常用钢材焊材选用表
- 格式:docx
- 大小:29.06 KB
- 文档页数:17
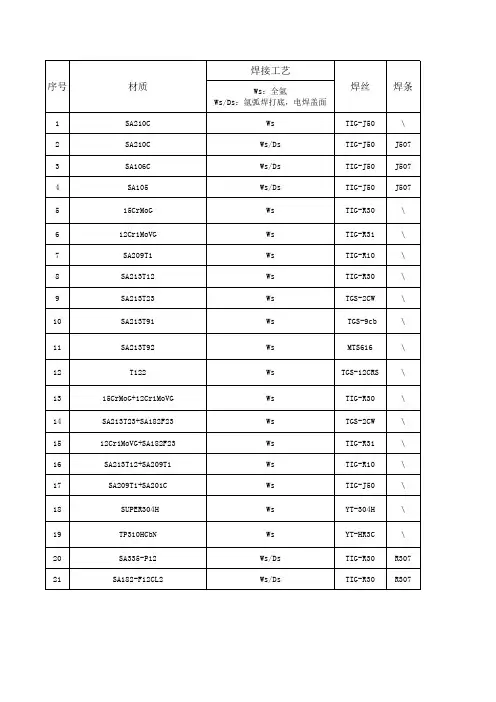
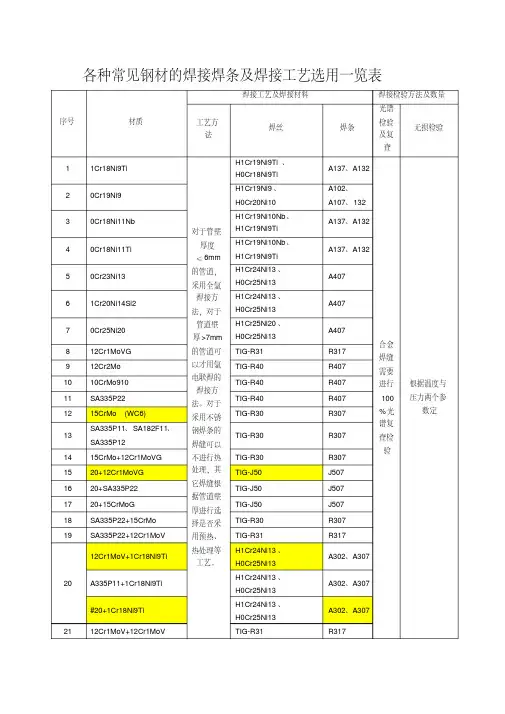
对于常规不锈钢与碳钢的焊接,如1Cr18Ni9Ti和#20钢焊接,其焊接材料应使用新版焊接工艺评定第51号选用的H0Cr25Ni13焊丝,如焊接方法和壁厚不能覆盖现场施焊部件,则参照焊接技术规程及异种钢焊接规程,焊条选用
A307或ENiCrFe-1,2,焊丝选用ERNiCr3。
杜绝使用不锈钢同种钢焊材焊接异种钢焊口,各个现场接到通知后,展开自查,如有以上情况及时进行整改,
并将整改结果上报工程管理处。
为避免火电机组试运及商业运行的安全风险,对不锈钢与碳钢异种钢焊接做如下规定,要求各现场遵
对于常规不锈钢与碳钢的焊接,如1Cr18Ni9Ti和#20钢焊接,其焊接材料应使用新版焊接工艺评定第51号选用的H0Cr25Ni13焊丝,如焊接方法和壁厚不能覆盖现场施焊部件,则参照焊接技术规程及异种钢焊接规程,焊条选用
A307或ENiCrFe-1,2,焊丝选用ERNiCr3。
杜绝使用不锈钢同种钢焊材焊接异种钢焊口,各个现场接到通知后,展开自查,如有以上情况及时进行整改,
并将整改结果上报工程管理处。
焊接工艺评定第51号选用异种钢焊接规程,焊条选用有以上情况及时进行整改,
现场遵照执行。
焊接工艺评定第51号选用异种钢焊接规程,焊条选用有以上情况及时进行整改,。
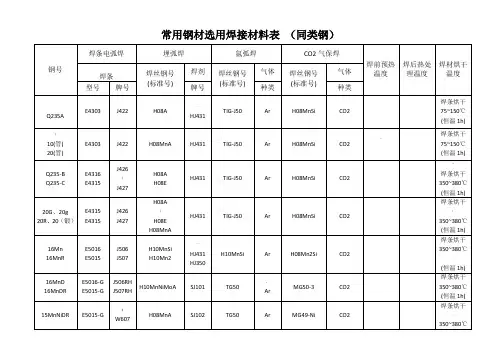
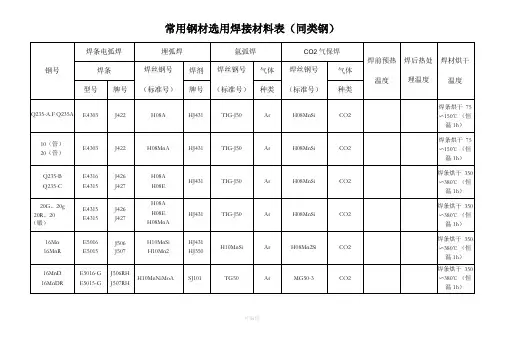
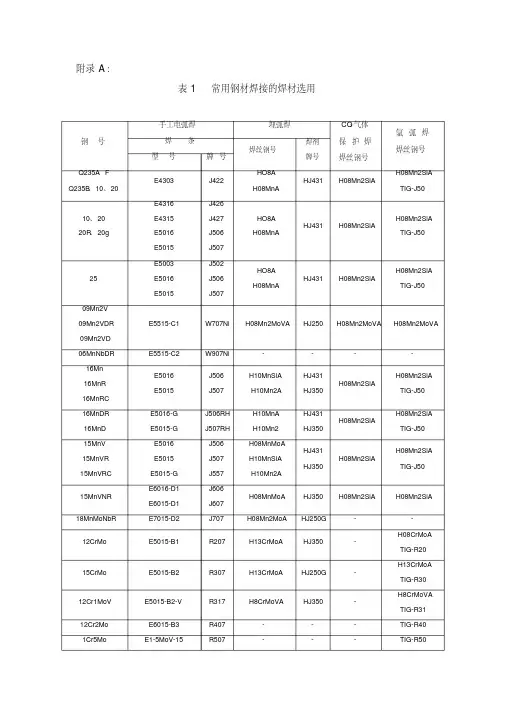
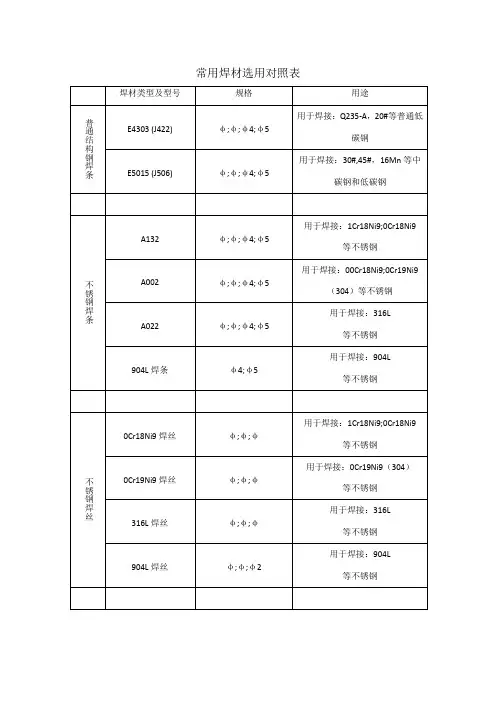
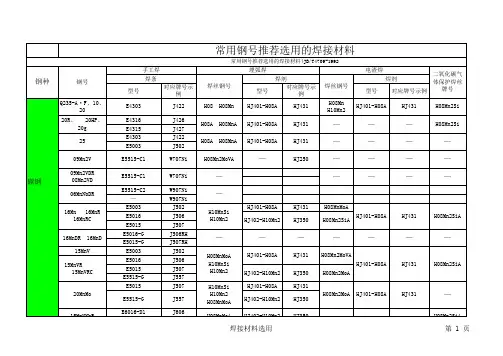
附录A:表1 常用钢材焊接的焊材选用钢号手工电弧焊埋弧焊CO2气体保护焊焊丝钢号氩弧焊焊丝钢号焊条焊丝钢号焊剂牌号型号牌号Q235A·FQ235B、10、20 E4303 J422HO8AH08MnAHJ431 H08Mn2SiAH08Mn2SiATIG-J5010、20 20R、20g E4316E4315E5016E5015J426J427J506J507HO8AH08MnAHJ431 H08Mn2SiAH08Mn2SiATIG-J5025 E5003E5016E5015J502J506J507HO8AH08MnAHJ431 H08Mn2SiAH08Mn2SiATIG-J5009Mn2V09Mn2VDR09Mn2VDE5515-C1 W707Ni H08Mn2MoVA HJ250 H08Mn2MoVA H08Mn2MoVA 06MnNbDR E5515-C2 W907Ni - - - - 16Mn16MnR 16MnRC E5016E5015J506J507H10MnSiAH10Mn2AHJ431HJ350H08Mn2SiAH08Mn2SiATIG-J5016MnDR 16MnD E5016-GE5015-GJ506RHJ507RHH10MnAH10Mn2HJ431HJ350H08Mn2SiAH08Mn2SiATIG-J5015MnV 15MnVR 15MnVRCE5016E5015E5015-GJ506J507J557H08MnMoAH10MnSiAH10Mn2AHJ431HJ350H08Mn2SiAH08Mn2SiATIG-J5015MnVNRE6016-D1E6015-D1 J606J607H08MnMoA HJ350 H08Mn2SiA H08Mn2SiA18MnMoNbR E7015-D2 J707 H08Mn2MoA HJ250G - -12CrMo E5015-B1 R207 H13CrMoA HJ350 -H08CrMoATIG-R20 15CrMo E5015-B2 R307 H13CrMoA HJ250G -H13CrMoATIG-R30 12Cr1MoV E5015-B2-V R317 H8CrMoVA HJ350 -H8CrMoVATIG-R31 12Cr2Mo E6015-B3 R407 - - - TIG-R40 1Cr5Mo E1-5MoV-15 R507 - - - TIG-R50钢号保护焊焊丝钢号氩弧焊焊丝钢号焊条焊丝钢号焊剂牌号型号牌号0Cr19Ni9 E0-19-10-16E0-19-10-15E308A102A107 H0Cr20Ni10 HJ260 -H0Cr20Ni10ER3080Cr19Ni9Ti E0-19-10Nb-16E0-19-10Nb-15E347A132A137 H0Cr20Ni10Ti HJ260 -H0Cr20Ni10TiER34700Cr18Ni1000Cr19Ni11E00-19-10-16 A002 H00Cr21Ni10 HJ260 - H00Cr21Ni100Cr17Ni12Mo2 E0-18-12Mo2-16E0-18-12Mo2-15E316A202A207 H00Cr19Ni12Mo2 HJ260 -H0Cr19Ni12Mo2ER3160Cr18Ni12Mo2Ti E00-18-12Mo2-16E0-18-12Mo2Nb-16E316A022A212 H0Cr20Ni14Mo3 HJ260 -H0Cr20Ni14Mo3ER3160Cr19Ni13Mo3 E0-19-13Mo3-16 A242 H0Cr20Ni14Mo3 HJ260 -H0Cr20Ni14Mo3ER3170Cr18Ni12Mo3Ti E00-18-12Mo2-16E0-18-12Mo2Nb-16E317A022A212 H0Cr20Ni14Mo3 HJ260 -H0Cr20Ni14Mo3ER31700Cr17Ni14Mo2E00-18-12Mo2-16E316L A022H00Cr20Ni14Mo3 HJ260 -H00Cr19Ni12Mo2ER316L0Cr13、1Cr132Cr13 E1-13-16E1-13-15G202G207- - - -0Cr17E0-17-16E0-17-15 G306G307- - - -Q235+16Mn E4303 J422HO8AH08MnA HJ431 H08Mn2SiAH08Mn2SiATIG-J5020、20R、20g + 16Mn、16MnR、16MnDR E4316E4315E5016E5015J426J427J506J507HO8AH08MnAHJ431 H08Mn2SiAH08Mn2SiATIG-J5016Mn、16MnR + 18MnMoNbR E5016-GE5015-GJ506RHJ507RHH10MnAH10Mn2HJ431HJ350H08Mn2SiAH08Mn2SiATIG-J5020、20g +12CrMo、15CrMo E5016E5015J506J507H10MnSiAH10Mn2AHJ431HJ350H08Mn2SiAH08Mn2SiATIG-J5020、20g、16Mn、E5015-B1 R207 H13CrMoA HJ350 - H08CrMoA钢号保护焊焊丝钢号氩弧焊焊丝钢号焊条焊丝钢号焊剂牌号型号牌号16MnR +12Cr1MoV TIG-R20 12CrMo、15CrMo +12Cr1MoV、1Cr5Mo E5015-B1 R207 H13CrMoA HJ350 -H08CrMoATIG-R2012Cr1MoV+1Cr5Mo E5015-B2-V R317 H8CrMoVA HJ350 -H8CrMoVATIG-R31 20、20g、16Mn+ 0Cr19Ni9、0Cr19Ni9Ti、00Cr17Ni14Mo2E1-23-13-16E1-23-13 Mo2-16E309A302A312- - -H0Cr25Ni13ER309表2 铝及铝合金焊接焊丝的选用母材牌号焊丝牌号L1 L1L2 SAl-2、L1、L2L3 SAl-2、SA1-3、L2、L3L4 SAl-2、SA1-3、L4L5 SAl-2、SA1-3、L4、L5L6 SAl-2、SA1-3、L5、L6LF2 SAlMg-2、SAlMg-3、SAlMg-5、LF2、LF3LF3 SAlMg-3、SAlMg-5、LF3、LF5LF5 SAlMg-5、LF5、LF6LF6 LF6LF11 SAlMg-5、LF11LF21 SAlMn、SalSi-5、LF21L1~L6 + LF21 SAlMn、SalSi-5、LF21LF2 + LF21 SAlMg-5、LF3LF3 + LF21 SAlMg-5、LF5LF5 + LF21 SAlMg-5、LF6LF6 + LF21 SAlMg-5、LF6L1~L6 + LF2 SAlMg-5、LF3L1~L6 + LF3 SAlMg-5、LF5L1~L6 + LF5 SAlMg-5、LF6L1~L6 + LF6 LF6表3 铜及铜合金焊接的焊材选用序号母材焊丝焊剂类别牌号牌号代号1 紫铜T2 HSCu 201 气剂3012 T3 HSCu201 气剂3013 T4 HSCu201 气剂3014 TU2 HSCu201 气剂3015黄铜H62 HSCuZn-3223 气剂3016 H68 HSCuZn-3 223 气剂3017 HFe59-1-1 HSCuZn-4 224 气剂301。

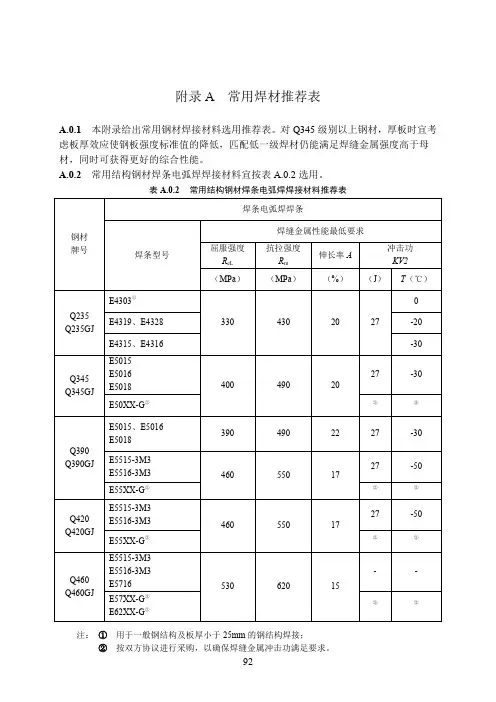
附录A常用焊材推荐表A.0.1本附录给出常用钢材焊接材料选用推荐表。
对Q345级别以上钢材,厚板时宜考虑板厚效应使钢板强度标准值的降低,匹配低一级焊材仍能满足焊缝金属强度高于母材,同时可获得更好的综合性能。
A.0.2常用结构钢材焊条电弧焊焊接材料宜按表A.0.2选用。
表A.0.2常用结构钢材焊条电弧焊焊接材料推荐表钢材牌号焊条电弧焊焊条焊条型号焊缝金属性能最低要求屈服强度R eL抗拉强度R m伸长率A冲击功KV2(MPa)(MPa)(%)(J)T(℃)Q235 Q235GJ E4303①33043020270 E4319、E4328-20 E4315、E4316-30Q345 Q345GJ E5015E5016E50184004902027-30 E50XX-G②②②Q390 Q390GJ E5015、E5016E50183904902227-30E5515-3M3E5516-3M34605501727-50 E55XX-G②②②Q420 Q420GJ E5515-3M3E5516-3M34605501727-50 E55XX-G②②②Q460 Q460GJ E5515-3M3E5516-3M3E571653062015--E57XX-G②E62XX-G②②②注:①用于一般钢结构及板厚小于25mm的钢结构焊接;②按双方协议进行采购,以确保焊缝金属冲击功满足要求。
A.0.3常用结构钢材实心焊丝C02气体保护焊焊丝宜按表A.0.3选用。
表A.0.3常用结构钢材实心焊丝C02③气体保护焊焊丝的推荐表钢材牌号CO2气体保护焊焊丝焊丝型号焊缝金属性能最低要求屈服强度R eL抗拉强度R m伸长率A冲击功KV2(MPa)(MPa)(%)(J)T(℃)Q235 Q235GJ ER49-1①3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q345 Q345GJ ER49-1①、3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q390 Q390GJ ER49-1①、3724902047④常温ER50-34205002227-20 ER50-2、-6、-7-30 ER50-G②②Q420 Q420GJ ER55-D2、ER55-D2-Ti4705501727-30 ER55-G②②②Q460 Q460GJ ER55-D2ER55-D2-Ti4705501727-29ER55-G②②②ER62-G②注:①用于一般钢结构及板厚小于25mm的钢结构焊接;②按双方协议进行采购,以确保焊缝金属性能满足设计或母材要求。
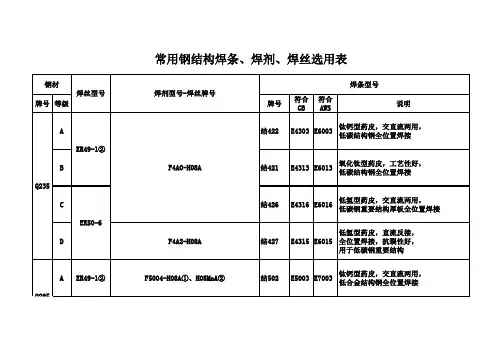
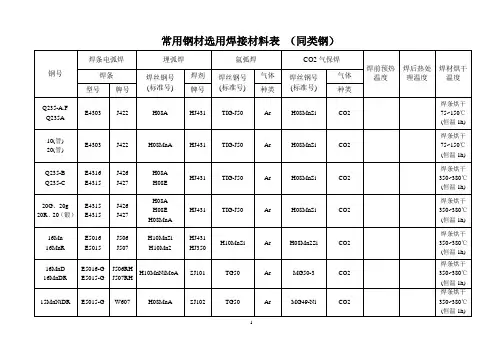
常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(同类钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)常用钢材选用焊接材料表(异种钢)锅炉常用钢材钢号分类表容器常用钢材分类表容器常用钢材分类表(续)器常用钢材分类表(续)焊接材料选用标准2016-0518(代替2011-0816)151617181920焊接材料选用表中的注解(1) E4303(J422)焊条只适用于第一类压力容器中的非重要结构件.(2)序号2-3项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊选用H10Mn2焊丝。
(3)SJ101烧结焊剂可用于序号5-7项钢号工件壳体纵、环缝窄间隙埋弧自动焊。
(4)E5515-G(J557) 焊条适用于焊后需进行正火温度范围内热加工的5项钢号的工件。
(5)序号5项钢号工件如果焊后需进行正火温度范围内热加工时,埋弧自动焊焊丝选用H08MnMoA焊丝;序号5-6项钢号当工件板厚≥60mm时,电渣焊选用H10Mn2MoA焊丝。
(6)序号6-7项,9项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊选用E6015-D1(J607)焊条,埋弧自动焊选用H08Mn2MoA焊丝。
(7)序号11项钢号工件如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-D2(J707)焊条,埋弧自动焊选用H08Mn2NiMoA焊丝,电渣焊选用焊丝原则:当壳体进行正火+回火热处理时选用H10Mn2NiMoA焊丝当壳体进行淬火+回火热处理时选用H10Mn2MoA焊丝(8)序号13项钢号工件,如果焊后需进行正火温度范围内热加工时,手弧焊应选用E7015-G(J707Ni)焊条,埋弧自动焊选用H10Mn2NiMoA焊丝。
(9)E7015-G(J707Ni)焊条亦适用于低温容器和要求冲击韧性高的重要结构。
一、一般情况下的焊材选用123注:(1)焊接二、三类容器承压焊缝时,必须选用结427焊条。
(2)对于16MnR、15MnVR钢,在下列情况之一者,必须选用J507焊条:a)产品工作压力:Pg≥16Kg/cm2的容器承压焊缝;b)产品工作温度:T≤-20℃的容器承压焊缝;c)盛装液化石油气等易燃介质容器的承压焊缝;d)筒体板厚δ≥20mm,且整个焊缝厚度全部由手工焊完成的承压焊缝,包括接管外补强圈的外角缝。
(对于板厚δ≥20mm的筒体环缝自动焊手工焊打底焊缝除外);e)焊接操作环境温度低于0℃时,除上述情况外,均可选用J502焊条施焊(包括δ≥20mm的自动焊手工打底焊缝)。
(3)对于16MnR、15MnVR钢的自动焊丝选用如下:4当需要预热焊接时(即16MnR δ>30mm,15MnVR δ>28mm)均需选用高档的焊材。
16MnR应选用H10MnSi;15MnVR 应选用H108MnMoA,否则选用低档焊丝。
(4)18MnMoNbR自动焊时,本选用250焊剂,但鉴于目前国内不生产该种焊剂,故采用250G焊剂代用。
(5)与之相对应的美国牌号为:ASTM A387-72a标准中:A387BASTM A387-74a标准中:A387Gr12(6)与之相对应的美国牌号为:ASTM A387-72a标准中:A387DASTM A387-74a标准中:A387Gr22(7)a) 按化学成分对照,SUS403相当于我国钢号1Cr13;SUS405相当于我国钢号0Cr13,但鉴于我厂订货要求SUS403板含碳量均≤0.08%,故相当于0Cr13。
b) 表中所列的奥302焊条只限于复合板的复层材质为SUS403、SUS405或板厚δ≤6mm的单层钢板焊接时所用。
其它情况下应另行考虑焊材。
5二、复合钢板焊接情况下的焊材选用6三、异种钢板焊接情况下的焊材选用7四、当封头或筒体需要经过正火处理或相当于正火温度下加热(热冲压成型)时,若封头拼板缝或筒体纵缝是用埋弧自动焊接时为保证焊缝强度不低于母材,其自动焊丝不能按表1选取,而应按表4选用。