焊材选用对照表
- 格式:doc
- 大小:48.00 KB
- 文档页数:1
常用母材与焊材选用表珠光体耐热钢焊接时,如何正确地选用焊接材料?总的原则是根据化学成分的要求,即熔敷金属的化学成分应与母材相当来选用焊接材料。
具体选用,见表12。
中碳钢焊接时,如何正确地选用焊条?中碳钢的焊接目前大都采用手弧焊。
为提高焊接接头的抗裂性,应选用低氢型焊条。
个别情况下,也可采用钛钙型和钛铁矿型酸性焊条,但此时应采取严格的工艺措施,如焊前预热、减少熔合比(降低焊缝含碳量)等。
中碳钢手弧焊时焊条的选用,见表6。
特殊情况下,中碳钢焊接时可采用铬镍不锈钢焊条,如E0-19-10-16(A102)、E0-19-10-5(A107)、E1-23-13-16(A302)、E1-23-13-15(A307)、E2-26-21-16(A402)、E2-26-21-15(A407)等,因奥氏体焊缝金属的塑性良好,可以减小焊接接头应力,即使焊件焊前不预热,也可避免热影响区产生冷裂纹。
焊条的保管焊条保管的好坏对焊接质量有直接影响,尤其在野外工作时要特别注意。
每个焊工,保管员和技术人员都应该知道焊条存储、保管规则。
焊条和其它涂料在很多情况下会遭到破坏:1)运输、搬运、使用时受到损伤;2)被水浸泡或吸潮;3)受油或其它腐蚀介质污染。
1)损伤:虽然焊条在一般情况下具有抗外界破坏能力,但不能忽视由于保管不好很容易遭受损坏。
焊条是一种陶质产品,他不能象钢芯那样耐冲击,所以装货和卸货时不能摔他。
用纸盒包装的焊条不能用不能用挂钩搬运。
某些型号焊条如特殊烘干要求的碱性焊条涂料比正常焊条更要小心轻放。
2)吸潮:在焊条涂料中含有太高的水分时很危险的,由于很多工人不了解焊条是湿的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示出气孔来。
当焊条出厂时,所有的焊条有某一含水量,它根据焊条的型号而变,这个含水量是正常的,即对形成气孔有一个含水量的安全系数,对焊缝质量没有影响。
所有得焊条在空气中都能吸收水分,在相对湿度为90%时,焊条涂料吸收水分很快,普通碱性焊条露在外面一天受潮旧很严重,甚至相对湿度为70%时涂料水分增加也较快,只在相对湿度为40%或更低时,焊条长期储存才不首影响。
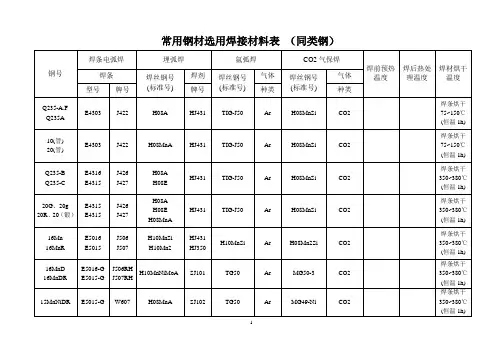
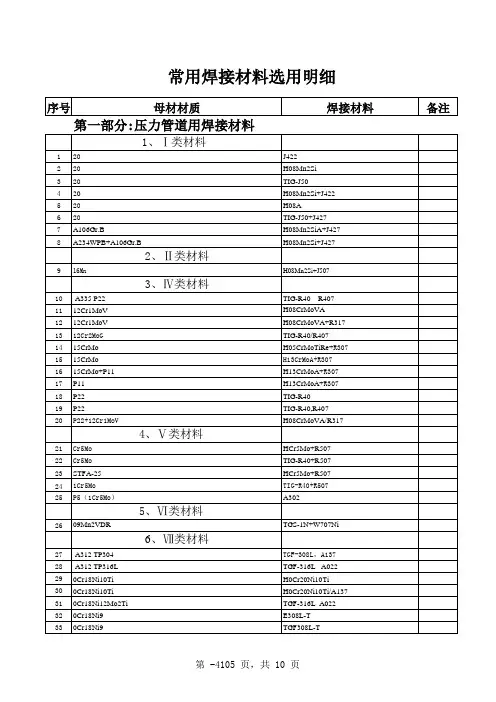
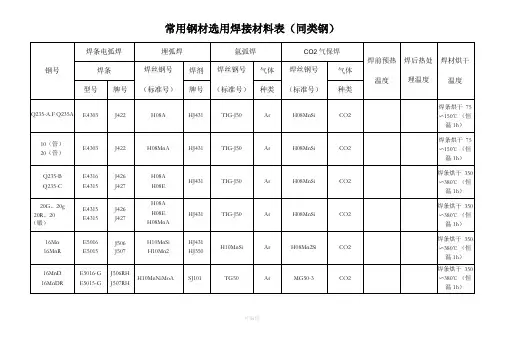
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。

实用标准文档大全一、一般情况下的焊材选用文档大全文档大全文档大全注:(1)焊接二、三类容器承压焊缝时,必须选用结427焊条。
(2)对于16MnR、15MnVR钢,在下列情况之一者,必须选用J507焊条:a)产品工作压力:Pg≥16Kg/cm2的容器承压焊缝;b)产品工作温度:T≤-20℃的容器承压焊缝;c)盛装液化石油气等易燃介质容器的承压焊缝;d)筒体板厚δ≥20mm,且整个焊缝厚度全部由手工焊完成的承压焊缝,包括接管外补强圈的外角缝。
(对于板厚δ≥20mm的筒体文档大全环缝自动焊手工焊打底焊缝除外);e)焊接操作环境温度低于0℃时,除上述情况外,均可选用J502焊条施焊(包括δ≥20mm的自动焊手工打底焊缝)。
(3)对于16MnR、15MnVR钢的自动焊丝选用如下:当需要预热焊接时(即16MnR δ>30mm,15MnVR δ>28mm)均需选用高档的焊材。
16MnR应选用H10MnSi;15MnVR应选用H108MnMoA,否则选用低档焊丝。
(4)18MnMoNbR自动焊时,本选用250焊剂,但鉴于目前国内不生产该种焊剂,故采用250G焊剂代用。
(5)与之相对应的美国牌号为:ASTM A387-72a标准中:A387BASTM A387-74a标准中:A387Gr12(6)与之相对应的美国牌号为:ASTM A387-72a标准中:A387DASTM A387-74a标准中:A387Gr22(7) a) 按化学成分对照,SUS403相当于我国钢号1Cr13;SUS405相当于我国钢号0Cr13,但鉴于我厂订货要求SUS403板含碳量均≤0.08%,故相当于0Cr13。
b) 表中所列的奥302焊条只限于复合板的复层材质为SUS403、SUS405或板厚δ≤6mm的单层钢板焊接时所用。
其它情况下应另行考虑焊材。
文档大全二、复合钢板焊接情况下的焊材选用文档大全三、异种钢板焊接情况下的焊材选用文档大全文档大全四、当封头或筒体需要经过正火处理或相当于正火温度下加热(热冲压成型)时,若封头拼板缝或筒体纵缝是用埋弧自动焊接时为保证焊缝强度不低于母材,其自动焊丝不能按表1选取,而应按表4选用。
伯乐蒂森:phoenix,union,thermanit牌号前缀GB3623-83《钛及钛合金丝》
注: *表示氩弧焊丝。
焊接工艺评定材料类组别表
注: 1. 钛及钛合金的分类按JB 4745,铝及铝合金的分类按JB 4734,为了与JB 4708的钢材类别相区别,分别在分类号前面冠以T和A。
铜及铜合金在分类号前面冠以C。
2. 镍及镍合金和锆及锆合金的分类参照ASME Ⅸ进行。
3. 类别号中括号内数字为ASME的P No。
4. 铝及铝合金牌号中括号内代号为旧标准牌号。
常用钢号参考预热温度
注:.预热范围为焊缝两侧各不小于焊件厚度的倍,且不小于;
2.需要预热的焊件在整个焊接过程中应不低于预热温度。
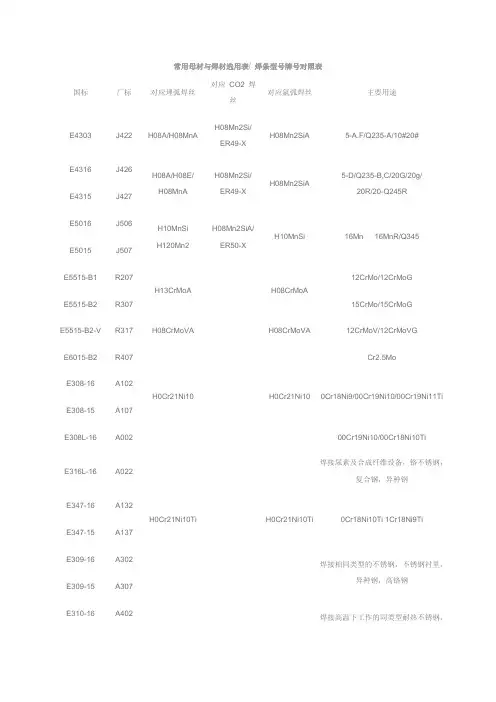
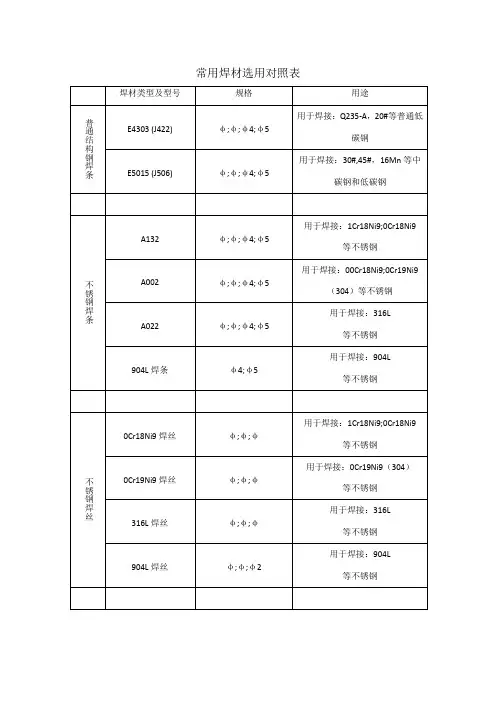
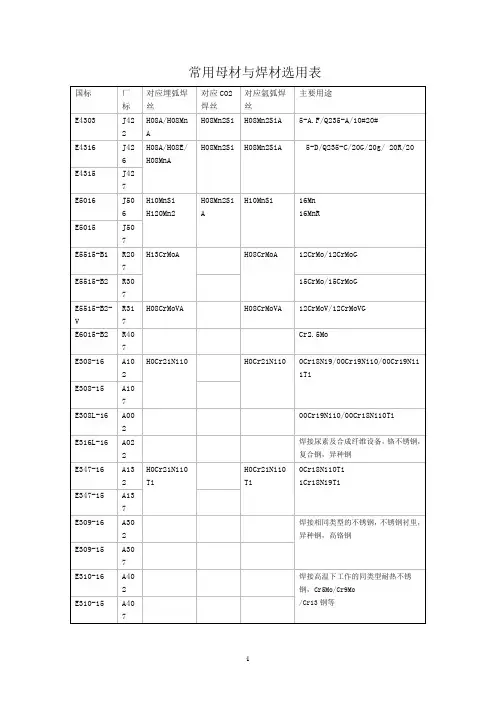
常用母材与焊材选用表/ 焊条型号牌号对照表国标厂标对应埋弧焊丝对应CO2 焊丝对应氩弧焊丝主要用途E4303 J422 H08A/H08MnAH08Mn2Si/ER49-XH08Mn2SiA 5-A.F/Q235-A/10#20#E4316 J426H08A/H08E/H08MnA H08Mn2Si/ER49-XH08Mn2SiA5-D/Q235-B,C/20G/20g/20R/20-Q245RE4315 J427E5016 J506H10MnSiH120Mn2 H08Mn2SiA/ER50-XH10MnSi 16Mn 16MnR/Q345E5015 J507E5515-B1 R207H13CrMoA H08CrMoA12CrMo/12CrMoGE5515-B2 R307 15CrMo/15CrMoGE5515-B2-V R317 H08CrMoVA H08CrMoVA 12CrMoV/12CrMoVGE6015-B2 R407 Cr2.5MoE308-16 A102H0Cr21Ni10 H0Cr21Ni10 0Cr18Ni9/00Cr19Ni10/00Cr19Ni11Ti E308-15 A107E308L-16 A002 00Cr19Ni10/00Cr18Ni10TiE316L-16 A022 焊接尿素及合成纤维设备,铬不锈钢,复合钢,异种钢E347-16 A132H0Cr21Ni10Ti H0Cr21Ni10Ti 0Cr18Ni10Ti 1Cr18Ni9TiE347-15 A137E309-16 A302焊接相同类型的不锈钢,不锈钢衬里,异种钢,高铬钢E309-15 A307E310-16 A402焊接高温下工作的同类型耐热不锈钢,E310-15 A407 Cr5Mo/Cr9Mo/Cr13 钢等A082 Cr19Ni14Si4 用于00Cr17Ni15Si4Nb、00Cr14Ni114Si4等耐浓硝酸腐蚀的不锈钢焊接和补焊E309L-16 A062 Cr23Ni13 焊接相同类型的超低碳不锈钢,用于不锈钢、复合钢和异种钢等,如合成纤维、石油化工等设备,也用于核反应堆压力容器内壁过渡层堆焊和塔内构件。

常用焊接材料选用表一、一般情况下的焊材选用注:(1)焊接二、三类容器承压焊缝时,必须选用结427焊条。
(2)对于16MnR、15MnVR钢,在下列情况之一者,必须选用J507焊条:a)产品工作压力:Pg≥16Kg/cm2的容器承压焊缝;b)产品工作温度:T≤-20℃的容器承压焊缝;c)盛装液化石油气等易燃介质容器的承压焊缝;d)筒体板厚δ≥20mm,且整个焊缝厚度全部由手工焊完成的承压焊缝,包括接管外补强圈的外角缝。
(对于板厚δ≥20mm的筒体环缝自动焊手工焊打底焊缝除外);e)焊接操作环境温度低于0℃时,除上述情况外,均可选用J502焊条施焊(包括δ≥20mm的自动焊手工打底焊缝)。
(3)对于16MnR、15MnVR钢的自动焊丝选用如下:当需要预热焊接时(即16MnR δ>30mm,15MnVR δ>28mm)均需选用高档的焊材。
16MnR应选用H10MnSi;15MnVR 应选用H108MnMoA,否则选用低档焊丝。
(4)18MnMoNbR自动焊时,本选用250焊剂,但鉴于目前国内不生产该种焊剂,故采用250G焊剂代用。
(5)与之相对应的美国牌号为:ASTM A387-72a标准中:A387BASTM A387-74a标准中:A387Gr12(6)与之相对应的美国牌号为:ASTM A387-72a标准中:A387DASTM A387-74a标准中:A387Gr22(7)a) 按化学成分对照,SUS403相当于我国钢号1Cr13;SUS405相当于我国钢号0Cr13,但鉴于我厂订货要求SUS403板含碳量均≤0.08%,故相当于0Cr13。
b) 表中所列的奥302焊条只限于复合板的复层材质为SUS403、SUS405或板厚δ≤6mm的单层钢板焊接时所用。
其它情况下应另行考虑焊材。
二、复合钢板焊接情况下的焊材选用三、异种钢板焊接情况下的焊材选用四、当封头或筒体需要经过正火处理或相当于正火温度下加热(热冲压成型)时,若封头拼板缝或筒体纵缝是用埋弧自动焊接时为保证焊缝强度不低于母材,其自动焊丝不能按表1选取,而应按表4选用。
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。