冲压工序卡-模板
- 格式:docx
- 大小:15.84 KB
- 文档页数:2


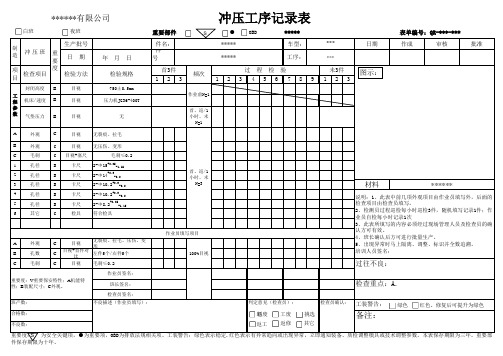
冲压工艺卡片
共2页工厂产品型号零件名称支架冷冲件
工艺卡片第1页车间产品名称零件代号
材料材料
毛坯尺寸每毛坯制件数利用率重量牌号及规格技术要求08F 166 50% 条料22×0.5×1000
序号工序工序内容加工简图设备工装工时
名
1 下料下料剪板机Q11-1000
2 冲裁压力机J23-6.
3 弯曲级进模冲Ø2mm导正
孔
1
3 冲裁冲异型孔压力机J23-6.3 弯曲级进模
4 切边冲出弯曲件压力机J23-6.3 弯曲级进模外形
5 弯曲校正弯曲压力机J23-6.3 弯曲级进模2
6 切断落料压力机J23-6.3 弯曲级进模
7 尺寸根据零件图检
检验验冲压件尺寸
3。

30铣
机械加工工序卡片
产品型号 零件图号
产品名称
零件名称
共
12 页 第 6 页
车间
工序号 工序名称 材 料 牌 号
工序30 铣六角 毛 坯 种 类
毛坯外形尺寸
每毛坯可制件数
每 台 件 数
设备名称
设备型号
设备编号
同时加工件数
C620-1
夹具编号
夹具名称 切削液
专用卡爪
工位器具编号
工位器具名称
工序工时 (分) 准终 单件
工步号 工 步 内 容 工 艺 装 备
主轴转速 切削速度 进给量 切削深度 进给
次数 工步工时
r/min m/min mm/r mm 机动 辅助 1 铣外六角
铣刀
380 44.1 0.33 1.3 1 4.5s 380 44.1 0.33 1.3 1 122.97s 380 44.1 0.33 1.3 1 43.04s 380 44.1 0.33 1.3 1 17.44s
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
外六角
外六角。

冲压生产工艺卡冲压是一种利用模具对金属材料进行成形的工艺。
冲压生产工艺卡是对冲压件生产过程中所需的工艺参数、工装、模具等内容进行记录和管理的参考卡片。
下面,我将介绍冲压生产工艺卡的主要内容。
一、零件信息在冲压生产工艺卡上需要包含零件的基本信息,包括零件名称、图号、材料、规格、数量以及特殊要求等内容。
二、生产工艺流程冲压生产工艺卡需要详细描述零件的生产工艺过程,包括冲压顺序、冲压工序、模具使用顺序等。
工艺流程应根据实际生产情况进行调整,并进行不断更新和改善。
三、工艺参数冲压生产工艺卡需要记录和管理每个冲压工序的工艺参数,包括冲压压力、冲压速度、冲次、模具调整等内容。
这些参数对于保证冲压件质量、提高生产效率至关重要。
四、模具信息冲压生产工艺卡需要包含模具的基本信息,包括模具名称、型号、材料、加工精度等内容。
同时,还需要记录模具的使用次数、报废情况以及维护保养记录。
五、质量要求冲压生产工艺卡需要详细描述零件的质量要求,包括尺寸容差、表面质量、力学性能等内容。
质量要求是冲压生产中的关键指标,应严格执行并进行质量控制。
六、工装要求冲压生产工艺卡需要包含工装的基本信息,包括工装名称、构造、材料等内容。
同时,还需要记录工装的使用次数、报废情况以及维护保养记录。
七、安全措施冲压生产过程中存在一定的安全风险,因此冲压生产工艺卡需要包含相应的安全措施,包括操作规程、防护设施、应急措施等内容。
工艺卡上应标明生产过程中的安全警示和注意事项。
八、工艺示意图为了更直观地描述冲压生产过程,冲压生产工艺卡可以包含工艺示意图。
工艺示意图可以通过CAD软件绘制,清晰明了地展示出每个冲压工序的过程,有助于操作人员更好地理解和执行。
以上就是冲压生产工艺卡的主要内容,通过精心编制和管理冲压生产工艺卡,可以有效提高冲压生产过程的质量和效率,减少不良品率,降低生产成本,提高企业竞争力。
冲压工艺流程卡
《冲压工艺流程卡》
冲压工艺流程卡是在冲压工艺生产中经常使用的一种重要文件。
它记录了产品的冲压加工工艺流程、工艺参数以及质量要求,以便生产操作人员按照流程卡进行生产操作。
冲压工艺流程卡通常包括以下内容:
1. 产品信息:包括产品名称、图号、规格、材质等。
2. 加工工艺:记录产品的冲压工艺流程,包括冲孔、切边、折弯等工序的顺序和方法。
3. 工艺参数:包括冲压机的设定参数,如冲压速度、冲床模具、模具调整等。
4. 质量要求:记录产品的质量标准,如尺寸偏差、表面质量、材料要求等。
冲压工艺流程卡的编制需要生产技术人员和工艺工程师共同完成,确保工艺流程和参数的准确性和合理性。
流程卡在生产过程中起到了指导、监控和保证产品质量的作用,对提高产品的加工质量和生产效率具有重要意义。
冲压工艺流程卡在实际生产中扮演着重要的角色,它不仅是生产操作的基础文件,也是生产管理和质量控制的重要依据。
因此,冲压工艺流程卡的编制和使用应得到重视,以确保产品加工的准确性和一致性。