常用钢材焊材选用表
- 格式:doc
- 大小:196.00 KB
- 文档页数:12


焊接材料选用标准2006-0424(代替1999-0424)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝1 10E43E4303(J422)H08MnAHJ431H10Mn2HJ431H08Mn2Si(A)MG49-1ER70S-6ER70S-GTWE-711(E71T-1)C02Ar+C02H08Mn2Si(A)TGS-50Q215BQ235A·F2Q235A(B,C)E50 E5015(J507)E4303(J422) (1)*H08MnAH10Mn2(2)* H08Mn2Si(A)20(g,G,R) SA210A1 SA285C3 SB410E5015(J507) St45.8254 SA106B H10Mn2 HJ3505 16Mn(g,,R)Q345A(B,C)E5015(J507)E5515-G(J557(4)*H10Mn2H08MnMo(A)(5)*HJ431SJ101(3)*H10MnMo(A)H10Mn2Mo(A)(5)*HJ431 H08Mn2Si(A)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝6 SA106CE50E5015(J507)E6015-D1(J607 )(6 )*H08MnMo(A)H08Mn2Mo(A)(6)*HJ350SJ101(3)*H10MnMo(A)H10Mn2Mo(A)(5)*HJ431H08Mn2SiMo(A) C02Ar+C02H08MnMo(A)H08Mn2SiMo(A) SA210CSA105SA516Gr70P355GH(19Mn6)7 SA299 E50-A1(11)*E50E7018-A1(11)*E5015(J507)E6015-D1(J607)(6)*E7015-D2(J707)(19)*H08MnMo(A)(S3Mo)H08Mn2Mo(A)(S4Mo)(6)*15Mn2Ni1MoE(18)*SJ101(3)*HJ350 H10Mn2Mo(A)8 SA209T1 E50-A1 E7018-A1E5015-G(J507Mo)MGS-M C02Ar+C02TGS-M 15Mo3序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝915MnV(g,R)E55 E5515-G(J557)E6015-D1(J607)(6)*H08MnMo(A)H08Mn2Mo(A)(6)*HJ350 H10Mn2Mo(A) HJ431H08Mn2SiMo(A)CO2Ar+CO2H08MnMo(A)H08Mn2SiMo(A)15MnVN(R)25Mn10 20MnMo E5515-D3(J557Mo)1113MnNiMoNb(R)E60 E6015-D1(J607)E6015-G(J607Ni)E7015-D2(J707)(7)*(19)*H08Mn2Mo(A)H08Mn2NiMo(A)(7)*15Mn2Ni1MoE(18)*HJ350SJ101H10Mn2NiMo(A)(S3NiMo1)H10Mn2Mo(A)(7)*15Mn2Ni1Mo(20)*HJ431H08Mn2SiMo(A)H08Mn2Mo(A)H08Mn2SiMo(A)DIWA353 (BHW35)12WB36(15NiCuMoNb5)E6015-D1(J607)FOX EV65H10Mn2Mo(A)3NiMo1-UPHJ350BB24H10Mn2Mo(A)H08Mn2Mo(A)(21)*DMO-IG(21)*13 14MnMoVgE70E7015-D2(J707)E7015-G(J707Ni)(8)*(9) *H08Mn2NiMo(A)H10Mn2NiMo(A)(8)*15Mn2Ni1MoE(18)*HJ350H10Mn2NiMo(A)15Mn2Ni1MoE(20)*HJ431 H08Mn2NiSiMo(A) CO2Ar+CO2H08Mn2NiSiMo(A)H08Mn2NiMo(A) 15MnMoV20MnMoNb15MnMoVN(调质状态)HJ250+HJ350(2:1)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝14 12CrMo E55-B1 E5515-B1(R207)H10CrMo(A)HJ350SJ101 PF-200 (D) ETC FX 76B H13CrMo(A) HJ431SJ101H08CrMnSiMo(A)MGS-1CMCO2Ar+CO2H08CrMo(A)H08CrMnSiMo(A)15 15CrMo(R,G)E55-B2E5515-B2(R307)CMA96CMA96MBETCPH KV5HRH13CrMo(A)EB2US-511N(D)ETCAS2CrMo1H08CrMo(A)H08CrMnSiMo(A)TGS-1CMER70S-B2L(10)*13CrMo44SA335P12SA387Gr12CL1SA387Gr12CL2SA387Gr11CL1SA387Gr11CL216 SA213T12 E5515-B2(R307)MGS-1CM H08CrMnSiMo(A)TGS-1CM17 12Cr1MoV(G) E55-B2-V E5515-B2-V(R317) H08CrMoV(A) HJ350 H12CrMnSiMoV(A)HJ431H08CrMnSiMoV(A)H08CrMoV(A)H08CrMnSiMoV(A) 13CrMoV4218 21/4Cr-1MoE60-B3E6015-B3(R407)CMA-106NH08Cr3MoMnAEB3US-521SHJ350+HJ250(1:1)PF200(D)H10Cr3MoMnAH08Cr3MoMnAMGS-2CMH08Cr3MoMnATGS-2CMER80S-B3L(10)*SA335P22SA387Gr22CL110CrMo910SA213T22 MGS-2CM TGS-2CM序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝19 SA213T23 E60-B3-WV CM-2CW MGS-2CW TGS-2CW20 12Cr2MoWVTiB(钢102) E55-B3-VWB E5515-B3-VWB(R347) H08Cr2MoWVTiBAr+CO2H08Cr2MoWVTiB21 SA213T91E60-B9CM-9CbCM-96B9Chromet9MV-NMGS-9CbTGS-9CbTGS-90B9H06Cr9Mo1V SA335P91 US-9Cb PF-200S22 1Cr5MoE1-5MoVE5MoV-15(R507)E309Mo-16(A312) (12)*H1Cr5Mo HJ250 H1Cr5Mo 1Cr6SiMo23 0Cr13E410 E410-15(G207)(13)*H0Cr14HJ260H0Cr1424 1Cr13 E410-15(G217) 2Cr1325 1Cr17 E430 E430-16(G302) H0Cr18Mo2 H0Cr18Mo21Cr17Ti260Cr18Ni9E308 E308-16(A102)H0Cr21Ni10ER308(H)(17)*H0Cr21Ni10SiER308SiCO2Ar+CO2H0Cr21Ni10ER308(H)0Cr19Ni91Cr18Ni9SA213TP304(H) SA240TP304(H)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝27 0Cr19Ni9TiE347 E347-16(A132)H0Cr20Ni10NbER347(H)(17)* HJ260H0Cr20Ni10NbSiER347SiCO2Ar+CO2H0Cr20Ni10NbER347(H)1Cr18Ni9Ti1Cr18Ni11TiSA213TP347(H)SA240TP347(H)SA213TP321(H)SA240TP321(H)28 00Cr19Ni10E308LE308L-16(A002)H00Cr21Ni10ER308LH00Cr21Ni10ER308L SA213TP304LSA240TP304L29 0Cr17Ni11Mo2E316 E316-16(A202) H0Cr19Ni12Mo2ER316H0Cr19Ni12Mo2ER316SA213TP316 SA240TP316序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝30 00Cr17Ni11Mo2E316L E316L-16(A022)H00Cr19Ni12Mo2ER316LHJ260H00Cr19Ni12Mo2ER316LSA213TP316LSA240TP316L31 0Cr19Ni13Mo3E317 E317-16(A242)H0Cr20Ni14Mo3ER317H0Cr20Ni14Mo3ER317SA213TP317SA240TP31732 00Cr19Ni13Mo3 E317L E317L-16 H00Cr20Ni14Mo3ER317LH00Cr20Ni14Mo3ER317LSA213TP317LSA240TP317L33 0Cr18Ni12Mo2Ti E318 E318-16(A212)ER318 ER31834 00Cr17Ni14Mo2 E309-MoL E309MoL-16(A042) H00Cr20Ni14Mo3ER309MoLH00Cr20Ni14Mo3ER309MoL35 1Cr20Ni14Si2 E309Mo E309Mo-16(A312) H1Cr24Ni13Mo2 ER309Mo36 0Cr25Ni20E310Mo E310Mo-16(A412) H0Cr26Ni21 ER310SA213TP310S SA240TP310S序号钢选用焊材型号焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊材牌号标注方法焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝37阀门密封面堆焊工作温度EDCrNi- A EDCrNi-A-15(D547) 570℃以下38600℃以下EDCrNi-B EDCrNi-B-15(D547Mo)39 650℃以下EDCoCr-AEDCoCr-BEDCoCr-C(14)*EDCoCr-A-03(D802)EDCOCr-B-03( D812)EDCoCr-C-03(D822)(14)*40 TA1TA HTA141 TA2 HTA2 HTA 1 (15)*42 TA3 HTA3 HTA2 (15)*序号钢材牌号选用焊材型号 标注 方法焊条电弧焊 埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊 条焊 丝焊剂 焊 丝 焊剂 焊 丝保护 气体 焊 丝 4316Mn( R), P355GH (19Mn6)SA299+Q235A 20(g,G,R) E50 E5015 (J507)H08MnAHJ431H08Mn2Si(A)HJ431H08Mn2Si(A) TWE-711(E71T-1)CO 2 Ar+CO 2H08Mn2Si(A) 44 15MnV(g,R) 20MnMo +20(g,G,R) St45.8 45 15MnV(g,R) 20MnMo +16Mn(R) H10Mn2H10MnMo(A)46 20MnMo +SA106B47 20MnMo +P355GH (19Mn6)H08MnMo(A)HJ350 SJ101 (22)*4820MnMo SA106C SA210C SA105+SA299E50 E50-A1 (11)* E5015 (J507) E7018-A1 (11)*序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝49 14MnMoVg13MnNiMoNb(R )DIWA353(BHW35)20MnMoNb+ Q235A20(g,G,R)E50 E5015(J507)H08MnAHJ350SJ101(22)*H08Mn2Si(A)HJ431H08Mn2Si(A)TWE-711(E71T-1)CO2Ar+CO2H08Mn2Si(A)50 14MnMoVg13MnNiMoNb(R )DIWA353(BHW35)20MnMoNb+16Mn(R)H10Mn2 H10MnMo(A)51 15CrMo(R,G)13CrMo44SA387Gr12CL2+20(g,G,R)H08MnAH08Mn2Si(A)MGS-50TWE-711(E71T-1)52 Cr5Mo15CrMo(R,G)SA387Gr12CL 2+16Mn(R )H10Mn2 H10MnMo(A) HJ431H08Mn2Si(A)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝53 P355GH(19Mn6)+WB36(15NiCuMoNb5) E50E5015(J507)H08MnMo(A)HJ350SJ101(22)*H08Mn2SiMo(A)CO2Ar+ CO2H08MnMo(A)H08Mn2SiMo(A)54 14MnMoVg14MnMoVNig13MnNiMoNb(R)DIWA353(BHW35)+20MnMoE55E5515-G(J557)H08MnMo(A)H08Mn2SiMo(A)H08MnMo(A)H08Mn2SiMo(A)55 14MnMoVg+15MnV(g,R) H10Mn2Mo(A) HJ431 H08Mn2SiMo(A) H08MnMo(A)H08Mn2SiMo(A)56 DIWA353(BHW35)+WB36(15NiCuMoNb5) E60 E6015-D1(J607)H08Mn2Mo(A) H08Mn2SiMo(A)H08Mn2Mo(A)H08Mn2SiMo(A)57 14MnMoVg+15CrMo(R,G)13CrMo44SA387Gr12CL2E55-B2 E5515-B2(R307) H13CrMo(A) H13CrMo(A) HJ431H08CrMnSiMo(A)H13CrMo(A)H08CrMnSiMo(A)序号钢材牌号选用焊材型号标注方法焊条电弧焊埋弧自动焊电渣焊熔化极气体保护焊钨极氩弧焊焊条焊丝焊剂焊丝焊剂焊丝保护气体焊丝58 12Cr1MoV(G)+15CrMo(R,G)13CrMo44SA335P12E55-B2 E5515-B2(R307)EB2HJ350SJ101(22)*H08CrMnSiMo(A)MGS-1CMCO2Ar+ CO2H08CrMnSiMo(A)H08CrMo(A)TGS-1CM59 12Cr1MoV(G)+12Cr2MoWVTiB(钢102) E55-B2-VE5515-B2-V(R317)H08CrMnSiMoV(A)H08CrMnSiMoV(A)H08CrMoV(A)60 12Cr1MoV(G)+21/4Cr1MoSA335P22SA213T22H08CrMoV(A) HJ35061 12Cr1MoV(G) +SA213T2362奥氏体 +不锈钢碳钢ENi(16)*E309MoE310(Mo)ENiCrFe-2ENiCrFe-3WELDC182Sanicro71(16)*E309Mo-16E310(Mo)ERNiCr-3WELTIG82Sanicro72HP(16)*H1Cr24Ni13H0Cr26Ni21ER309MoER31063 低合金钢64 耐热钢65 铁素体及马氏体不锈钢锈焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。

焊接材料选用标准2006-0424(代替1999-0424)焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
(10)ER70S-B2L、ER80S-B3L焊丝分别用于序号15项和序号18项(SA213T22除外)钢号工件的手工氩弧焊打底。
(11)E7018-A1(AWS)焊条用于300MW、600 MW锅炉气包筒体纵、环缝手弧焊封底及气包筒体与下降管的焊接。
(12)当工件不能进行预热时可选用E309Mo-16(A312)焊条。
(13)对0Cr13钢产品若要求高耐蚀性时,可选用E309Mo-16(A312)焊条。


埋弧焊是一种常用的电弧焊接方法,适用于各种金属材料的焊接,特别适用于厚板焊接和高效生产。
在选择焊材时,需要考虑焊接材料的性能和焊接参数的
接材料的力学性能、耐腐蚀性、导电导热性等特点。
同时,还需参考焊接材料的规范标准和制造商提供的技术数据,确保所选焊材与焊接工艺的匹配性和操作性。
另外,为保证焊接质量,还需注意配套使用好质量的焊接辅助材料,如焊接药皮、焊接通条等。
值得注意的是,以上选用表仅供参考,实际选用焊材时还需根据具体情况进行综合评估和决策。
在进行焊接操作前,建议咨询专业焊接人员或相关技术人员,以确保选用合适的焊材,从而获得高质量的焊接结果。
伯乐蒂森:phoenix,union,thermanit牌号前缀GB3623-83《钛及钛合金丝》
注: *表示氩弧焊丝。
焊接工艺评定材料类组别表
注: 1. 钛及钛合金的分类按JB 4745,铝及铝合金的分类按JB 4734,为了与JB 4708的钢材类别相区别,分别在分类号前面冠以T和A。
铜及铜合金在分类号前面冠以C。
2. 镍及镍合金和锆及锆合金的分类参照ASME Ⅸ进行。
3. 类别号中括号内数字为ASME的P No。
4. 铝及铝合金牌号中括号内代号为旧标准牌号。
常用钢号参考预热温度
注:.预热范围为焊缝两侧各不小于焊件厚度的倍,且不小于;
2.需要预热的焊件在整个焊接过程中应不低于预热温度。
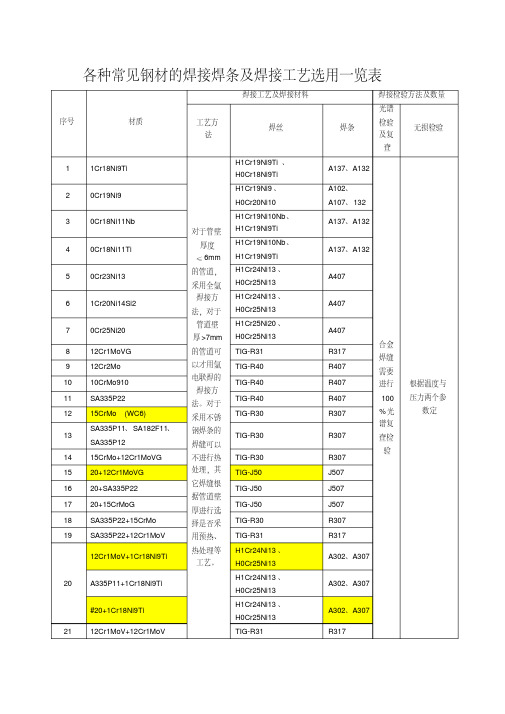
常用压力容器用材料焊接方法选材选用推荐表(同组别)序号钢材号钢材类组别号焊条电弧焊(SMAW)埋弧焊(SAW)氩弧焊(GTAW)气体保护焊(GMAW)预热条件/最低预热温度备注110(管)20(管)Fe-1-1J427SJ101-H08A宜选用统一厂商配套焊丝焊剂ER50-6ER50-6接头厚度>90mm/80℃接头厚度≤90mm/15℃2Q235BQ245R20(锻)Fe-1-1J427SJ101-H08A宜选用统一厂商配套焊丝焊剂ER50-6ER50-6接头厚度>90mm/80℃接头厚度≤90mm/15℃309MnNiD(R)Fe-1-2E5015-N5(牌号:W707)SJ208DR-H09MnNiDR宜选用统一厂商配套焊丝焊剂ER55-Ni2(HS09MnNi2DR)ER55-Ni2(HS09MnNi2DR)接头厚度>25mm/50℃接头厚度≤25mm/15℃416Mn Q345R Fe-1-2E5015(牌号:J507)SJ101-H10Mn2宜选用统一厂商配套焊丝焊剂ER50-6ER50-6接头厚度>25mm/80℃接头厚度≤25mm/15℃516MnD(R)Fe-1-2E5015-N1(牌号:J507RH)SJ101-H10Mn2宜选用统一厂商配套焊丝焊剂ER55-Ni1ER55-Ni1接头厚度>25mm/80℃接头厚度≤25mm/15℃620MnMo Fe-3-1E5515-N1(牌号:J557RH)SJ101-H08MnMoA宜选用统一厂商配套焊丝焊剂ER55-Ni1ER55-Ni1接头厚度>16mm/100℃接头厚度≤16mm/80℃715CrMo(R)Fe-4-1E5515-1CM(牌号:R307)SJ101-H08CrMoA宜选用统一厂商配套焊丝焊剂ER55-B2ER55-B2所有厚度/120℃812Cr1MoVR12Cr1MoGFe-4-2E5515-1CMV(牌号:R317)SJ101-H08CrMoVA宜选用统一厂商配套焊丝焊剂ER55-B2-MnV ER55-B2-MnV所有厚度/150℃9S30408(06Cr19Ni10)Fe-8-1E308-16(牌号:A102)SJ601-H08Cr21Ni10宜选用统一厂商配套焊丝焊剂S308(H06Cr21Ni10)/所有厚度/不要求旧牌号:H08Cr21Ni10Si10S30403(022Cr19Ni10)Fe-8-1E308L-16(牌号:A002)SJ601-H03Cr21Ni10宜选用统一厂商配套焊丝焊剂S308L(H022Cr21Ni10)/所有厚度/不要求旧牌号:H03Cr21Ni10Si11S32168(06Cr18Ni11Ti)Fe-8-1E347-16(牌号:A132)SJ641-H08Cr20Ni10Nb宜选用统一厂商配套焊丝焊剂S321(H06Cr19Ni10Ti)/所有厚度/不要求旧牌号:H08Cr19Ni10Ti12S31608(06Cr17Ni12Mo2)Fe-8-1E316-16(牌号:A202)SJ601-H06Cr19Ni12Mo2宜选用统一厂商配套焊丝焊剂S316(H06Cr19Ni12Mo2)/所有厚度/不要求旧牌号:H08Cr19Ni12Mo2Si13S31603(022Cr17Ni12Mo2)Fe-8-1E316L-16(牌号:A022)SJ601-H03Cr19Ni12Mo2宜选用统一厂商配套焊丝焊剂S316L(H022Cr19Ni12Mo2)/所有厚度/不要求旧牌号:H03Cr19Ni12Mo2Si14S39042(015Cr21Ni26Mo5Cu2)Fe-8-1E385-16(牌号:A052)焊丝:H02Cr20Ni25Mo4Cu宜选用统一厂商配套焊丝焊剂S385(H019Cr20Ni25Mo4Cu)/所有厚度/不要求旧牌号:H02Cr20Ni25Mo4Cu15S22053(022Cr23Ni5Mo3N)Fe-10H E2209-16焊丝:H03Cr22Ni8Mo3N宜选用统一厂商配套焊丝焊剂S2209(H022Cr22Ni9Mo3N)/所有厚度/不要求旧牌号:H03Cr22Ni8Mo3N16TA2Ti-1//ERTA2EL1/一般不进行预热,多层焊时,层间温度一般不超过120℃17NS3304(N10276)Ni-3GB/T13814:ENi6276AWS A5.11:ENiCrMo-4/GB/T15620:SNi6276AWS A5.14:ERNiCrMo-4/焊前一般不要求预热,可在焊接区周围300 mm范围内加热到16℃左右,以去除湿气。
伯乐蒂森:phoenix,union,thermanit牌号前缀GB3623-83《钛及钛合金丝》
注: *表示氩弧焊丝。
焊接工艺评定材料类组别表
注: 1. 钛及钛合金的分类按JB 4745,铝及铝合金的分类按JB 4734,为了与JB 4708的钢材类别相区别,分别在分类号前面冠以T和A。
铜及铜合金在分类号前面冠以C。
2. 镍及镍合金和锆及锆合金的分类参照ASME Ⅸ进行。
3. 类别号中括号内数字为ASME的P No。
4. 铝及铝合金牌号中括号内代号为旧标准牌号。
常用钢号参考预热温度
注:.预热范围为焊缝两侧各不小于焊件厚度的倍,且不小于;
2.需要预热的焊件在整个焊接过程中应不低于预热温度。