滚齿挂轮验算表
- 格式:xlsx
- 大小:16.27 KB
- 文档页数:1
差动挂轮表
需要一些基本的数学知识和计算能力。
差动挂轮是用于加工螺旋齿轮的重要工具。
其计算公式为:差动定数乘以sinB除以Mn再乘以滚刀头数K,等于四个挂
轮的比值a/b乘以c/d。
其中差动定数是每种滚床的特定常数,sinB是工件的螺旋角,Mn是工件的法向模数,K是滚刀头数,a、b、c、d是四个挂轮。
举个例子,如果在Y38滚齿机上加工一法向模数为4、螺旋角为15度的螺旋齿轮,滚刀头数为1,那么可以先计算出
差动定数为7.,然后代入公式得到比值为0..根据这个比值,
可以在挂轮选取表中找到最相近的四个齿轮:a为38、b为41、c为40、d为72.这个结果可以通过验算来确认准确性。
如果没有挂轮选取表,也可以把2./4这个分式化成两个分式,然后逐一计算出四个挂轮。
虽然这个方法比较繁琐,但只需要一些基本的数学知识和计算能力即可完成。
实验三滚齿机的调整与加⼯实验报告A201404实验三滚齿机的调整与加⼯实验报告姓名:班级:学号:实验地点:实验课程名称:1、加⼯齿轮参数:材料:,齿数Z= ,模数m n= ,螺旋⾓β= ,旋向:。
2、实验设备型号:滚⼑参数:螺旋⾓β= ,旋向:。
3、挂轮的计算(1)主轴转速计算n=主运动挂轮Uv=(2)选进给量f=进给运动挂轮 Uf=(3)展成运动挂轮Ux=(4)附加运动Uy=4、滚⼑安装⾓的确定安装⾓δ=5、各执⾏件运动⽅向确定滚⼑:⼯作台:6、写出你选择的的进给运动的传动路线表达式7、思考题:1) 滚齿时,如何保证⼀对相互啮合的斜齿轮的螺旋⾓相等?2) 加⼯直齿与加⼯斜齿轮有何不同?3)离合器M1、M2的结构、作⽤各有什么不同?实验三滚齿机的调整与加⼯⼀、实验⽬的1.了解机床总布局、主要组成部分、各操纵机构的功⽤。
2.深⼊分析Y3150K 型滚齿机的传动系统,进⼀步掌握各传动链的相互关系。
3.掌握机床的加⼯⽅法与调整步骤。
4.了解机床各换置机构的位置。
掌握挂轮的计算、安装⽅法。
5.了解有关的齿轮检验项⽬、精度要求及使⽤的⼯具。
⼆、实验设备1.Y3150K 滚齿轮机⼀台。
2.滚⼑⼀把。
3.齿坯⼀个。
4.千分表⼀只,磁性表等⼀个。
5.齿厚测量卡尺⼀把(或公法线长度测量千分尺⼀把)6.300mm 卡尺⼀把三、实验原理1.主轴转速的选择及调整切削速度可根据下⾯公式计算:1000n D V ⼑切=π转/分其中:D 为滚⼑直径(毫⽶),n ⼑为主轴转速(转/分)。
⾼速钢滚⼑的切削速度按表3-1选择。
表3-1 ⾼速钢滚⼑的切削速度选择切削速度时应注意以下⼏点:(1)粗切⼀般低切削速度⼤⾛⼑量;精切⼀般⽤⾼切削速度,⼩⾛⼑量。
(2)被加⼯齿轮齿数较少时应选择V 切低⼀些。
V 切确定后即可根据下⾯公式计算主轴转速:D V 1000N ?π?切⼑=转/分若计算结果不是机床九级转速中的⼀级,则应选取与计算结果最相近的⼀级主轴转速。
滚齿机差动挂轮计算公式(1)重庆3120a2×c2/b2/d2=±3×sinβ/(Mn×k)(2)Y3150Ea2×c2/b2/d2=±9×sinβ/(Mn×k)(3)YG3612iy=7.5×C×sinβ/(B×K×π×Mn)(4)上海YB3112a2×c2/b2/d2=2.03718×sinβ/(Mn×k)(5)YKJ3610a2×c2/b2/d2=6×sinβ/(Mn×k×π)(6)Y3150a2×c2/b2/d2=8.355615×sinβ/(Mn×k)(7)Y3608(上海)①.调整计算:n=1000V/πd②.分齿挂轮比计算公式:c×e/(d×f)=24×k/Z③.轴向进给挂轮比计算:g×i/(h×j)=10/4×s1S1-每转进给量,毫米/工件每转④.加工斜齿轮的调整计算:轴向进给挂轮比计算:g×i/(h×j)=10/4×s2s2-每转进给量,毫米/工件每转⑤.斜齿轮分齿挂轮比计算公式:c×e/(d×f)=24×π×Mn×k/(π×Mn×Z±s2×sinβ)式中:±-工件与刀具螺旋线方向相同时取-,相反时取+.(8)YM3608(宁江)①纵向进给挂轮配换计算:根据预先假定的走刀量S,用公式计算出C/D×E/F传动比齿数,再以C/D×E/F值校验出S值,找出L/M×N/O挂轮,然后用选取的分度与走刀挂轮验算螺旋角β的误差.走刀挂轮计算公式:L/M×N/O=2.50029×S(本公式用于凸轮18D,加工螺旋齿轮)②滚切螺旋圆柱齿轮分度C/D×E/F计算公式:⒈C/D×E/F=24K/{Z×[1-S×sinβ/(π×Mn×Z)]}(滚刀与工件螺旋方向相同者)⒉C/D×E/F=24K/{Z×[1+S×sinβ/(π×Mn×Z)]}(滚刀与工件螺旋方向相反者)⒊对径节(英)制螺旋齿轮:C/D×E/F=24K/{Z×[1-S×DP×sinβ/(79.796452×Z)]}(滚刀与工件螺旋方向相同者)C/D×E/F=24K/{Z×[1+S×DP×sinβ/(79.796452×Z)]}(滚刀与工件螺旋方向相反者)检验:sinβ'=[±Z-+24K/(C/D×E/F)]×2.50029π×Mn/(L/M×N/O)上式五个公式中Z-24K/(C/D×E/F)为滚刀与工件螺旋方向相同24K/(C/D×E/F)-Z为滚刀与工件螺旋方向相反β-设计工件的螺旋角β'-为计算出的挂轮,加工后的螺旋角S-刀具纵向走刀量(mm/工件每转)DP-被加工工件英制径节举例:加工Z=40Mn=0.5右旋β=15°右旋滚刀S=0.2mm/工件每转计算如下:C/D/×E/F=24/{40×[1-0.2×sin15°/(π×0.5×40)]}=0.600494(注π及sinβ值取小数后6位)选:C/D/×E/F=0.60050=242/403=44/62×66/78验算实际S值:S=[Z-24K/(C/D×E/F)]π×Mn/sinβS=0.2006314带入求走刀挂轮:L/M×N/O=2.50029S=0.5016367L/M×N/O=2×0.2508179=2×34/61×45/100=68/61×36/80(9)MGL(备注)Z=8β=17°右旋B/C=1/2机床原差动:46/50×62/80机床原分齿:32/32实际计算17°07′,B/C=1/2为37/20×20/104得出的传动比值比机床原差动小一倍,比值扩大一倍可实现生产.自我分析计算出的差动比值倒过来可以像YG3612机床一样搭差动.计算时可以把B/C=1/1代入计算,以实现机床加工为原则.±。
滚切斜齿圆柱齿轮实验一、实验内容在Y38型滚齿机上滚切一个斜齿圆柱齿轮,对机床进行有关调整操作,对有关数据进行计算、分析。
实验题:Z=34,m n=2,β=14º,右旋材料为Ⅱ级铸铁,固定弦齿高1.4952mm,固定弦齿厚2.774mm,8级精度。
滚刀头数k=1 滚刀直径D刀=55mm,螺旋升角α=2º19´右旋二、实验目的要求:通过实验要求学生(1)掌握在Y38型滚齿机上滚切斜齿圆柱齿轮时各挂轮的计算和安装。
(2)熟悉滚切斜齿圆柱齿轮时Y38型滚齿机的调整。
三、实验用仪表和设备Y38型滚齿机(包括全套挂轮)齿轮坏滚刀游标齿厚卡尺千分表(带表架)四、实验步骤和方法:(1)计算、安装挂轮根据给定的工件齿数,模数及螺旋角,计算安装速度挂轮,分齿挂轮垂直走刀挂轮及附加运动的差动挂轮:(a)速度挂轮i v=A/B=n刀/113=2.82*V/D刀(b)分齿挂轮i分齿=ac/bd=24k/z*f/e(c)垂直进给挂轮:i进给=a1c1/b1d1=3/4f1选取f1应注意,滚切斜齿圆柱齿轮时的f1比滚切直齿者略小,但也不宜太小,否则会加速滚刀的磨损。
(2)安装滚刀(3)根据滚切螺旋升角α及工件螺旋角β调整刀架角度δ=β±α(4)安装工件(5)根据所用滚刀的螺旋方向,试车检验工作台转向是否正确。
(6)挂差动挂轮i差动=a2/b2*c2/d2=7.95775sinβ/ m n kY38型滚切机的差动挂轮,分齿挂轮与垂直进给挂轮共用一套齿轮,根据工件的螺旋角β及法向模数m n,当k=1时,差动挂轮a2,b2,c2,d2的齿数可以由附表查出。
见附表。
五、写实验报告Y38型滚齿机上速度挂轮共有八个:m=3.5Z=18、22、25、28、32、35、38、42A+B=60Y38型滚齿机的分齿,差动及垂直进给挂轮共有43个:m=2 Z:20(2个)、23、24、25(2个)、30、33、34、35、37、40、41、43、45、47、48、50、53、55、57、58、59、60、61、62、65、67、70、71、73、75、79、80、83、85、89、90、92、95、97、98、100 附表差动挂轮:i差动=a2/b2*c2/d2=7.95775sinβ/ m n k实验报告滚切斜齿圆柱齿轮实验。
滚齿机差动挂轮计算公式(1)重庆3120a2×c2/b2/d2=±3×sinβ/(Mn×k)(2)Y3150Ea2×c2/b2/d2=±9×sinβ/(Mn×k)(3)YG3612iy=7.5×C×sinβ/(B×K×π×Mn)(4)上海YB3112a2×c2/b2/d2=2.03718×sinβ/(Mn×k)(5)YKJ3610a2×c2/b2/d2=6×sinβ/(Mn×k×π)(6)Y3150a2×c2/b2/d2=8.355615×sinβ/(Mn×k)(7)Y3608(上海)①.调整计算:n=1000V/πd②.分齿挂轮比计算公式:c×e/(d×f)=24×k/Z③.轴向进给挂轮比计算:g×i/(h×j)=10/4×s1S1-每转进给量,毫米/工件每转④.加工斜齿轮的调整计算:轴向进给挂轮比计算:g×i/(h×j)=10/4×s2s2-每转进给量,毫米/工件每转⑤.斜齿轮分齿挂轮比计算公式:c×e/(d×f)=24×π×Mn×k/(π×Mn×Z±s2×sinβ)式中:±-工件与刀具螺旋线方向相同时取-,相反时取+.(8)YM3608(宁江)①纵向进给挂轮配换计算:根据预先假定的走刀量S,用公式计算出C/D×E/F传动比齿数,再以C/D×E/F值校验出S值,找出L/M×N/O挂轮,然后用选取的分度与走刀挂轮验算螺旋角β的误差.走刀挂轮计算公式:L/M×N/O=2.50029×S(本公式用于凸轮18D,加工螺旋齿轮)②滚切螺旋圆柱齿轮分度C/D×E/F计算公式:⒈C/D×E/F=24K/{Z×[1-S×sinβ/(π×Mn×Z)]}(滚刀与工件螺旋方向相同者)⒉C/D×E/F=24K/{Z×[1+S×sinβ/(π×Mn×Z)]}(滚刀与工件螺旋方向相反者)⒊对径节(英)制螺旋齿轮:C/D×E/F=24K/{Z×[1-S×DP×sinβ/(79.796452×Z)]}(滚刀与工件螺旋方向相同者)C/D×E/F=24K/{Z×[1+S×DP×sinβ/(79.796452×Z)]}(滚刀与工件螺旋方向相反者)检验:sinβ'=[±Z-+24K/(C/D×E/F)]×2.50029π×Mn/(L/M×N/O)上式五个公式中Z-24K/(C/D×E/F)为滚刀与工件螺旋方向相同24K/(C/D×E/F)-Z为滚刀与工件螺旋方向相反β-设计工件的螺旋角β'-为计算出的挂轮,加工后的螺旋角S-刀具纵向走刀量(mm/工件每转)DP-被加工工件英制径节举例:加工Z=40Mn=0.5右旋β=15°右旋滚刀S=0.2mm/工件每转计算如下:C/D/×E/F=24/{40×[1-0.2×sin15°/(π×0.5×40)]}=0.600494(注π及sinβ值取小数后6位)选:C/D/×E/F=0.60050=242/403=44/62×66/78验算实际S值:S=[Z-24K/(C/D×E/F)]π×Mn/sinβS=0.2006314带入求走刀挂轮:L/M×N/O=2.50029S=0.5016367L/M×N/O=2×0.2508179=2×34/61×45/100=68/61×36/80(9)MGL(备注)Z=8β=17°右旋B/C=1/2机床原差动:46/50×62/80机床原分齿:32/32实际计算17°07′,B/C=1/2为37/20×20/104得出的传动比值比机床原差动小一倍,比值扩大一倍可实现生产.自我分析计算出的差动比值倒过来可以像YG3612机床一样搭差动.计算时可以把B/C=1/1代入计算,以实现机床加工为原则.学习资料±仅供学习与参考学习资料。

大于100的质数齿轮滚切挂轮的计算!霍春花!曲晓海摘要介绍如何利用反求!的方法,计算滚切齿数大于100的质数齿轮挂轮的方法,从而减小了挂轮误差。
关键词:质数齿齿轮挂轮计算误差一、前言Y3180E、Y3150E、Y38等型号滚齿机分齿挂轮的换置公式为:U x=a6>ci=24KZ工(21"Z工K"142)或Ux =a6>ci=48KZ工(Z工K#143)式中Ux———分齿挂轮比a、6、c、i———分齿挂轮K———滚刀头数Z工———工件齿数当被加工齿轮的齿数Z工为质数时,由于质数不能分解因子,由此6和i两个分齿挂轮中必须有一个齿轮的齿数选用这个质数或它的整数倍,才能加工出这个质数齿轮。
由于滚齿机一般都备有100以下的质数交换齿轮,所以对于齿数为100以下的质数被加工齿轮,都可以选到合适的挂轮。
但对于100以上的质数齿轮,就选不到所需要的分齿挂轮了。
因此,在滚切齿数大于100的质数齿轮时,通常是采用人为地让滚刀在工件转一转时稍多转一些或少转一些的方法来满足范成运动关系,以便选取一套合适的分齿挂轮。
而滚刀多加或减少的转速则通过差动挂轮和合成机构的“补偿”运动“抵消”或“补回”给滚刀。
差动挂轮架上的惰轮用来改变“补偿”运动的方向。
这时,分齿挂轮的换置公式变为:U x=a6>ci=24KZ工+!(21"Z工K"142)或Ux =a6>ci=48KZ工+!(Z工K#143)“补偿”运动差动挂轮的换置公式为:U y=a262>c2i2=625!32i走K式中:!为滚刀人为增减的转速,为任意一个很小的数,可为正或负。
选取!值时主要考虑分齿挂轮a、6、c、i的齿轮是机床所具备的。
通常取!=1/5~1/ 50。
i走为轴向进给换置机构的传动比,当轴向进给量决定后,这个传动比就是一个定值。
二、挂轮计算的常规方法关于!的取值,传统的做法是在计算分齿挂轮时先令其为某值(!=1/5~1/50),代入分齿挂轮换置公式Ux和差动挂轮换置公式Uy,然后选取最接近Ux或U y值的一组挂轮。
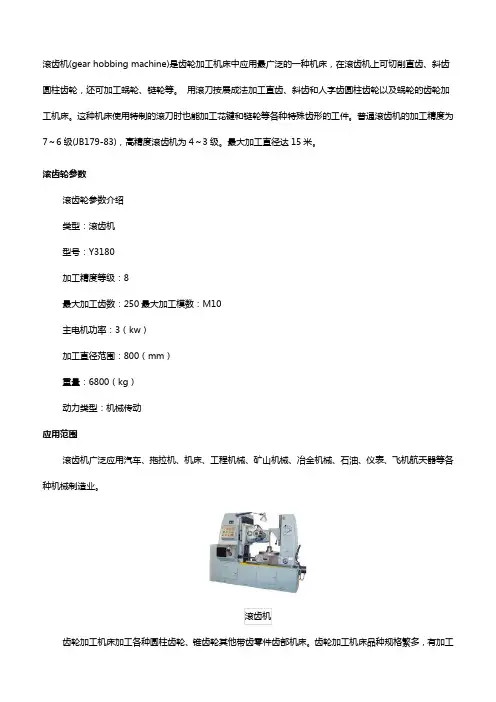
滚齿机(gear hobbing machine)是齿轮加工机床中应用最广泛的一种机床,在滚齿机上可切削直齿、斜齿圆柱齿轮,还可加工蜗轮、链轮等。
用滚刀按展成法加工直齿、斜齿和人字齿圆柱齿轮以及蜗轮的齿轮加工机床。
这种机床使用特制的滚刀时也能加工花键和链轮等各种特殊齿形的工件。
普通滚齿机的加工精度为7~6级(JB179-83),高精度滚齿机为4~3级。
最大加工直径达15米。
滚齿轮参数滚齿轮参数介绍类型:滚齿机型号:Y3180加工精度等级:8最大加工齿数:250最大加工模数:M10主电机功率:3(kw)加工直径范围:800(mm)重量:6800(kg)动力类型:机械传动应用范围滚齿机广泛应用汽车、拖拉机、机床、工程机械、矿山机械、冶金机械、石油、仪表、飞机航天器等各种机械制造业。
滚齿机齿轮加工机床加工各种圆柱齿轮、锥齿轮其他带齿零件齿部机床。
齿轮加工机床品种规格繁多,有加工几毫米直径齿轮小型机床,加工十几米直径齿轮大型机床,还有大量生产用高效机床加工精密齿轮高精度机床。
古代齿轮用手工修锉成形。
1540年,意大利托里亚诺制造钟表时,制成一台使用旋转锉刀切齿装置;1783年,法国勒内制成了使用铣刀齿轮加工机床,并有切削齿条内齿轮附件;1820年前后,英国怀特制造出第一台既能加工圆柱齿轮又能加工圆锥齿轮机床。
具有这一性能机床到19世纪后半叶又有发展。
1835年,英国惠特沃思获得蜗轮滚齿机专利;1858年,席勒取得圆柱齿轮滚齿机专利;以后经多次改进,至1897年德国普福特制成带差动机构滚齿机,才圆满解决了加工斜齿轮问题。
制成齿轮形插齿刀后,美国费洛斯于1897年制成了插齿机。
把常见的几种型号的滚齿机差动挂轮的计算分式归纳如下:Y38-1,i差=6.96301sinβ/Mnk(式中β为工件的螺旋角,Mn为工件的法向模数,k为滚刀头数。
)。
Y3150滚齿机:i差=8.3556346sinβ/Mnk。
Y38滚齿机:25/πsinβ/Mnk。
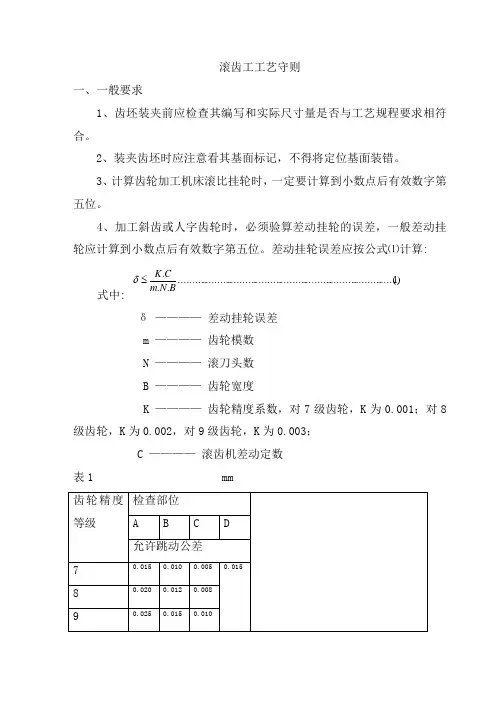
)1.....(...................................................................................BN m CK ≤δ滚齿工工艺守则一、一般要求1、齿坯装夹前应检查其编写和实际尺寸量是否与工艺规程要求相符合。
2、装夹齿坯时应注意看其基面标记,不得将定位基面装错。
3、计算齿轮加工机床滚比挂轮时,一定要计算到小数点后有效数字第五位。
4、加工斜齿或人字齿轮时,必须验算差动挂轮的误差,一般差动挂轮应计算到小数点后有效数字第五位。
差动挂轮误差应按公式⑴计算:式中:δ ———— 差动挂轮误差 m ———— 齿轮模数 N ———— 滚刀头数B ———— 齿轮宽度K ———— 齿轮精度系数,对7级齿轮,K 为0.001;对8级齿轮,K 为0.002,对9级齿轮,K 为0.003;C ———— 滚齿机差动定数表1 mm5、加工有偏重的齿轮时,应在相对应处安置适当的配重。
二、齿坯的装夹1、在滚齿机上安装滚齿夹具时,应按表1的要求调整。
2、在滚齿机上装夹齿坯时,应将有标记的基面向下,使其与支承面贴合,不得垫纸或铜皮等物。
压紧前用千分表检查齿坯外圆径向跳动和基准端面跳动,其跳动公差不得不于表2所规定数值。
压紧后需再次检查,以防压紧时产生变形。
表2 mm注:①当三个公差组的精度等级不同时,按最高的精度等级确定公差值。
②当以顶圆作基准时,表中的数值就指顶圆的径向跳动。
3、齿轮轴的装夹⑴在滚齿机上装夹齿轮轴时,应用千分表检查其两基准颈(或一个基准轴颈及顶圆)的径向跳动,其跳动公差应按公式⑵计算。
式中: t ————跳动公差,mm L ————两测量点间的距离,mm B ————齿轮轴的齿宽,mmK ————精度系数:对7级和8级精度齿轮轴,K 值取0.008~0.01,对9级精度齿轮轴,K 值取0.011~0.013。
)2.........(......................................................................K BLt⑵在滚齿机上装夹齿轮轴时,应用千分表在90°方向内检查齿顶圆母线与刀架垂直移动的平行度,在100mm长度内不得大于0.01mm。

3612滚齿机挂轮计算公式
滚齿机挂轮的计算公式可分为两个部分:挂轮模数的计算和挂轮齿数的计算。
下面将详细介绍这两个计算公式。
1.挂轮模数的计算公式:
挂轮模数(mT)可以根据滚齿机的模数(mH)和齿数比(i)来计算。
齿数比是滚齿机出齿轮的齿数(nT1)与进齿轮的齿数(nT2)之比。
挂轮的模数可以通过以下公式来计算:
mT=mH/i
2.挂轮齿数的计算公式:
挂轮的齿数可以通过以下公式来计算:
nT=(nH1/nH2)*nT2
其中,nH1和nH2分别为滚齿机出齿轮和进齿轮的齿数。
通过以上两个公式,我们可以计算出滚齿机挂轮的模数和齿数。
根据实际需求和设计要求,可以根据这些计算结果选择适当的挂轮。
需要注意的是,在实际应用中,还需要考虑一些其他因素,如滚齿机的工作原理、传动比、装配结构等。
因此,上述公式仅为一般计算公式,具体的计算还需根据具体情况进行调整和优化。
分齿定数滚齿机型号差动定数差动轴向值直齿斜齿YC3132(南京第二机床厂)8mm12126YZ3132(南京第二机床厂)8mm12126YBA3132(重庆机床厂)6mm1818 61/12YB3120(重庆机床厂)6mm1616 27/4YBA3120(重庆机床厂)4mm24243YBA3112(重庆机床厂)2mm2424 1.006944YB3112(上海第一机床厂)2mm1515 2.03718FQ-2520.6265Y3131540Y3150050Y361258Y3610030Y35015.91546Y33024W1Y3J255370 5.431162ZWF-30 6.366198OF-108.2505953279.81456Y3109.8145319KF213.47515URF5 6.0638ZWF15 6.73756RF1057.639443RF758.08572RF58.5943Y31512.1276Y31611.9637Y37-19.81456Y38-1(青岛机床厂)8mm 6.96301Y37 5.96831RF2 4.491882RF0 2.15615Y31125 4.7746371Y304 1.617Y350Z 3.81972Y310.95493Y35-1 5.57042YM32B 3.9788812.5 Y32020或4020或401515πY3180E242466πY36100(武汉重型机床厂)25mm151530Y36100(齐齐哈尔第一机床厂)24mm202025Y3663A(齐齐哈尔第一机床厂)16mm202025YMA3180(重庆机床厂)8mm24246YM3180H(重庆机床厂)10mm36369YM3150E(重庆机床厂)8mm36369YA3180(重庆机床厂)10mm24246Y3180(南京第二机床厂)10mm242499πYB3180H(重庆机床厂)10mm242499πY3180E(上海第一机床厂)10mm242499πY3180E(重庆机床厂)10mm242499πY3150E(重庆机床厂)8mm242499πYB3150E(重庆机床厂)8mm242499πY3150(上海第一机床厂)6mm24488.355615 105/4 Y32b2424 3.97888 25/2Y3824247.9577525苏联Y5322424 5.96831 75/4 YM3180H24或3624或3699πY3180H24或3624或3699πYB3120121299πY3150A242466πY3180B242466πY31125A(南京第二机床厂)16mmY31125E(重庆机床厂)16mm48481010πYM31125E(重庆机床厂)12mm48481010πYGA31125(重庆机床厂)8mm606015YM31200H(重庆机床厂)16mm24247Y31200H(重庆机床厂)20mm242410Y31200G(武汉重型机床厂)20mm202015YQ31315G(武汉重型机床厂)20mm202015YQ31315(武汉重型机床厂)24mm202015Y31315B(武汉重型机床厂)30mm404015Y31500A(武汉重型机床厂)30mm505015Y31800(武汉重型机床厂)30mm505015捷克F061212 5.96831 75/4苏联Y533015或30或6015或30或6015.2788848或24 Y3120024241010πY3131540402424πYG36121616 2.38732 15/2 RWF2卧30或1530或1512.1275838.1西德RFW16卧15153030π有差动滚齿机202095.49296300苏联有差动滚齿机1515285.8649812573/14苏联马拉特(MOPAT)161630.5577596Y35J2424 Y36082424无差动高效立式滚齿机2424无差动机构无差动机构无差动机构无差动机构无差动滚齿机2020YG3780走刀定数出处齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表通用比值挂轮表齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册1齿轮手册M6Φ500 10/3M4Φ200 3/4M8Φ800 32/9M8Φ750 32*π/125或1248*π/3125或2016*π/3125M10Φ800 32*π/125或1248*π/3125或2016*π/3125M10Φ800πM6Φ200 54*π/125M8Φ500无级M10Φ800齿轮手册π/4齿轮手册M16Φ1250π/4齿轮手册M16Φ1250齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册齿轮手册312/119M8Φ800M20Φ1500M20Φ2000M30Φ3150 16/15M1.5Φ125M16Φ1000M30Φ1600 3/2381/1808/540.397M1Φ80。