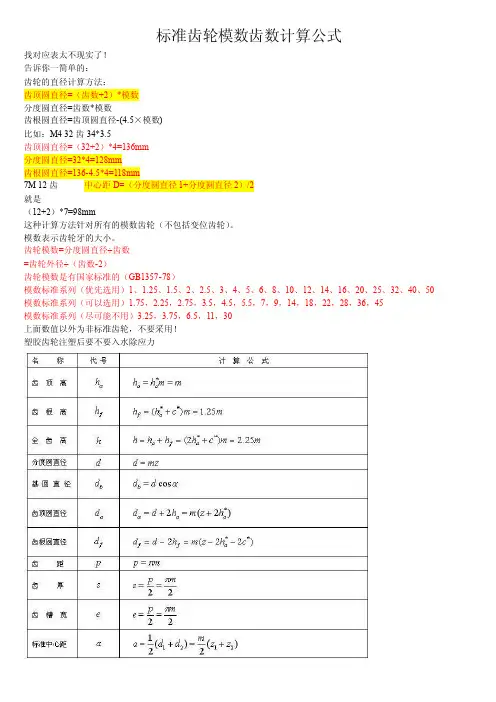
标准齿轮模数齿数计算公式找对应表太不现实了!告诉你一简单的:齿轮的直径计算方法:齿顶圆直径=(齿数+2)*模数分度圆直径=齿数*模数齿根圆直径=齿顶圆直径-(4.5³模数)比如:M4 32齿34*3.5齿顶圆直径=(32+2)*4=136mm分度圆直径=32*4=128mm齿根圆直径=136-4.5*4=118mm7M 12齿中心距D=(分度圆直径1+分度圆直径2)/2就是(12+2)*7=98mm这种计算方法针对所有的模数齿轮(不包括变位齿轮)。
模数表示齿轮牙的大小。
齿轮模数=分度圆直径÷齿数=齿轮外径÷(齿数-2)齿轮模数是有国家标准的(GB1357-78)模数标准系列(优先选用)1、1.25、1.5、2、2.5、3、4、5、6、8、10、12、14、16、20、25、32、40、50 模数标准系列(可以选用)1.75,2.25,2.75,3.5,4.5,5.5,7,9,14,18,22,28,36,45模数标准系列(尽可能不用)3.25,3.75,6.5,11,30上面数值以外为非标准齿轮,不要采用!塑胶齿轮注塑后要不要入水除应力精确测定斜齿轮螺旋角的新方法Circula r P itch (CP)周节齿轮分度圆直径d的大小可以用模数(m)、径节(DP)或周节(CP)与齿数(z)表示径节P(DP)是指按齿轮分度圆直径(以英寸计算)每英寸上所占有的齿数而言径节与模数有这样的关系: m=25.4/DPCP1/8模=25.4/DP8=3.175 3.175/3.1416(π)=1.0106模1) 什么是「模数」?模数表示轮齿的大小。
R模数是分度圆齿距与圆周率(π)之比,单位为毫米(mm)。
除模数外,表示轮齿大小的还有CP(周节:Circula r pitch)与DP(径节:Diametr al pitch)。
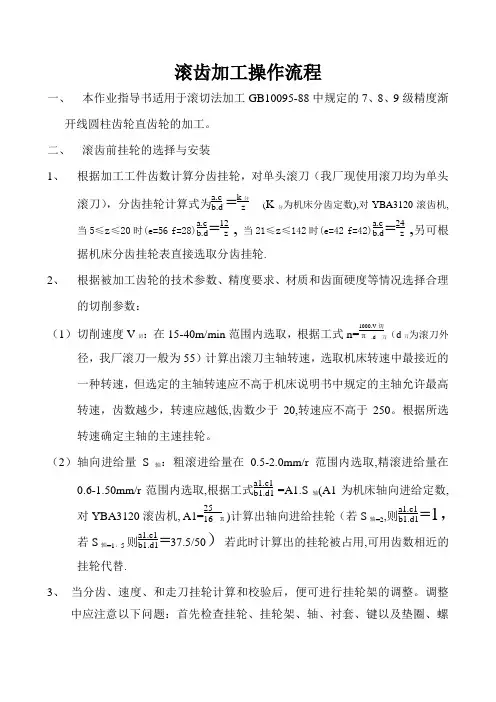
滚齿加工操作流程一、 本作业指导书适用于滚切法加工GB10095-88中规定的7、8、9级精度渐 开线圆柱齿轮直齿轮的加工。
二、 滚齿前挂轮的选择与安装1、 根据加工工件齿数计算分齿挂轮,对单头滚刀(我厂现使用滚刀均为单头滚刀),分齿挂轮计算式为a.c b.d =k 分 z(K 分为机床分齿定数),对YBA3120滚齿机,当5≤z ≤20时(e=56 f=28)a.c b.d =12 z , 当21≤z ≤142时(e=42 f=42)a.c b.d =24z,另可根据机床分齿挂轮表直接选取分齿挂轮.2、 根据被加工齿轮的技术参数、精度要求、材质和齿面硬度等情况选择合理的切削参数:(1) 切削速度V 切:在15-40m/min 范围内选取,根据工式n=1000.v 切 π.d 刀(d 刀为滚刀外径,我厂滚刀一般为55)计算出滚刀主轴转速,选取机床转速中最接近的一种转速,但选定的主轴转速应不高于机床说明书中规定的主轴允许最高转速,齿数越少,转速应越低,齿数少于20,转速应不高于250。
根据所选转速确定主轴的主速挂轮。
(2) 轴向进给量S轴:粗滚进给量在0.5-2.0mm/r 范围内选取,精滚进给量在0.6-1.50mm/r范围内选取,根据工式a1.c1 b1.d1=A1.S 轴(A1为机床轴向进给定数,对YBA3120滚齿机, A1=25 16π)计算出轴向进给挂轮(若S 轴=2,则a1.c1 b1.d1=1,若S 轴=1。
5则a1.c1b1.d1=37.5/50)若此时计算出的挂轮被占用,可用齿数相近的挂轮代替.3、 当分齿、速度、和走刀挂轮计算和校验后,便可进行挂轮架的调整。
调整中应注意以下问题:首先检查挂轮、挂轮架、轴、衬套、键以及垫圈、螺母等有无损坏,并仔细清洗;安装挂轮的齿侧间隙要适当,同时还应保证不歪斜。
机床启动前应用手扳转皮带轮,检查挂轮传动有无卡死现象和过大的松动。
三、根据滚刀安装与调整指导书安装与调整滚刀。
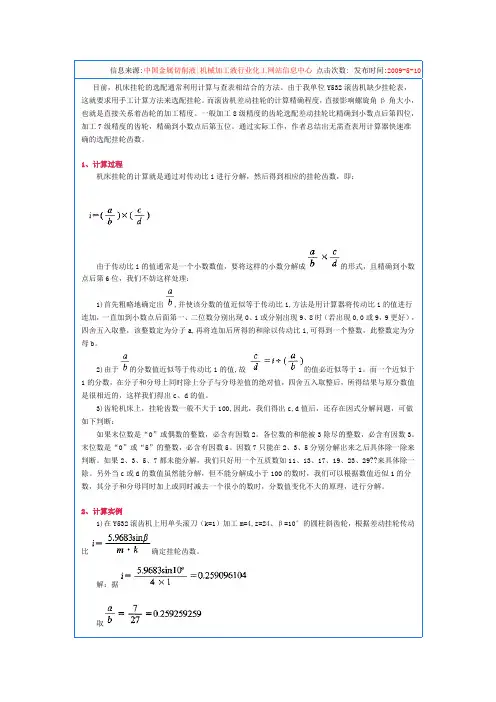
信息来源:中国金属切削液|机械加工液行业化工网站信息中心点击次数: 发布时间:2009-5-10目前,机床挂轮的选配通常利用计算与查表相结合的方法。
由于我单位Y532滚齿机缺少挂轮表,这就要求用手工计算方法来选配挂轮。
而滚齿机差动挂轮的计算精确程度,直接影响螺旋角β角大小,也就是直接关系着齿轮的加工精度。
一般加工8级精度的齿轮选配差动挂轮比精确到小数点后第四位,加工7级精度的齿轮,精确到小数点后第五位。
通过实际工作,作者总结出无需查表用计算器快速准确的选配挂轮齿数。
1、计算过程机床挂轮的计算就是通过对传动比i进行分解,然后得到相应的挂轮齿数,即:由于传动比i的值通常是一个小数数值,要将这样的小数分解成的形式,且精确到小数点后第6位,我们不妨这样处理:1)首先粗略地确定出,并使该分数的值近似等于传动比i,方法是用计算器将传动比i的值进行连加,一直加到小数点后面第一、二位数分别出现0、1或分别出现9、8时(若出现0,0或9,9更好),四舍五入取整,该整数定为分子a,再将连加后所得的和除以传动比i,可得到一个整数,此整数定为分母b。
2)由于的分数值近似等于传动比i的值,故的值必近似等于1。
而一个近似于1的分数,在分子和分母上同时除上分子与分母差值的绝对值,四舍五入取整后,所得结果与原分数值是很相近的,这样我们得出c、d的值。
3)齿轮机床上,挂轮齿数一般不大于100,因此,我们得出c,d值后,还存在因式分解问题,可做如下判断:如果末位数是“0”或偶数的整数,必含有因数2。
各位数的和能被3除尽的整数,必含有因数3。
末位数是“0”或“5”的整数,必含有因数5。
因数7只能在2、3、5分别分解出来之后具体除一除来判断。
如果2、3、5、7都未能分解,我们只好用一个互质数如11、13、17、19、23、29??来具体除一除。
另外当c或d的数值虽然能分解,但不能分解成小于100的数时,我们可以根据数值近似1的分数,其分子和分母同时加上或同时减去一个很小的数时,分数值变化不大的原理,进行分解。
实验三滚齿机的调整与加⼯实验报告A201404实验三滚齿机的调整与加⼯实验报告姓名:班级:学号:实验地点:实验课程名称:1、加⼯齿轮参数:材料:,齿数Z= ,模数m n= ,螺旋⾓β= ,旋向:。
2、实验设备型号:滚⼑参数:螺旋⾓β= ,旋向:。
3、挂轮的计算(1)主轴转速计算n=主运动挂轮Uv=(2)选进给量f=进给运动挂轮 Uf=(3)展成运动挂轮Ux=(4)附加运动Uy=4、滚⼑安装⾓的确定安装⾓δ=5、各执⾏件运动⽅向确定滚⼑:⼯作台:6、写出你选择的的进给运动的传动路线表达式7、思考题:1) 滚齿时,如何保证⼀对相互啮合的斜齿轮的螺旋⾓相等?2) 加⼯直齿与加⼯斜齿轮有何不同?3)离合器M1、M2的结构、作⽤各有什么不同?实验三滚齿机的调整与加⼯⼀、实验⽬的1.了解机床总布局、主要组成部分、各操纵机构的功⽤。
2.深⼊分析Y3150K 型滚齿机的传动系统,进⼀步掌握各传动链的相互关系。
3.掌握机床的加⼯⽅法与调整步骤。
4.了解机床各换置机构的位置。
掌握挂轮的计算、安装⽅法。
5.了解有关的齿轮检验项⽬、精度要求及使⽤的⼯具。
⼆、实验设备1.Y3150K 滚齿轮机⼀台。
2.滚⼑⼀把。
3.齿坯⼀个。
4.千分表⼀只,磁性表等⼀个。
5.齿厚测量卡尺⼀把(或公法线长度测量千分尺⼀把)6.300mm 卡尺⼀把三、实验原理1.主轴转速的选择及调整切削速度可根据下⾯公式计算:1000n D V ⼑切=π转/分其中:D 为滚⼑直径(毫⽶),n ⼑为主轴转速(转/分)。
⾼速钢滚⼑的切削速度按表3-1选择。
表3-1 ⾼速钢滚⼑的切削速度选择切削速度时应注意以下⼏点:(1)粗切⼀般低切削速度⼤⾛⼑量;精切⼀般⽤⾼切削速度,⼩⾛⼑量。
(2)被加⼯齿轮齿数较少时应选择V 切低⼀些。
V 切确定后即可根据下⾯公式计算主轴转速:D V 1000N ?π?切⼑=转/分若计算结果不是机床九级转速中的⼀级,则应选取与计算结果最相近的⼀级主轴转速。
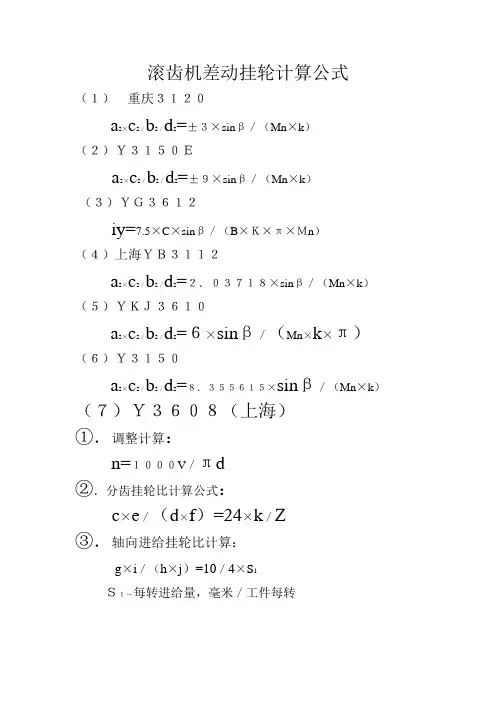
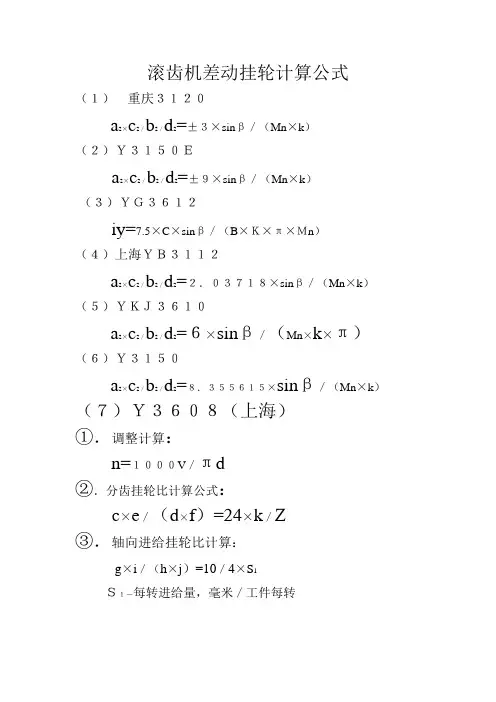
滚齿机差动挂轮计算公式(1)重庆3120a2×c2/b2/d2=±3×sinβ/(Mn×k)(2)Y3150Ea2×c2/b2/d2=±9×sinβ/(Mn×k)(3)YG3612iy=7.5×C×sinβ/(B×K×π×Mn)(4)上海YB3112a2×c2/b2/d2=2.03718×sinβ/(Mn×k)(5)YKJ3610a2×c2/b2/d2=6×sinβ/(Mn×k×π)(6)Y3150a2×c2/b2/d2=8.355615×sinβ/(Mn×k)(7)Y3608(上海)①.调整计算:n=1000V/πd②.分齿挂轮比计算公式:c×e/(d×f)=24×k/Z③.轴向进给挂轮比计算:g×i/(h×j)=10/4×s1S1-每转进给量,毫米/工件每转④.加工斜齿轮的调整计算:轴向进给挂轮比计算:g×i/(h×j)=10/4×s2s2-每转进给量,毫米/工件每转⑤.斜齿轮分齿挂轮比计算公式:c×e/(d×f)=24×π×Mn×k/(π×Mn×Z±s2×sinβ)式中:±-工件与刀具螺旋线方向相同时取-,相反时取+.(8)YM3608(宁江)①纵向进给挂轮配换计算:根据预先假定的走刀量S,用公式计算出C/D×E/F传动比齿数,再以C/D×E/F值校验出S值,找出L/M×N/O挂轮,然后用选取的分度与走刀挂轮验算螺旋角β的误差.走刀挂轮计算公式:L/M×N/O=2.50029×S(本公式用于凸轮18D,加工螺旋齿轮)②滚切螺旋圆柱齿轮分度C/D×E/F计算公式:⒈C/D×E/F=24K/{Z×[1-S×sinβ/(π×Mn×Z)]}(滚刀与工件螺旋方向相同者)⒉C/D×E/F=24K/{Z×[1+S×sinβ/(π×Mn×Z)]}(滚刀与工件螺旋方向相反者)⒊对径节(英)制螺旋齿轮:C/D×E/F=24K/{Z×[1-S×DP×sinβ/(79.796452×Z)]}(滚刀与工件螺旋方向相同者)C/D×E/F=24K/{Z×[1+S×DP×sinβ/(79.796452×Z)]}(滚刀与工件螺旋方向相反者)检验:sinβ'=[±Z-+24K/(C/D×E/F)]×2.50029π×Mn/(L/M×N/O)上式五个公式中Z-24K/(C/D×E/F)为滚刀与工件螺旋方向相同24K/(C/D×E/F)-Z为滚刀与工件螺旋方向相反β-设计工件的螺旋角β'-为计算出的挂轮,加工后的螺旋角S-刀具纵向走刀量(mm/工件每转)DP-被加工工件英制径节举例:加工Z=40Mn=0.5右旋β=15°右旋滚刀S=0.2mm/工件每转计算如下:C/D/×E/F=24/{40×[1-0.2×sin15°/(π×0.5×40)]}=0.600494(注π及sinβ值取小数后6位)选:C/D/×E/F=0.60050=242/403=44/62×66/78验算实际S值:S=[Z-24K/(C/D×E/F)]π×Mn/sinβS=0.2006314带入求走刀挂轮:L/M×N/O=2.50029S=0.5016367L/M×N/O=2×0.2508179=2×34/61×45/100=68/61×36/80(9)MGL(备注)Z=8β=17°右旋B/C=1/2机床原差动:46/50×62/80机床原分齿:32/32实际计算17°07′,B/C=1/2为37/20×20/104得出的传动比值比机床原差动小一倍,比值扩大一倍可实现生产.自我分析计算出的差动比值倒过来可以像YG3612机床一样搭差动.计算时可以把B/C=1/1代入计算,以实现机床加工为原则.±。
标准齿轮模数齿数计算公式标准齿轮模数齿数计算公式找对应表太不现实了~告诉你一简单的:齿轮的直径计算方法:齿顶圆直径=(齿数+2)*模数分度圆直径=齿数*模数齿根圆直径=齿顶圆直径-(4.5?模数)比如:M4 32齿34*3.5齿顶圆直径=(32+2)*4=136mm分度圆直径=32*4=128mm齿根圆直径=136-4.5*4=118mm7M 12齿中心距D=(分度圆直径1+分度圆直径2)/2 就是(12+2)*7=98mm这种计算方法针对所有的模数齿轮(不包括变位齿轮)。
模数表示齿轮牙的大小。
齿轮模数=分度圆直径?齿数=齿轮外径?(齿数-2)齿轮模数是有国家标准的(GB1357-78)模数标准系列(优先选用)1、1.25、1.5、2、2.5、3、4、5、6、8、10、12、14、16、20、25、32、40、50模数标准系列(可以选用)1.75,2.25,2.75,3.5,4.5,5.5,7,9,14,18,22,28,36,45模数标准系列(尽可能不用)3.25,3.75,6.5,11,30 上面数值以外为非标准齿轮,不要采用~塑胶齿轮注塑后要不要入水除应力精确测定斜齿轮螺旋角的新方法 Circular Pitch (CP)周节齿轮分度圆直径d的大小可以用模数(m)、径节(DP)或周节(CP)与齿数(z)表示径节P(DP)是指按齿轮分度圆直径(以英寸计算)每英寸上所占有的齿数而言径节与模数有这样的关系: m=25.4/DPCP1/8模=25.4/DP8=3.175 3.175/3.1416(π)=1.0106模1) 什么是「模数」,模数表示轮齿的大小。
R模数是分度圆齿距与圆周率(π)之比,单位为毫米(mm)。
除模数外,表示轮齿大小的还有,,(周节:Circular pitch)与,,(径节:Diametral pitch)。
【参考】齿距是相邻两齿上相当点间的分度圆弧长。
2) 什么是「分度圆直径」,分度圆直径是齿轮的基准直径。
滚齿机差动挂轮计算公式(1)重庆3120a2×c2/b2/d2=±3×sinβ/(Mn×k)(2)Y3150Ea2×c2/b2/d2=±9×sinβ/(Mn×k)(3)YG3612iy=7.5×C×sinβ/(B×K×π×Mn)(4)上海YB3112a2×c2/b2/d2=2.03718×sinβ/(Mn×k)(5)YKJ3610a2×c2/b2/d2=6×sinβ/(Mn×k×π)(6)Y3150a2×c2/b2/d2=8.355615×sinβ/(Mn×k)(7)Y3608(上海)①.调整计算:n=1000V/πd②.分齿挂轮比计算公式:c×e/(d×f)=24×k/Z③.轴向进给挂轮比计算:g×i/(h×j)=10/4×s1S1-每转进给量,毫米/工件每转④.加工斜齿轮的调整计算:轴向进给挂轮比计算:g×i/(h×j)=10/4×s2s2-每转进给量,毫米/工件每转⑤.斜齿轮分齿挂轮比计算公式:c×e/(d×f)=24×π×Mn×k/(π×Mn×Z±s2×sinβ)式中:±-工件与刀具螺旋线方向相同时取-,相反时取+.(8)YM3608(宁江)①纵向进给挂轮配换计算:根据预先假定的走刀量S,用公式计算出C/D×E/F传动比齿数,再以C/D×E/F值校验出S值,找出L/M×N/O挂轮,然后用选取的分度与走刀挂轮验算螺旋角β的误差.走刀挂轮计算公式:L/M×N/O=2.50029×S(本公式用于凸轮18D,加工螺旋齿轮)②滚切螺旋圆柱齿轮分度C/D×E/F计算公式:⒈C/D×E/F=24K/{Z×[1-S×sinβ/(π×Mn×Z)]}(滚刀与工件螺旋方向相同者)⒉C/D×E/F=24K/{Z×[1+S×sinβ/(π×Mn×Z)]}(滚刀与工件螺旋方向相反者)⒊对径节(英)制螺旋齿轮:C/D×E/F=24K/{Z×[1-S×DP×sinβ/(79.796452×Z)]}(滚刀与工件螺旋方向相同者)C/D×E/F=24K/{Z×[1+S×DP×sinβ/(79.796452×Z)]}(滚刀与工件螺旋方向相反者)检验:sinβ'=[±Z-+24K/(C/D×E/F)]×2.50029π×Mn/(L/M×N/O)上式五个公式中Z-24K/(C/D×E/F)为滚刀与工件螺旋方向相同24K/(C/D×E/F)-Z为滚刀与工件螺旋方向相反β-设计工件的螺旋角β'-为计算出的挂轮,加工后的螺旋角S-刀具纵向走刀量(mm/工件每转)DP-被加工工件英制径节举例:加工Z=40Mn=0.5右旋β=15°右旋滚刀S=0.2mm/工件每转计算如下:C/D/×E/F=24/{40×[1-0.2×sin15°/(π×0.5×40)]}=0.600494(注π及sinβ值取小数后6位)选:C/D/×E/F=0.60050=242/403=44/62×66/78验算实际S值:S=[Z-24K/(C/D×E/F)]π×Mn/sinβS=0.2006314带入求走刀挂轮:L/M×N/O=2.50029S=0.5016367L/M×N/O=2×0.2508179=2×34/61×45/100=68/61×36/80(9)MGL(备注)Z=8β=17°右旋B/C=1/2机床原差动:46/50×62/80机床原分齿:32/32实际计算17°07′,B/C=1/2为37/20×20/104得出的传动比值比机床原差动小一倍,比值扩大一倍可实现生产.自我分析计算出的差动比值倒过来可以像YG3612机床一样搭差动.计算时可以把B/C=1/1代入计算,以实现机床加工为原则.±。
分齿定数滚齿机型号差动定数差动轴向值直齿斜齿YC3132(南京第二机床厂)8mm12126YZ3132(南京第二机床厂)8mm12126YBA3132(重庆机床厂)6mm1818 61/12YB3120(重庆机床厂)6mm1616 27/4YBA3120(重庆机床厂)4mm24243YBA3112(重庆机床厂)2mm2424 1.006944YB3112(上海第一机床厂)2mm1515 2.03718FQ-2520.6265Y3131540Y3150050Y361258Y3610030Y35015.91546Y33024W1Y3J255370 5.431162ZWF-30 6.366198OF-108.2505953279.81456Y3109.8145319KF213.47515URF5 6.0638ZWF15 6.73756RF1057.639443RF758.08572RF58.5943Y31512.1276Y31611.9637Y37-19.81456Y38-1(青岛机床厂)8mm 6.96301Y37 5.96831RF2 4.491882RF0 2.15615Y31125 4.7746371Y304 1.617Y350Z 3.81972Y310.95493Y35-1 5.57042YM32B 3.9788812.5 Y32020或4020或401515πY3180E242466πY36100(武汉重型机床厂)25mm151530Y36100(齐齐哈尔第一机床厂)24mm202025Y3663A(齐齐哈尔第一机床厂)16mm202025YMA3180(重庆机床厂)8mm24246YM3180H(重庆机床厂)10mm36369YM3150E(重庆机床厂)8mm36369YA3180(重庆机床厂)10mm24246Y3180(南京第二机床厂)10mm242499πYB3180H(重庆机床厂)10mm242499πY3180E(上海第一机床厂)10mm242499πY3180E(重庆机床厂)10mm242499πY3150E(重庆机床厂)8mm242499πYB3150E(重庆机床厂)8mm242499πY3150(上海第一机床厂)6mm24488.355615 105/4 Y32b2424 3.97888 25/2Y3824247.9577525苏联Y5322424 5.96831 75/4 YM3180H24或3624或3699πY3180H24或3624或3699πYB3120121299πY3150A242466πY3180B242466πY31125A(南京第二机床厂)16mmY31125E(重庆机床厂)16mm48481010πYM31125E(重庆机床厂)12mm48481010πYGA31125(重庆机床厂)8mm606015YM31200H(重庆机床厂)16mm24247Y31200H(重庆机床厂)20mm242410Y31200G(武汉重型机床厂)20mm202015YQ31315G(武汉重型机床厂)20mm202015YQ31315(武汉重型机床厂)24mm202015Y31315B(武汉重型机床厂)30mm404015Y31500A(武汉重型机床厂)30mm505015Y31800(武汉重型机床厂)30mm505015捷克F061212 5.96831 75/4苏联Y533015或30或6015或30或6015.2788848或24 Y3120024241010πY3131540402424πYG36121616 2.38732 15/2 RWF2卧30或1530或1512.1275838.1西德RFW16卧15153030π有差动滚齿机202095.49296300苏联有差动滚齿机1515285.8649812573/14苏联马拉特(MOPAT)161630.5577596Y35J2424 Y36082424无差动高效立式滚齿机2424无差动机构无差动机构无差动机构无差动机构无差动滚齿机2020YG3780走刀定数出处齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册1齿轮手册M6Φ500 10/3M4Φ200 3/4M8Φ800 32/9M8Φ750 32*π/125或1248*π/3125或2016*π/3125M10Φ800 32*π/125或1248*π/3125或2016*π/3125M10Φ800πM6Φ200 54*π/125M8Φ500无级M10Φ800齿轮手册π/4齿轮手册M16Φ1250π/4齿轮手册M16Φ1250齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册312/119M8Φ800M20Φ1500M20Φ2000M30Φ3150 16/15M1.5Φ125M16Φ1000M30Φ1600 3/2381/1808/540.397M1Φ80。
滚齿机床安全操作规程滚齿机床是一种常用的金属加工设备,用于加工各种尺寸和类型的齿轮。
为了确保操作人员的安全,必须严格按照规定的操作程序进行操作。
下面是滚齿机床的安全操作规程。
一、操作前准备1.检查滚齿机床的运行状态,确保设备没有故障或损坏,每天工作前应进行设备的日常维护和检查。
2.穿戴适当的个人防护装备,包括安全帽、防护眼镜、防护手套等。
3.了解滚齿机床的操作程序和安全规定,掌握相关知识。
4.清理工作区域,确保工作环境干净整洁,清除地面上的杂物和障碍物。
二、操作过程中的安全措施1.操作人员必须有充分的专业知识和技能,经过相关培训和考核合格后方可操作滚齿机床。
2.不得将有可能造成危险的物品或工具放在滚齿机床上。
3.在操作过程中,操作人员必须专心致志,不得受到其他事物的干扰。
4.不得随意更改滚齿机床上的任何按钮、开关或设置,如需更改,必须停机并拔掉电源。
5.当有故障或异常情况发生时,操作人员应立即停止操作,并向相关人员报告。
6.在操作过程中,不可用手直接接触滚齿机床的运动部件,如有需要,应使用工具。
7.在滚齿机床的运行过程中,任何情况下都不得伸手到滚齿机床内部。
三、操作后的安全措施1.在操作完成后,将滚齿机床从电源上断开,并清理和整理好工作区域。
2.检查滚齿机床是否正常关闭,是否有杂物或残留物。
3.将使用过的工具放回原处,清理工作台面,做好设备的日常维护管护工作。
四、应急措施1.当滚齿机床发生紧急情况时,应立即按下停车按钮,停止设备的运行。
2.操作人员应按照安全规定和应急预案进行应急处置,确保自身和他人的安全。
3.在处理紧急情况时,应迅速向相关人员报告,并及时采取措施,防范事故的扩大。
总结:滚齿机床的安全操作规程需要严格遵守,操作人员要具备充分的专业知识和技能,并按照操作程序进行操作。
在操作过程中,要时刻注意自身安全和设备运行状态,发现任何异常情况都要立即停机并报告。
此外,在操作后也要做好清理和维护工作,并做好应急预案的准备,以应对突发情况。