回转窑托轮瓦安装及调整共29页文档
- 格式:ppt
- 大小:5.49 MB
- 文档页数:29
回转窑的调整方法及注意事项2018年4月14日回转窑托轮调整是使回转窑运行稳定的重要手段。
所以正确且有效的对回转窑托轮进行维护,可以使回转窑轮带在托轮上往复运行,使托轮表面均匀磨损,避免出现台阶从而出现设备故障。
下面是具体调整方法与步骤。
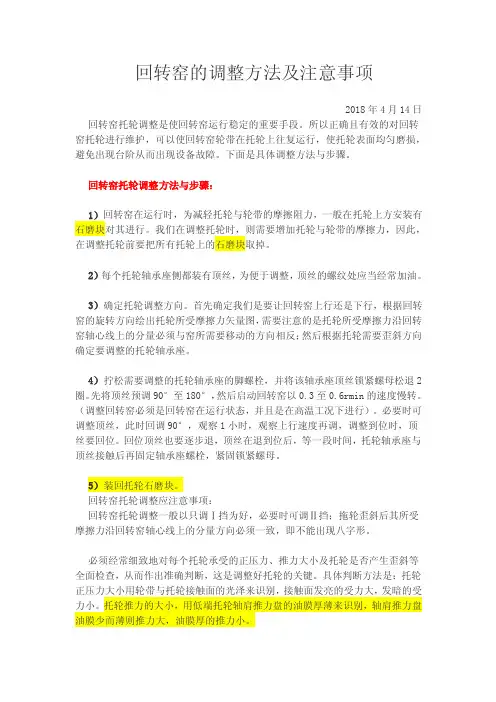
回转窑托轮调整方法与步骤:1)回转窑在运行时,为减轻托轮与轮带的摩擦阻力,一般在托轮上方安装有石磨块对其进行。
我们在调整托轮时,则需要增加托轮与轮带的摩擦力,因此,在调整托轮前要把所有托轮上的石磨块取掉。
2)每个托轮轴承座侧都装有顶丝,为便于调整,顶丝的螺纹处应当经常加油。
3)确定托轮调整方向。
首先确定我们是要让回转窑上行还是下行,根据回转窑的旋转方向绘出托轮所受摩擦力矢量图,需要注意的是托轮所受摩擦力沿回转窑轴心线上的分量必须与窑所需要移动的方向相反;然后根据托轮需要歪斜方向确定要调整的托轮轴承座。
4)拧松需要调整的托轮轴承座的脚螺栓,并将该轴承座顶丝锁紧螺母松退2圈。
先将顶丝预调90°至180°,然后启动回转窑以0.3至0.6rmin的速度慢转。
(调整回转窑必须是回转窑在运行状态,并且是在高温工况下进行)。
必要时可调整顶丝,此时回调90°,观察1小时,观察上行速度再调,调整到位时,顶丝要回位。
回位顶丝也要逐步退,顶丝在退到位后,等一段时间,托轮轴承座与顶丝接触后再固定轴承座螺栓,紧固锁紧螺母。
5)装回托轮石磨块。
回转窑托轮调整应注意事项:回转窑托轮调整一般以只调Ⅰ挡为好,必要时可调Ⅱ挡;拖轮歪斜后其所受摩擦力沿回转窑轴心线上的分量方向必须一致,即不能出现八字形。
必须经常细致地对每个托轮承受的正压力、推力大小及托轮是否产生歪斜等全面检查,从而作出准确判断,这是调整好托轮的关键。
具体判断方法是:托轮正压力大小用轮带与托轮接触面的光泽来识别,接触面发亮的受力大,发暗的受力小。
托轮推力的大小,用低端托轮轴肩推力盘的油膜厚薄来识别,轴肩推力盘油膜少而薄则推力大,油膜厚的推力小。
回转窑托轮的调整回转窑的重量占整个水泥厂机械设备总重的20%~40%;它的造价占全厂投资的10%~15%;它的性能和运转情况在很大程度上决定着水泥的产质量和成本。
所以,它素有水泥厂心脏之称。
许多人这样评价它:只要大窑转,就有千千万万。
由此可见,提高回转窑的运转率是非常重要的。
要保证回转窑能够长期安全稳定地运转,从设备维护和正确使用方面来说,调整好托轮是重中之重的一项工作。
当前,许多水泥厂最缺乏的技术工人就是经验丰富的看火工和托轮工。
因为这些工种技术比较复杂,不是在短期内就能掌握的。
许多水泥厂的回转窑因为托轮调整不当,引发了许多重大设备事故。
如回转窑下炕,也有称为掉窑的,就是回转窑窑体从托轮上掉下来、轮带顶坏或顶掉挡铁、回转窑发生剧烈振动、托轮和轮带表面出现点蚀、掉碴掉块、裂纹、严重磨损不均、多边形或小波纹和窑体弯曲等,严重时还会引起托轮轴承烧瓦断轴事故,这些都会造成巨大的损失。
调整托轮的目的有三:一是使窑体能够按所要求的规律沿轴向正常地上下往复窜动,以保证托轮和轮带外表面均匀磨损;二是使回转窑筒体中心线在热态时永保一条直线,以使托轮和轮带受力均匀,不产生超载现象,降低功率消耗;三是使各档托轮能够均衡地承受窑体载荷,以保证不产生附加应力,减少或避免机件的过早损坏。
如果通过调整托轮,达到上述目的,就必须在理论上进行深入研究,在方法上能够熟练掌握。
但笔者在现场工作中发现,全面具有这方面知识的技术人员和技术工人却较少,往往因此将回转窑调乱,进而引发出许多不该出现的问题,甚至造成很大的损失。
为此,笔者根据在生产调试、达产、监理和处理有关问题中的体会,对回转窑正确调整进行介绍,供大家参考。
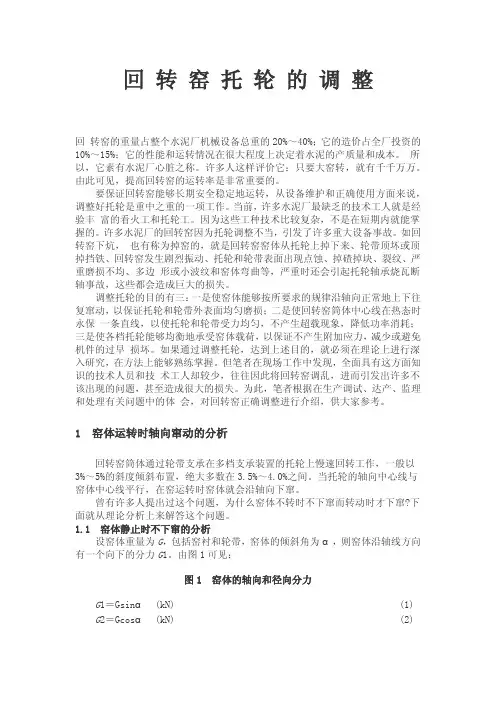
1 窑体运转时轴向窜动的分析回转窑筒体通过轮带支承在多档支承装置的托轮上慢速回转工作,一般以3%~5%的斜度倾斜布置,绝大多数在3.5%~4.0%之间。
当托轮的轴向中心线与窑体中心线平行,在窑运转时窑体就会沿轴向下窜。
曾有许多人提出过这个问题,为什么窑体不转时不下窜而转动时才下窜?下面就从理论分析上来解答这个问题。
回转窑托轮瓦安装要求
1. 嘿,托轮瓦安装的时候可一定要仔细啊!就像你盖房子打地基一样,不扎实怎么行?比如说安装前要把那个接触面清理得干干净净的,不能有一点杂质哦,不然以后出问题可就麻烦啦!
2. 你们知道吗,托轮瓦安装的精度要求那是相当高啊!这就好比射箭要正中靶心一样,差一点都不行。
安装的时候要反复测量,务必保证精确无误呀!
3. 托轮瓦安装的位置得特别注意呀!好比你找东西要放在正确的地方一样,不能乱放。
位置不对,那整个回转窑运行都会受影响的呀,你说可怕不可怕?
4. 安装托轮瓦时,那力度也得把握好哦!就像你抚摸小猫咪,太轻没效果,太重又会伤着它。
一定要恰到好处地安装到位才行呀!
5. 哎呀,托轮瓦安装可不是随随便便就能搞定的。
这就像做一件艺术品,需要精心雕琢。
得把每一个细节都考虑到,不能马虎呀!
6. 托轮瓦的安装可不是一个人的事儿哟!这需要大家齐心协力,就像一场接力比赛,每个人都得做好自己那一环。
大家说是不是啊?
7. 最后要说,托轮瓦安装真的太重要啦!这可是关系到回转窑能不能顺利运行的关键啊!一点儿都不能马虎,一定要认真对待哟!
我的观点结论就是:回转窑托轮瓦安装必须严格按照要求来,精心操作,才能确保其良好运行。
窑中心线找正及回转窑托轮调整窑中心线找正回转窑是连续运转设备,在运转中重要的是保持窑体的“直而圆”和轴向窜动的稳定性。
而窑体中心线的直线度和窑体的正常游动,是受各个托轮位臵影响的。
因此,窑体中心线的直线度和托轮位臵的正确与否,是回转窑长期安全运转在机械方面的关键。
1、窑体中心线不直的危害回转窑在运转中,窑体中心线保持一直线,是长期安全运转的重要条件之一。
窑体中心线不直,会造成支承零件过快的磨损或损坏、功率消耗增加、密封装臵失效,致使窑内耐火砖松动,发生掉砖红窑事故,以及造成窑体产生裂纹,直至影响回转窑的运转。
2、窑体中心线不直的原因回转窑中心线不直,多数是由于托轮组基础下沉不均匀;托轮位臵调整的不正确;支承零件(轮带、托轮、托轮轴颈、轴承、窑体热板等)磨损不一致;检修更换支承零件时没考虑新旧尺寸的影响;窑体刚度不够以及停窑时,操作不正确等原因所造成。
因此,要定期校正窑体中心线。
3、窑体中心线找正的方法回转窑窑体中心线找正的方法有:挂钢丝法、灯光法、纬仪法、压铅丝法和激光法等。
回转窑托轮调整为了保证回转窑的长期安全运转,在回转窑的运转过程中,在机械维护方面的首要任务是维护窑体的“直而圆”和轴向窜动的稳定性,而要完成上述任务的最重要的工作之一,就是正确地调整托轮。
1、调整托轮的基本原则(1)调整托轮使窑体中心线是一直线回转窑的窑体是通过轮带支承在多挡托轮上的,在支承零部件尺寸不变的情况下,窑体的位臵是受托轮位臵确定的。
回转窑在是使用过程中,要经常调整托轮的位臵,保证窑体中心线呈一条直线。
即调整托轮的水平位臵及同一挡两托轮中心距的大小。
(2)调整托轮使窑体正常游动(适用于固定挡轮)回转窑在运转中,为使托轮和轮带表面磨损均匀,应使窑体在上下挡轮之间不断地轴向窜动(称为游动),但不允许轮带与挡轮经常接触转动,即使偶尔接触转动,也不要受力过大或时间过长,以免顶坏挡轮。
为实现上述要求,应将各个托轮(传动装臵附近的托轮除外)的中心线歪斜一个小角度,使托轮在转动过程中,产生一个对窑体的向上的推力,以克服窑体的下滑动,并使窑体缓慢地向上窜动,当窑体达到上挡轮位臵时,可在托轮表面加适量的润滑油,减小托轮与轮带表面之间的摩擦系数,使托轮的向上推力减小,窑体依靠其下滑力缓慢向下窜动;当窑体达到下挡轮位臵时,托轮表面的润滑也没有了,窑体又开始向上窜动,即进行再一个循环的游动,这就叫做人工游动法。
2511回转窑“2-2托轮瓦”修复方案由于2-2托轮瓦出高温“拉瓦”现象,被迫停窑进行修理,特制定“托轮瓦”修复方案:一、Ⅱ挡2-2托轮瓦现状:1、“托轮瓦”大面积拉瓦,托轮轴大面积粘铜屑;2、“油勺及淋油盘”严重损坏。
二、主要维修内容:1、淋油盘重新制作,“油勺”整形修复;2、“托轮瓦”更换。
三、Ⅱ档2-2托轮瓦更换方案:出于修理方便考虑,需将2-1、2-2托轮吊至地面进行轴面修磨及轴瓦研配。
(一)、修理步骤:1、修理前的准备:(1)、将顶窑用的工具运至现场,并在具备作业条件时就位;(2)、用錾子或直尺对2-1、2-2托轮座前后、左右位置做出标示记号,并割除底座端板(靠一线侧)。
(3)、拆卸轴承座隔热板、石墨板支架等相应附件,并放至不阻碍作业及行走位置。
2、顶窑、外移托轮及轴面修复:⑴、顶窑前,应办理停电手续,放净轴承座内润滑油,拆除油封、上盖、淋油盘、油勺等相关附件;⑵、架设顶窑工具,用2只320t千斤顶将Ⅱ挡轮带顶起5mm 左右后,用保险垫板将千斤顶保住;⑶、拆卸2-1、2-2轴承座固定螺栓及顶丝,并用2只16t千斤顶将2-1、2-2托轮座外移400mm左右。
(4)、用25t吊车将2-1、2-2托轮及2-2球面瓦及衬瓦吊至地面落实放稳。
(5)、检测“轴瓦背与球面瓦面”是否存在间隙,并观察轴瓦的表面状况,依此决定是否进行修复或更换轴瓦。
(6)、用细锉刀及油石对轴面进行修理,应重点磨削铜屑高点,要求轴面光滑、无高点。
3、轴瓦研配要求:⑴、先将“轴瓦背与球面瓦”研配磨削,接触角为90°。
待符合要求后再进行轴瓦面与托轮轴研配工作。
⑵、研配轴瓦时,要注意检测进、出口侧的油隙及端面接触状况。
主要技术标准为:轴瓦背与球面瓦配合刮研后,每 2.5×2.5cm2上的接触斑点不少于3点;轴瓦面与轴颈的接触角度为30°,接触斑点不少于1—2点/cm2;轴瓦面与轴颈的侧间隙为0.001—0.0015D(D为轴的直径)。
回转窑更换托轮时托轮的调整方法1 概述由于回转圆筒设备广泛地应用于建材工业、化学工业、有色冶金工业、黑色冶金和耐火材料等工业部门,所以正确的托轮调整方法就显得特别重要。
2 调整托轮的目的(1)维持窑筒体中心线为一直线;(2)使窑体能沿轴线正常往复运动;(3)使各托轮能均衡地承受窑载荷。
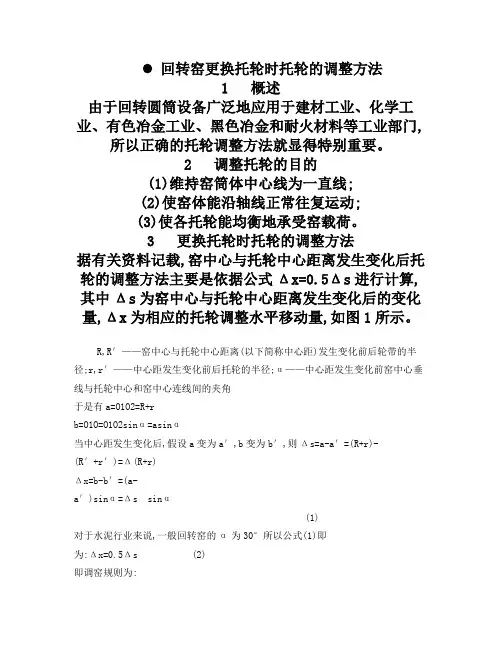
3 更换托轮时托轮的调整方法据有关资料记载,窑中心与托轮中心距离发生变化后托轮的调整方法主要是依据公式Δx=0.5Δs进行计算,其中Δs为窑中心与托轮中心距离发生变化后的变化量,Δx为相应的托轮调整水平移动量,如图1所示。
R,R′——窑中心与托轮中心距离(以下简称中心距)发生变化前后轮带的半径;r,r′——中心距发生变化前后托轮的半径;α——中心距发生变化前窑中心垂线与托轮中心和窑中心连线间的夹角于是有a=O1O2=R+rb=O1O=O1O2sinα=asinα当中心距发生变化后,假设a变为a′,b变为b′,则Δs=a-a′=(R+r)-(R′+r′)=Δ(R+r)Δx=b-b′=(a-a′)sinα=Δs sinα(1)对于水泥行业来说,一般回转窑的α为30°所以公式(1)即为:Δx=0.5Δs (2)即调窑规则为:如中心距每减少1mm,须将托轮水平内移0.5mm,如中心距每增加1mm,须将托轮水平外移0.5mm。
但从其公式的推导过程看,它始终没有考虑角度α的变化,也没有考虑托轮在更换时其移动方向是否沿水平方向运动,故而这种调窑方法是不够准确的。
如图2所示,当中心距发生变化时(如轮带直径变化、托轮直径变化、轴径变化、托轮瓦厚度发生变化等)为保证更换零部件后窑中心仍处于原来位置,则需将托轮中心由O1移至O1′,相应地α变为α′,O1O2变为O1′O2,且O1′O2=AO2;Δs=O1O2-O1′O2=O1O2-AO2;Δx=O1O-O1′O。
其中Δs、Δx内容与前面提到的一致。
并设其方向分别与y轴、x轴方向一致时为正值,反之为负。


回转窑托轮的调整----4d0da182-6ead-11ec-bce8-7cb59b590d7d 回转窑托轮的调整(二)2回转窑筒体轴向运动的控制由前所述,回转窑筒体因倾斜放置,在运转时发生沿轴向下窜是必然的。
如果不加控制就会发生掉窑或窑体下炕的重大设备事故。
这种事故确实在一些水泥厂中发生过,如抚顺水泥厂。
但是,如果采取一定的措施,使回转窑筒体在运转时不发生窜动是完全可能的。
可是这样做会导致托轮和轮带表面的磨损不均,表面母线出现凹凸现象,大小齿轮两侧很快出现台棱,有时由此会引发不应有的事故。
因此必须对窑体的窜动进行控制。
2.1回转窑筒体轴向运动控制要求为了保证回转窑筒体能够有规律地作上下往复窜动,控制的核心是窜动速度。
由上文对φ3.5m×145m回转窑筒体窜动的实例分析中可见:如果不加控制,其下窜速度是很大的,每分钟达 3.8mm。
显然,这样大的窜动速度必然会加剧托轮、轮带和大小齿轮的磨损,有害无益。
长期使用经验表明,下一个周期回转窑筒体的往复运动时间可以有效避免传统窑型的轮带、托轮表面和大小齿轮的不均匀磨损,即回转窑筒体约1R/min控制在24h左右。
也就是说,在保证支承轮、轮带和大小齿轮沿宽度方向均匀磨损的前提下,窑体的移动速度越小越好。
经讨论,认为窑体上窜时间为8h,下窜时间为16h较为合适。
在以前设计的回转窑中,窑体的往复距离约为50mm。
因此,窑体向上运动速度为vs=50/8=6.25mm/h,即窑体每转向上运动约0.104mm;窑体下窜速度VD=50/16=3.125mm/h,即窑体下窜速度约为每转0.05mm。
对于新型干法预分解窑,窑筒速度n1=3~4R/min,是传统窑的3~4倍。
使用时间不太长,这方面的经验还没有总结。
但从保持相同磨损率的角度来看,窑体上下往复一个周期的时间应缩短,为传统窑型的1/3~1/4,即8~6h,平均7h。
上沟道时间应控制在2.5~3.0h,下沟道时间应控制在4.5~5.0h左右。
回转窑托轮的维护与调整回转窑托轮的维护与调整目前,回转窑在水泥熟料的煅烧过程中以其优质、稳定、高产,已经在我国水泥行业中得到广泛的推广和应用。
随着我国水泥产量在全国各地区逐渐趋于均衡,各企业为了追求利益最大化,逐渐更加重视减低成本、提高设备运转率和可靠性。
这其中回转窑由于在熟料煅烧过程中,因处于直接决定整个工厂产品质量和能源消耗的特殊地位,提高回转窑的运转率和可靠性成为水泥企业生产和设备管理的重中之重。
这其中托轮运转状况的优劣又是重点之一。
但是,由于各地区各企业的技术力量不平衡,回转窑的托轮问题,尤其是托轮轴承瓦高温问题一直困扰着一些水泥企业。
以下仅介绍笔者的一些认识以供大家借鉴和探讨。
1 在回转窑维护和调整中,要对托轮和轮带进行一些必要的检查和测量对托轮的检查和测量,无论对维护维修还是对安装工作都是非常重要的一环,是所有其他一切工作展开的基础。
我们知道,在设计上托轮中心轴线和轮带中心轴线在回转窑纵向中心线垂直面上的位置关系,是正三角形关系。
无论是安装回转窑托轮,还是维护他们,都必须以其实际尺寸来确定或校验他们之间的相互关系,以确保符合设计要求。
为此,维护调整时测量的尺寸应该包括:轮带外径,托轮的外径,托轮轴的外径,同时包括上述部位外表面的锥度,以及托轮底座的实际有效高度,另外还应测量托轮安装后托轮轴中心到回转窑中心的水平距离,以及轮外表面的平整性,和圆度。
2 运行中要确保托轮处于合理的位置,从而保证托轮不受到纵向外力前面说过,要使托轮正常工作,需要两个托轮纵向中心线与轮带纵向中心线平行,且都垂直于回转窑的纵向中心线,同时在垂直于回转窑的纵向中心线的垂直面内两个托轮中心点与轮带中心点构成正三角形,相互夹角为60°,且其误差一般不超过2°(见图1),且各档托轮和轮带的上述三角形都要达到上述要求。
只有保证夹角60°左右,驱动回转窑的动力载荷才最小,各托轮受力也最小,才能保证托轮的工作状况良好。
回转窑托轮调整的方法摘要:回转窑是氧化还原法生产球团矿的关键设备。
回转窑主要由筒体装置、托轮装置(支承装置)、挡轮装置、传动装置、鳞片密封装置、窑头罩、窑尾罩、挡轮装置液压系统等组成。
托轮、滚圈、齿圈构成回转窑主要受力部件,托轮又是托轮装置(支承装置)的重要组成构件,它的使用好否,将直接影响整个球团厂的生产工艺过程,将直接影响整个球团厂生产任务的完成。
关键词:回转窑托轮;调整;方法前言回转窑托轮装置(支承装置)的托轮在生产运行过程中,由于受到筒体装置自身重量、筒体装置内耐火砖及喷涂材料重量、球团矿重量及整个筒体旋转引起的离心力作用,托轮装置(支承装置)中的4个托轮处在24小时连续运转工作中,存在一定程度的磨损和表面剥落现象,个别磨损情况严重的托轮磨损后变成“马鞍形”、“鼓形”、“圆锥形”。
1调整托轮的目的一是使窑体能够按所要求的规律沿轴向正常地上下往复窜动,以保证托轮和轮带外表面均匀磨损;二是使回转窑筒体中心线在热态时永保一条直线,以使托轮和轮带受力均匀,不产生超载现象,降低功率消耗;三是使各档托轮能够均衡地承受窑体载荷,以保证不产生附加应力,减少或避免机件的过早损坏。
如果通过调整托轮,达到上述目的,就必须在理论上进行深入研究,在方法上能够熟练掌握。
但在现场工作中发现,全面具有这方面知识的技术人员和技术工人却较少,往往因此将回转窑调乱,进而引发出许多不该出现的问题,甚至造成很大的损失。
2对托轮的检查和测量对托轮的检查和测量,无论对维护维修还是对安装工作都是非常重要的一环,是其它一切工作展开的基础。
我们知道,在设计上,托轮中心轴线和轮带中心轴线在回转窑纵向中心线垂直面上的位置关系,是正三角形关系。
相互夹角为60°,其误差一般不超过2°。
各档托轮和轮带的上述三角形都要达到上述要求。
只有保证夹角60°左右,驱动回转窑的动力载荷才最小,各托轮受力也最小,才能保证托轮的工作状况良好。
精心整理
窑三档北侧托轮更换方案
一、更换原因
2012年6月6日因6506故障窑止料,检查发现三档北边托轮面自窑头侧横向开裂长约600mm 、宽约300mm 、开裂深至散热孔,原因可能为托轮存在铸造缝隙,托轮淋水降温,托轮面残余水份与轮带接触时化为高温高压蒸汽。
逐步渗入托轮铸造缝隙引起开裂;另因窑胴体变形,三档轮带1234、5带;在后续过程中,必须密切关注液压顶的压力保持状况,防止出现液压顶压力泄漏而使窑胴体下落。
6、拆除连接螺栓拆除轴承座与底座的连接螺栓并对应位置编号,妥善保管,防止损伤螺栓丝牙;
7、拆卸顶丝及顶丝座,割除托轮底座水槽迎面部分,用12#槽钢和10mm 厚钢板在托轮底座迎面焊接制作宽1米的平台;
8、拉出轴承座与托轮放出托轮润滑油,清理底座积灰及除锈,将两轴承座连同托轮同时匀速拉出,拉至底座边缘;
9、起吊托轮及轴承座拆除托轮轴密封和托轮上盖,拆除淋油盘和油勺,用65吨吊车将托轮及轴承垂直吊出,放至水泥地坪上:
10、清洗用轻柴油将两轴承座内腔及球面瓦清洗干净,并用面粉团粘吸一遍,完毕后用彩条布进行遮盖,彩条布四周应压实,防止灰尘进入;
11
塞入36mm 12吨吊车
15
16、慢转窑,检查油勺与轴承座和淋油盘的间隙并调整,准备调窑工器具和制订《回转窑投料运行保驾方案》,及时对托轮瓦出现的高温现象进行判断和调整,确保回转窑安全、稳定运行。
三、工器具、材料及人员准备
1、工器具、材料准备
2、人员:以神马公司人员为主,每班5人,两班倒,
3、技术负责:徐安庆
4、协调:由生产处当班调度协调。
制造二分厂
二0一二年六月二十一日。