梯形螺纹的车削与测量PPT演示文稿
- 格式:ppt
- 大小:403.50 KB
- 文档页数:15


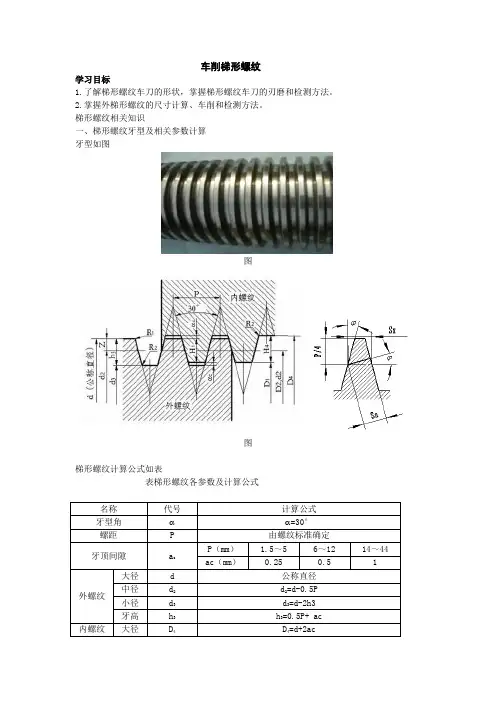
车削梯形螺纹学习目标1.了解梯形螺纹车刀的形状,掌握梯形螺纹车刀的刃磨和检测方法。
2.掌握外梯形螺纹的尺寸计算、车削和检测方法。
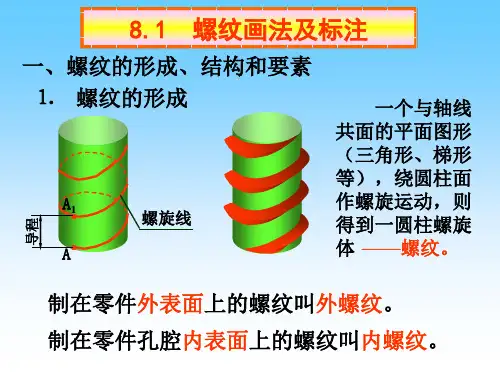
梯形螺纹相关知识一、梯形螺纹牙型及相关参数计算牙型如图图图梯形螺纹计算公式如表表梯形螺纹各参数及计算公式名称代号计算公式牙型角αα=30°螺距P 由螺纹标准确定牙顶间隙a cP(mm) 1.5~5 6~12 14~44 ac(mm)0.25 0.5 1外螺纹大径 d 公称直径中径d2d2=d-0.5P 小径d3d3=d-2h3 牙高h3h3=0.5P+ ac内螺纹大径D4D4=d+2ac中径D2D2= d2小径D1D1=d-P牙高H4H4= h3牙顶宽f,f= f’=0.366P牙槽底宽W,W’W=W’=0.336P-0.536a c轴向齿厚Sx Sx=0.5P法向尺厚Sn Sn==0.5Pcos二、梯形螺纹基本标注1.外螺纹2.内螺纹三、螺纹车刀梯形螺纹车刀分为硬质合金和高速钢两种。
常用的是高速钢材料的车刀。
1.高速钢梯形外螺纹车刀(1)粗车刀刀尖宽度要小于齿根槽宽,径向前角为10°~15°,两侧后角进刀方向为(3°~5°)+φ,背进刀方向为(3°~5°)-φ。
如图图高速钢梯形外螺纹粗车刀(2)精车刀精车径向前角为0°,两侧后角进刀方向为(5°~8°)+φ,背进刀方向为(5°~8°)-φ进刀,可适当磨出卷些槽,增大前角。
如图图高速钢梯形外螺纹精车刀2.硬质合金梯形螺纹车刀适合于车削一般精度的梯形螺纹,效率提高。
几何角度如图图硬质合金梯形外螺纹车刀3.梯形内螺纹车刀几何角度如图图梯形内螺纹车刀四、梯形螺纹车刀的刃磨方法和检测(1)刃磨步骤:①粗磨两侧后面,刃磨出两侧后角、刀尖角。
②精磨两侧后面,控制好刀头宽度,使其小于牙槽底宽0.5mm左右。
③粗磨前刀面,刃磨出径向前角。
梯形螺纹车削方法嘿,朋友们!今天咱来聊聊梯形螺纹车削方法。
这可是个技术活啊,但别怕,听我慢慢道来。
你想想看,车削梯形螺纹就好比雕琢一件艺术品。
咱得小心翼翼,又得有技巧。
首先呢,得准备好合适的刀具,这就像战士上战场得有把趁手的兵器一样。
刀具选不好,那可就麻烦啦,就好比拿着钝刀砍柴,费劲不说,还不一定能砍得好。
然后呢,就是调整机床啦。
机床就像是咱的舞台,得布置得妥妥当当才能开始精彩表演呀。
把转速、进给啥的都调好,可不能马虎。
接下来就是真正开始车削啦。
这时候要稳住心神,就跟走钢丝一样,不能有丝毫大意。
一点一点地进刀,看着铁屑慢慢卷起来,心里那个成就感呐!要是不小心进刀太快或者太慢,那可就出岔子咯,就像走路一脚深一脚浅,容易摔跤。
在车削的过程中,要时刻注意观察。
这就好比开车得时刻盯着路况,稍有不慎就可能出问题。
观察螺纹的形状、尺寸,一旦发现不对劲,赶紧调整。
还有啊,冷却也很重要。
车削的时候会产生热量,就像人跑步会出汗一样。
不及时冷却,刀具和工件都可能受损。
咱再打个比方,车削梯形螺纹就像建房子,每一步都要稳稳当当,一砖一瓦都不能马虎。
从基础开始,一点点往上建,最后才能建成坚固漂亮的房子。
车削过程中也可能遇到各种问题,比如刀具磨损啦、尺寸不对啦。
这时候可不能慌,要冷静分析,找出问题所在,然后想办法解决。
这就跟咱生活中遇到困难一样,不能退缩,得勇敢面对。
总之啊,梯形螺纹车削可不是一件容易的事儿,但只要咱有耐心、有技巧,就一定能做好。
这可是咱机械人的看家本领之一呀!所以,大家都加油吧,让咱们在梯形螺纹车削的道路上越走越远,越走越稳!。