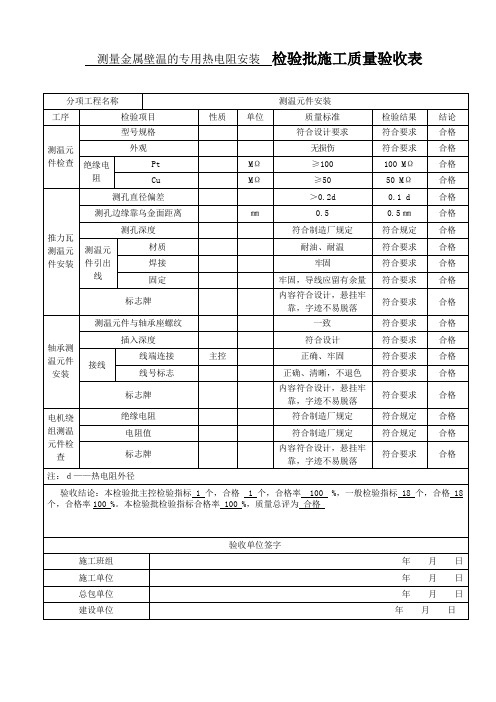
汽缸及轴瓦金属测温元件安装报验1-3-2-5
- 格式:doc
- 大小:86.50 KB
- 文档页数:3
目录第一章发动机整体结构 (3)1.1 TU5JP4发动机参数 (3)1.2 TU5JP4发动机识别 (3)1.3 307整车举升 (3)第二节机体组 (4)2.1 气缸体 (4)2.2 气缸盖 (5)2.3 气缸盖螺栓 (5)2.4 气缸垫 (6)2.5 气缸盖的拆装 (7)2.5.1 气缸盖的分解 (7)2.5.2 安装气缸盖 (9)第三章曲柄连杆机构 (12)3.1 活塞组 (12)3.1.1 活塞 (12)3.1.2 活塞环 (13)3.2连杆组 (14)3.3 发动机曲轴 (15)3.4 活塞连杆组的拆装 (16)3.4.1工具 (16)3.4.2分解活塞连杆组 (16)3.4.3安装活塞连杆组 (17)3.4.4活塞连杆的加热 (19)3.5曲轴轴瓦选配 (20)3.5.1 标识 (20)3.5.2轴瓦的选配 (21)3.5.3轴瓦 (21)第四章配气机构 (24)4.1 配气相位 (24)4.2 气门 (25)4.3 液压挺柱 (25)4.4 正时安装及调整 (26)4.4.1 专用工具 (26)4.4.2 正时皮带拆卸 (26)4.4.3 安装正时皮带 (27)第五章润滑系统 (30)5.1检测机油压力 (30)5.2机油滤清器的更换 (31)第六章冷却系统 (33)6.1冷却系统构造 (33)6.2冷却液的排放与加注 (34)第七章供给系统 (37)第八章排气系统 (39)第九章发动机皮带 (40)9.1 工具 (40)9.2 拆除发动机皮带 (40)9.3 安装发动机皮带 (41)第十章发动机的拆装 (42)10.1 分解发动机 (42)10.2 装配发动机 (48)第十一章分离和固定发动机 (59)11.1 分离发动机 (59)11.2固定发动机 (60)第一章发动机整体结构1.1 TU5JP4发动机参数发动机型号NFU特性直列四缸、16气门、顶置双凸轮缸径X冲程(mm)78.5 x 82CM)1587排量(3压缩比10.8最大功率(KW/r/min)87/6600最大扭矩(Nm/r/min)145/5200电喷系统BOSCH ME7.4.4 1.2 TU5JP4发动机识别发动机识别代码位于“1”处,包括:•发动机代码•商业代码•生产序号1.3 307整车举升利用千斤顶利用举升机第二节机体组TU5JP4发动机采用整体式铸铁缸体结构,机体组主要由气缸体、气缸盖、气缸衬垫以及油底壳等组成。

轴瓦离心浇注工作台设计摘要轴瓦广泛应用于内燃机、液压马达等高速重载的机构中。
由于其工作条件恶劣,是机构中的易损坏件,经常需要更换。
生产轴瓦的方法主要是离心铸造,离心铸造属于特种铸造的一种,其所用的离心浇注机的复杂度是铸造机械中最高的。
轴瓦的质量直接影响着它的使用性能,而使用性能又取决于轴瓦的金相组织、硬度、机械强度等。
在轴瓦的整个生产过程中,影响轴瓦内在质量的工序,一是熔炼工序,二是浇注工序,在熔炼铁水质量一定的情况下,浇注过程控制的好坏又会直接影响轴瓦的使用性能,一般浇注过程是由人工控制的,因此浇注过程稳定与否受人为因素影响很大,主要表现为模温控制不好。
针对这个问题在整个浇注线上应用了PLC光电控制系统,从浇注开始至停机整个过程实现了自动控制,浇注工艺得到了保证,使产品质量稳定,轴瓦外皮料硬度也大大减少。
关键词轴瓦;离心铸造;铸造机械;浇注The Design of Bearing Centrifugal Casting TableAbstractBearing is widely used in high-speed and heavy bodies such as hydrautic motor and internal-combustion engines. It is easily damaged because of its poor working condition, so we need to replace it frequently.Centrifugal casting is the main method of producting bearing. Centrifugal casting belongs to a special casting. The manufacturing requirment of centrifugai casting machine is the highest among castings.The quality of bearing affects its performance directly and performance depends on the microstructure, Bush hardness, mechanical strength. There are two factors that will affect the interal quality of bearing in the entire production process. One is smelting process, the other is casting process. Generally speaking, casting process is manual control, so whether the process is stable largely is affected by human factors .The control of the casting process will affect the performance of the bearing when quality of hot metal smelting is certain.Its applied optoectronic PLC control system in the entire casting in order to deal with this problem. So the casting process is automatic control in the entire process,and not only can it guarantee the pouring casting stable the quality of production, but also it can reduce the jachet material hardware of bearing easily.Keywords Bearing;Centrifugal Casting;Centrifugal Casting Machine;Casting目录摘要 (I)Abstract (II)第1章绪论 (1)1.1 概述 (1)1.1.1 课题的前景 (1)1.1.2 发展现状 (1)1.2 设计的主要工作内容 (3)1.2.1 浇注问题的分析 (3)第2章铸造工艺与设计方案论证 (5)2.1 设计的总体方案 (5)2.1.1 传动方案的拟定 (5)2.1.2 整体布局的拟定 (5)2.2 铸造工艺的设计 (5)2.2.1 铸型转速的确定 (5)2.2.2 离心力 (6)2.2.3 离心铸造工艺分析 (7)2.2.4 铸型实际转速的确定 (7)2.3 本章小结 (9)第3章普通V带传动的设计计算 (10)3.1 概述 (10)3.1.1 原始数据及设计内容 (10)3.1.2 确定设计功率 (10)3.2 计算传动各参数 (10)3.2.1 计算设计功率 (10)3.2.2 选择V带型号 (10)3.2.3 确定带轮直径 (11)3.2.4 验算带速 (11)3.2.5 验算传动误差 (11)3.2.6 确定中心距及带的基准长度 (11)3.2.7 验算小带轮包角 (12)3.2.8 确定V带的根数 (12)3.2.9 确定带的初拉力 (13)3.2.10 计算作用在带轮轴上的压力 (13)3.3 带轮的设计 (13)3.3.1 带轮材料的选取 (13)3.3.2 结构尺寸计算 (13)3.3.3 带轮设计的主要要求 (14)3.4 本章小结 (14)第4章轴的设计 (15)4.1 基础参数计算 (15)4.1.1 求轴传递的转矩 (15)4.1.2 求作用在带轮上的力 (15)4.2 轴的尺寸计算 (15)4.2.1 各轴段直径和长度的确定 (15)4.3 轴的设计 (16)4.3.1 选择轴的材料,确定许用应力 (16)4.3.2 轴的设计计算 (16)4.4 轴的校核 (17)4.4.1 轴的强度校核 (17)4.4.2 轴的安全校核 (17)4.5 本章小结 (19)第5章轴承的选择和校核 (20)5.1 概述 (20)5.1.1 轴承的选择依据及其参数分析 (20)5.1.2 轴承的安装和拆卸 (21)5.1.3 经济性要求 (21)5.2 轴承的应用特点 (21)5.2.1 滚动轴承校核的重点 (21)5.3 轴承的设计 (22)5.3.1 选择轴承类型 (22)5.3.2 轴承设计计算 (22)5.3.3 静强度校核 (23)5.4 本章小结 (23)第6章键的选择与校核 (24)6.1 键连接的类型、特点及应用 (24)6.2 键的计算和选择 (25)6.2.1 平键类型和尺寸选择 (25)6.2.2 校核挤压强度 (25)6.3 本章小结 (26)第7章液压系统的计算和选择液压元件 (27)7.1 液压系统的设计 (27)7.2 液压系统的计算 (28)7.2.1 夹紧液压缸主要尺寸的确定 (28)7.2.2 液压缸的壁厚和外径的计算 (28)7.2.3 液压缸工作行程的确定 (30)7.2.4 缸盖厚度的确定 (30)7.2.5 最小导向长度的确定 (30)7.2.6 泵的选择 (31)7.3 液压元件的选择 (31)7.4 本章小结 (32)第8章工作台电气系统设计 (33)8.1 概述 (33)8.2 PC 机应用效果分析 (33)8.3 本章小结 (34)结论 (35)致谢 (36)参考文献 (37)附录A (38)附录B ................................................................................ 错误!未定义书签。
施工组织设计方案项目名称:汽轮机金属监督部件及机外管检验编制单位:编制人: 2014年 2月 15日审核人: 2014年 2月 15日监理单位:无建设单位:项目经理:年月日生产部门:年月日安健环部:年月日生产技术部:年月日总工程师:年月日目录一.工程概况二.施工方案三.施工人员、工具、机械准备情况四.设备、物资需用及准备情况五.施工图纸及审定六.组织措施、七.技术措施、八.施工安全措施一、工程概况有限责任公司安装两台俄罗斯超临界500MW燃煤机组。
截止到目前,#2机组已累计运行超过14万小时。
为了及时掌握和了解金属部件的状况,及时发现设备缺陷,消除潜在的缺陷和隐患,保障机组的安全稳定运行,根据DL438-2009《火力发电厂金属技术监督规程》、DL612-1996《电力工业锅炉压力容器监察规程》、DL647-2004《电力工业锅炉压力容器规程》和国华公司发布的《火力发电厂超(超)临界机组金属技术监督标准》以及华北电网发布的《金属技术监督导则》等相关规程要求进行金属监督检验。
为保证现场检测活动顺利进行,检测质量可控,特编制本施工组织设计。
二、施工技术方案2.1射线检测专业2.1.1作业方法1)操作人员应严格按照工艺卡及安全技术交底有关要求进行操作2)检测人员接到委托后,要到现场调查,被检部件是否具备检测条件,安全设施是否完善。
专业主管进行安全技术交底。
3)不同型号及形式的X射线探伤机及γ射线探伤机,性能良好,检定合格满足放射卫生防护的要求。
4)应配备自检合格的个人报警器、计量合格并在有效期内的剂量块、巡测仪及性能良好的辅助性仪器设备。
5)配备手工冲洗或性能完好的全自动冲洗设备。
6)配备亮度不小于100000cd/m2观片灯;可测最大黑度不小于4.0、测量值误差不超过±0.05的黑白密度计。
7)对容易产生延迟裂纹和再热裂纹钢材的,应在焊接热处理后进行无损检测。
8)暗室工作人员按工艺卡及技术交底要求负责装好相应规格、型号、数量的胶片。
目录1、适用范围2、依据编制3、作业任务4、作业准备与作业条件5、作业方法及工艺要求6、职业安全健康与环境管理7、技术记录8、强制性条文1. 适用范围本作业指导书适用于中泰化学阜康100万吨/年电石项目动力站工程#2、#3机组及H标段辅助工程热控安装。
2. 编制依据2.1 《火力发电工程施工组织设计导则》。
2.2中泰化学阜康100万吨/年电石项目动力站工程土建施工工程第二标段施工的《组织设计》2.3 《电力建设施工质量验收及评价规程》(热工仪表及控制装置篇DL/T5210.4-2009)。
2.4 《电力建设安全工作规程》第1部分:火力发电厂DL5009.1-2002。
2.5 中南电力设计院设计图纸。
2.6 设备厂家提供的技术资料。
2.7 《ISO14001环境管理体系》。
2.8 《ISO9002质量管理体系》。
2.9中华人民共和国工程建设标准强制性条文电力工程部分(2006年版)。
2.10《电力建设安全健康与环境管理工作规定》。
2.11《职业安全健康管理体系》[B]。
3.作业任务3.1 工程简介:中泰化学阜康100万吨/年电石项目动力站工程所用施工图,由中南电力设计院负责设计,建设规模为新建4×150MW超高温、超高压、燃煤热电联产机组。
XXX负责#2/#3机组及部分辅助工程施工。
热力系统除辅助蒸汽系统采用全厂母管制外,其余系统均采用单元制。
热力系统循环采用六级回热抽汽系统,设两高、三低、一除氧。
自动化控制系统总统结构分三层:厂级监控管理层、机组监控层和现场和现场仪表控制层,构成集全厂监控和管理的整体自动化控制方案。
充分应用DCS功能,经济、有效地实现分散控制、集中监控。
全厂设置1个集中控制中心(集控室),集中控制室内不设BTG盘,布置四台机组DCS操作员站(16台)、全厂辅助公用DCS系统操作员站(3台)及值长站,实现全厂LCD监控。
在操作员站台面上,布置了少量必要的紧急停炉、停机操作设备,提供启、停或事故状态时必须的手动操作手段。
三号机组B级检修冷态验收报告第一篇:三号机组B级检修冷态验收报告三号机组B级检修冷态验收报告(汽机、电气、锅炉、热工、保护、化学、脱硫、除灰、金属专业专业)编制:审核:点检长/主任一、计划检修项目1、计划总项多少项,含标准项目多少项、安全项目多少项、经济项目多少项、环保项目多少项、节能项目多少项、技术监控项目多少项。
2、检修过程中增加项目多少项目,3、检修过程中取消项目多少项目。
4、实际总项目多少项。
二、检修前机组存在的主要问题及本次检修采取的措施1、2、3、三、检修项目完成情况及未完成项目原因说明计划总项多少项,增加项目多少项目,取消项目多少项目。
完成总项目多少项。
1、增加项目清单 1)2)2、取消项目清单及原因说明 1)2)四、检修中发现的重大问题及处理情况(不要将解体报告粘在这里,要逐条简单描述,不要表格,不要图片)1、2、3、五、检修后遗留问题及采取的措施1、2、3、六、检修工期进度完成情况七、检修作业指导书及工艺卡执行情况检修作业指导书多少份,工艺执行卡多少份。
八、质检点验收情况及验收优良率1、H点多少个,W点多少个,验收优良率多少。
2、不符合项目多少项,功能再鉴定后关闭多少项,让步放行多少项。
3、让步放行清单 1)2)3)九、设备异动情况设备异动项目多少个,完成多少个,未完成多少个。
1、完成设备异动清单 1)2)2、未完成设备异动项目清单及原因说明 1)2)3、完成设备异动后设备异动报告清单十、设备检修传动、试验、试运情况不能只写“正常”两字十一、工作票执行情况共使用工作票多少张,一种票多少张,二种票多少张,一级动火票多少张,二级动火票多少张。
十二、至目前存在哪些可能影响机组启动的问题及采取的措施1、2、3、十三、本次检修经验与教训二〇一六年五月第二篇:#1机组B级检修总结#1机组B修工作总结#1机组B级检修总结#1机组B级检修从9月19日开工到10月13日报竣工,历时25天。
整个B修过程中,各部门以#1机组B修会议精神为指导,从“安全,质量,进度”等方面入手,克服人手紧张、检修工期短等不利因素,充分发挥各级参检人员的主观能动性,全面部署,精心组织、标本兼治、积极落实,深入开展#1机组B修工作,使整个#1机组B 修工作处于受控状态,B修后机组启动一次成功。