精馏塔的故障诊断方案设计(最新版)
- 格式:docx
- 大小:47.66 KB
- 文档页数:6
精馏塔的故障诊断方案设计背景介绍精馏塔是微观经济学、化学和化工领域中重要的基础设施。
它是一种用于将液体混合物分离成其组成部分的装置,特别是在石油及化工工业中广泛应用。
然而,由于其复杂的结构和重要性,精馏塔的故障诊断和维修对于保障生产是至关重要的。
故障诊断方案设计精馏塔常见的故障类型包括:物料堵塞、传热不良、海绵塞、泄露、结垢、过载或崩落等。
设计适当的故障诊断方案可以提高工作效率,降低生产成本,保障生产安全。
在对精馏塔进行故障诊断时,我们可以采用以下步骤:1. 取得运行数据首先,需要从在线监测设备和现场控制系统中获取精馏塔的运行数据,如温度、压力、液位等参数。
这些运行数据可以提供关于精馏塔内部状态的详细信息,有助于分析故障的类型和原因。
2. 分析运行数据通过对运行数据的分析,可以确定可能存在的故障类型。
例如,温度异常升高可能表明传热不良;液位异常升高或下降可能表明存在物料堵塞或海绵塞等。
3. 确认故障类型和原因接下来,需要对可能存在的故障类型进行进一步分析,以确定具体的故障原因。
例如,传热不良可能是由于管道内部结垢或风扇运行不良等原因造成的。
4. 制定维修方案最后,根据故障类型和原因,制定相应的维修方案。
例如,对于结垢问题可以使用清洗剂或高压水枪进行清洗;对于风扇故障可以进行定期维护和更换。
总结精馏塔是工业生产的重要设施,需要采取适当的故障诊断方案来确保生产安全和效率。
对于故障诊断方案设计,可以采用取得运行数据、分析运行数据、确认故障类型和原因和制定维修方案等步骤,以提高诊断效率和准确性。
最常见的精馏塔异常现象和错误操作看完彻底明白精馏塔是用于分离液体混合物的常见装置,它通过根据组分的沸点差异,使液体混合物以气液两相的形式进行分离。
不过,由于操作不当或设备故障,精馏塔可能出现一些异常现象和错误操作,影响分离效果和设备安全性。
本文将关注最常见的精馏塔异常现象和错误操作,并分析其原因和防范措施,以便深入了解精馏塔操作。
一、精馏塔异常现象:1.泡点现象:泡点是指在精馏塔中,由于液体过度气化或气体过度液化,导致塔内气液两相形成泡沫。
这会导致操作压力升高、分离效果下降、回流比不稳定等问题。
泡点现象的主要原因是进料流量过大、泵送不均匀、回流比过低。
2.噪声和振动:当塔内气体速度过大或设备存在故障时,会产生噪声和振动。
这可能是由于设备内部积聚了杂质、塔板损坏、塔冷却器堵塞等原因引起的。
噪声和振动问题会影响工作环境,降低设备寿命,甚至引发事故。
3.液滴夹带:在精馏塔中,液体和气体之间会形成界面,一些情况下,液体中的微小液滴可能会被气体夹带出去,引起传质和传热效率下降。
液滴夹带的原因是塔板上沉降、分布不均匀、加热器传热不良等。
4.空塔现象:在精馏塔中,如果塔底液位过低,塔板之间无液体相互连接,就会出现空塔现象。
这会导致回流比下降,塔板温度异常,分馏效果下降。
空塔现象的原因可能是进料流量不稳定、回流比设置错误、控制系统故障等。
二、精馏塔错误操作:1.进料流量过大:过大的进料流量会导致塔内液位骤升,引起塔顶气相流速过快、回流比不稳定等问题。
正确的做法是根据实际情况调整进料流量,保持合理的液位和回流比。
2.控制器调节不当:精馏塔通常采用控制系统进行测量和调节操作,如果控制器的参数设定不当或操作误差过大,都会导致设备运行异常。
正确的做法是合理设置控制器参数,经常监测控制器的工作情况,并根据实际需要进行调整。
3.过度冷却:精馏塔的冷却器主要用于冷凝液体并将其返回塔中,如果冷却器冷却效果过好,将导致回流比增加,从而影响分离效果。
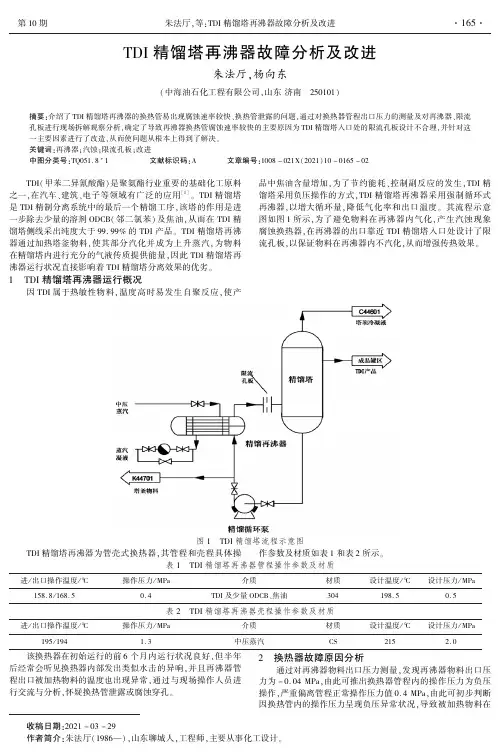
㊀第10期㊀㊀收稿日期:2021-03-29作者简介:朱法厅(1986 )ꎬ山东聊城人ꎬ工程师ꎬ主要从事化工设计ꎮTDI精馏塔再沸器故障分析及改进朱法厅ꎬ杨向东(中海油石化工程有限公司ꎬ山东济南㊀250101)摘要:介绍了TDI精馏塔再沸器的换热管易出现腐蚀速率较快㊁换热管泄露的问题ꎬ通过对换热器管程出口压力的测量及对再沸器㊁限流孔板进行现场拆解观察分析ꎬ确定了导致再沸器换热管腐蚀速率较快的主要原因为TDI精馏塔入口处的限流孔板设计不合理ꎬ并针对这一主要因素进行了改造ꎬ从而使问题从根本上得到了解决ꎮ关键词:再沸器ꎻ汽蚀ꎻ限流孔板ꎻ改进中图分类号:TQ051.8+1㊀㊀㊀㊀㊀文献标识码:A㊀㊀㊀㊀文章编号:1008-021X(2021)10-0165-02㊀㊀TDI(甲苯二异氰酸酯)是聚氨酯行业重要的基础化工原料之一ꎬ在汽车㊁建筑㊁电子等领域有广泛的应用[1]ꎮTDI精馏塔是TDI精制分离系统中的最后一个精馏工序ꎬ该塔的作用是进一步除去少量的溶剂ODCB(邻二氯苯)及焦油ꎬ从而在TDI精馏塔侧线采出纯度大于99.99%的TDI产品ꎮTDI精馏塔再沸器通过加热塔釜物料ꎬ使其部分汽化并成为上升蒸汽ꎬ为物料在精馏塔内进行充分的气液传质提供能量ꎬ因此TDI精馏塔再沸器运行状况直接影响着TDI精馏塔分离效果的优劣ꎮ1㊀TDI精馏塔再沸器运行概况因TDI属于热敏性物料ꎬ温度高时易发生自聚反应ꎬ使产品中焦油含量增加ꎬ为了节约能耗㊁控制副反应的发生ꎬTDI精馏塔采用负压操作的方式ꎬTDI精馏塔再沸器采用强制循环式再沸器ꎬ以增大循环量ꎬ降低气化率和出口温度ꎮ其流程示意图如图1所示ꎬ为了避免物料在再沸器内气化ꎬ产生汽蚀现象腐蚀换热器ꎬ在再沸器的出口靠近TDI精馏塔入口处设计了限流孔板ꎬ以保证物料在再沸器内不汽化ꎬ从而增强传热效果ꎮ图1㊀TDI精馏塔流程示意图㊀㊀TDI精馏塔再沸器为管壳式换热器ꎬ其管程和壳程具体操作参数及材质如表1和表2所示ꎮ表1㊀TDI精馏塔再沸器管程操作参数及材质进/出口操作温度/ħ操作压力/MPa介质材质设计温度/ħ设计压力/MPa158.8/168.50.4TDI及少量ODCB㊁焦油304198.50.5表2㊀TDI精馏塔再沸器壳程操作参数及材质进/出口操作温度/ħ操作压力/MPa介质材质设计温度/ħ设计压力/MPa195/1941.3中压蒸汽CS2152.0㊀㊀该换热器在初始运行的前6个月内运行状况良好ꎬ但半年后经常会听见换热器内部发出类似水击的异响ꎬ并且再沸器管程出口被加热物料的温度也出现异常ꎬ通过与现场操作人员进行交流与分析ꎬ怀疑换热管泄露或腐蚀穿孔ꎮ2㊀换热器故障原因分析通过对再沸器物料出口压力测量ꎬ发现再沸器物料出口压力为-0.04MPaꎬ由此可推出换热器管程内的操作压力为负压操作ꎬ严重偏离管程正常操作压力值0.4MPaꎬ由此可初步判断因换热管内的操作压力呈现负压异常状况ꎬ导致被加热物料在561 朱法厅ꎬ等:TDI精馏塔再沸器故障分析及改进山㊀东㊀化㊀工换热管内部分气化ꎬ产生汽蚀现象ꎬ使换热管破裂ꎮ现场操作人员对该换热器进行了拆解ꎬ发现换热管确实出现多处腐蚀穿孔ꎮ通过现场对换热管的外径及壁厚进行实际测量ꎬ发现换热管外径无明显变化ꎬ但换热管的壁厚减薄明显ꎬ由此可得出腐蚀发生在换热管内部ꎮ另外通过对TDI精馏塔入口处限流孔板的拆解ꎬ发现限流孔板冲蚀严重ꎬ限流孔板的孔径由起初设计的155mm增大到约181mmꎮ通过现场检测及拆解情况ꎬ经过进一步的分析讨论得出:由于TDI精馏塔入口处限流孔板孔径及选材设计不当ꎬ导致限流孔板冲刷腐蚀严重ꎬ使限流孔板孔径增大ꎬ进而引起再沸器内管程的操作压力降低ꎬ物料在被加热的过程中因操作压力低于物料的饱和蒸汽压ꎬ使物料部分气化ꎬ形成一个个的小气泡ꎬ当气泡破裂时ꎬ周围的液体迅速填充ꎬ出现明显的水击现象ꎬ导致换热器产生异响和震动ꎬ周而复始下ꎬ严重时致使换热管穿孔破裂ꎬ设备损坏[2]ꎮ3㊀换热器故障解决方案针对限流孔板孔径及选材设计不当ꎬ导致再沸器出现汽蚀穿孔的问题ꎬ我们从如下几个方面进行了改进ꎮ3.1㊀重新核算限流孔板的结构参数3.1.1㊀限流孔板板数的确定根据精馏循环泵出口压力㊁流量㊁管道阻力损失等参数ꎬ经计算后确定限流孔板板前的压力为315.4kPaAꎬ孔板之后的压力为9kPaAꎮ因孔板前后压差әP=306.4kPa小于2.5MPaꎬ所以采用单板限流孔板[3]ꎮ3.1.2㊀限流孔板孔数的确定根据相关设计标准[3]及经验ꎬ当限流孔板所在的管道直径ɤ150mm时ꎬ一般选用单孔孔板ꎻ当限流孔板所在的管道直径>150mm时ꎬ选用多孔孔板ꎬ因该项目中限流孔板所在管道公称直径大于150mmꎬ所以采用多孔孔板3.1.3㊀限流孔板孔径及孔流系数的确定雷诺数的确定Re=dvρμ=0.441ˑ1.42ˑ1061.9/0.000495=1343400其中:Re:雷诺数d:限流孔板所在管道的内径ꎬmv:介质的流速ꎬm/sp:操作介质的密度ꎬkg/m3μ:介质的粘度ꎬPa S根据限流孔板孔径的计算公式:Q=128.45 C d20әPγ其中:Q:工作状态下体积流量ꎬm3/hC:孔板流量系数ꎬ由Re和d0查图2求取d0:孔板孔径ꎬmәP:通过孔板的压降ꎬPaγ:工作状态下的相对密度(与4ħ水的密度相比)将相关参数带入上式得出:780.8=128.45 C d203064001.0619d20=0.01132C设C=0.598ꎬ则d0=0.1376ꎬd0/D=0.1376/0.441=0.31查图2ꎬ查得C=0.598ꎬ这说明d0=0.1376m=137.6mm有效ꎮ由此可得出原设计中TDI精馏塔入口处的限流孔板孔径155mm偏大ꎬ导致部分物料在限流孔板之前就开始部分气化ꎬ使限流孔板腐蚀速率较快ꎬ从而使限流孔板的孔径逐渐变大ꎮ当孔径增大到一定程度后使再沸器管程内的操作压力降低ꎬ物料在再沸器管程内也出现部分气化ꎬ从而引起再沸器换热管汽蚀穿孔的现象出现ꎮ若选用多孔孔板ꎬ取孔径为0.02mꎬ则总孔数为:N=(0 1376)2/(0.02)2=48个图2㊀限流孔板C-Re-d0/D关系图3.2㊀选择合适的限流孔板材质考虑到限流孔板腐蚀严重的现象ꎬ采用提高限流孔板材质等级的方式ꎬ减缓其腐蚀速率ꎬ根据TDI㊁ODCB及焦油的物料特性ꎬ孔板材质选用N06600ꎮ3.3㊀在限流孔板之前加手阀鉴于限流孔板磨蚀较快ꎬ且限流孔板的限压作用只是粗略调节ꎬ因此在靠近TDI精馏塔入口处限流孔板的上游又增设一手阀ꎬ当再沸器管程出口压力降低时ꎬ可采用关小手阀的方式来灵活调节再沸器出口管程的压力ꎬ防止换热器管程内物料气化ꎬ出现汽蚀ꎬ腐蚀换热管ꎮ通过以上多种措施的实施ꎬ从限流孔板的材质㊁孔径及添加手阀等一系列改造措施ꎬ解决了换热器管程腐蚀速率较快㊁易出现换热管破裂的问题ꎬ改造后经过一年以上的连续跟踪观察ꎬ再沸器运行状况良好ꎬ内部未出现类似水击的异响ꎬ也没有出现换热管腐蚀穿孔的现象ꎮ4㊀结语TDI精馏塔再沸器腐蚀泄露的原因是多方面的ꎬ其中之一是TDI精馏塔入口处限流孔板设计不合理ꎬ造成限流孔板腐蚀速率较快ꎬ孔径变大ꎬ从而引起再沸器管程内操作压力降低ꎬ使物料提前气化ꎬ造成再沸器换热管内出现汽蚀现象ꎮ通过减小限流孔板的孔径㊁提高限流孔板的材质等级等措施ꎬ收到理想的效果ꎬ目前换热器运行状况良好ꎮ汽蚀在化工生产中是一种常见的异常现象ꎬ它能导致设备出现震动和噪声ꎬ降低设备的使用性能ꎬ降低设备零部件的使用寿命等ꎮ因此了解汽蚀时的特征和产生汽蚀的根本原因ꎬ从根本上找出解决汽蚀的根本方法显得尤为重要ꎮ参考文献[1]王康ꎬ高澄ꎬ双建永ꎬ等.TDI分离工艺控制方案优化设计[J].天津化工ꎬ2009ꎬ23(1):24-26.[2]汤忠民.稀释蒸汽发生器管口泄露原因分析和对策[J].石油化工技术与经济ꎬ2011ꎬ27(1):46-49.[3]化工部工艺系统设计技术中心站.HG/T20570-95工艺系统工程设计技术规定-管路限流孔板的设置[S].北京:化工部工程建设标准编辑中心出版ꎬ1995.(本文文献格式:朱法厅ꎬ杨向东.TDI精馏塔再沸器故障分析及改进[J].山东化工ꎬ2021ꎬ50(10):165-166.)661 SHANDONGCHEMICALINDUSTRY㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀㊀2021年第50卷。

精装修施工现场消防方案与精馏塔的故障诊断方案设计汇编精装修施工现场消防方案1、建立健全消防安全责任制,做到谁主管、谁负责。
2、成立消防领导小组,项目经理任组长并为第一责任人全面负责施工现场的消防工作。
定期检查工作每周召开一次消防工作例会,总结前一阶段消防工作情况,布置下一阶段的消防工作。
3、制定消防工作总体方案及绘制施工现场消防平面图,并根据冬雨季施工方案和工程进度,制定出易发生火灾部位的防火预案及灭火方案。
建立并执行消防工作检查制度,制定施工现场用火用电制度。
4、成立现场义务消防队,义务消防队员必须经过培训与定期进行演练及实行昼夜巡逻制度,当发生意外火情后可立即组织抢险灭火。
5、现场要设立明显的防火宣传标志。
消火栓处昼夜设有明显标志,消火栓周围3米以内,不得堆放任何物料。
消火栓上方悬挂警示牌,并保证消防通道的畅通。
6、施工现场,对所用木料及易燃材料必须加强管理,进场的材料要集中码放、整齐有序,并设专人看管及专门配备灭火器材。
拆模后的木料要及时清运至专用木料周转场地,并严格管理。
废旧木料要及时清运出场,严防火灾事故发生。
7、施工现场内的供、用电线路、电力设备须由正式电工统一安装,严禁私接电线和私自使用大功率电器设备,线路接头必须良好绝缘,不许裸露,开关、插座须有绝缘外壳。
现场用电要符合规定,严格控制电源,宿舍区内严禁乱拉、乱接和使用电炉子、高功率电热器等。
8、施工现场按施工、生活区域划分消防责任区,各区设专人负责,责任包干,负责日常消防管理工作。
9、实行逐级防火安全责任制,与各劳务队和专业分包队签订防火安全协议及治安保卫协议,组织各队学习消防知识,对所有员工进行防火安全知识考试,班组长为兼职消防负责人,负责班组的各项防火工作。
10、在建工程内不准设材料仓库及住人,现场材料库必须使用防火材料支搭,禁止使用可燃材料,情况特殊须报上级严格审批,强化管理,确保安全。
11、各种明火作业尤其是电气焊前,必须有消防安全交底,严格用火审批。
收稿日期:2006201204;修回日期:2006203222作者简介:陈自强(1960— ),男,技师,检修班长,现在中国工程物理研究院从事制氮设备的检修工作。
FN 220Y 型精馏塔故障分析与处理陈 自 强(中国工程物理研究院,四川省绵阳市718信箱 621907) 摘要:针对制氮设备配套FN 220Y 型精馏塔出液不足的现象,分析原因,采取拆塔大修,从而保证液氮产量。
关键词:制氮设备;精馏塔;泄漏中图分类号:T Q116115 文献标识码:BAnalysis and treatment of malfunction in FN 220Y rectification columnChen Z i 2qiang(China Academy o f Engineering Physics ,P 1O 1Box 718,Mianyang 621907,Sichuan ,P 1R 1China )Abstract :Based on cause analysis of insu fficient liquid output from the rectification column affiliated to FN 220Y air separation unit ,the system was disassembled for heavy repair to ensure liquid nitrogen output.K eyw ords :Nitrogen producing system ;Rectification column ;Leakage1 故障现象FN 220Y 型精馏塔工作不正常,液氮产量下降,精馏塔联动试车时发现4#、5#U 形管在5~8min 内压差不正常。
当蒸发器有液体时,1#、2#和3#U 形管内水柱(压力)波动很小,在规定115~2h 切换时间内没有液体流出,而且6#U 形管的负压差是原压差的几倍,阻力增加。

精僧设备常见的操作故障与处理措施精镭是通过加热或减压使液体混合物成为气液两相而达到分离的操作。
精僧装置通常由核心设备精储塔、辅助设备再沸器、塔顶冷凝器及输送机械泵、原料储槽和产品储槽等组成。
精储设备操作的常见故障有液泛、塔压偏高偏低、塔顶温度过高、加热器结垢超压等。
1、板式精储塔常见的操作故障与处理1)液泛液泛的结果是塔顶产品不合格,塔压差增高,釜液减少,回流罐液面上涨。
可能的原因有气液相负荷过大,进入了液泛区;降液管局部垢物堵塞,液体下流不畅;加热过于猛烈,气相负荷过高;塔板及其他管道冻堵等。
实际生产过程中需找准发生液泛的原因,对症处理。
如果是由于操作不当导致液泛发生,应及时调整气液相负荷、加热量等,精用塔会很快恢复正常。
此时塔顶凝液回流量不能过大,以免引起恶性循环,可以通过加大采出量以维持液面。
如果由于冻堵引起压差升高,则釜温并不高,此时只有加解冻剂才有效。
先要分段测压判断冻堵位置,再注入适量解冻剂,观察压差变化,若压差下降,说明有效,否则要改变位置重来。
若解冻剂不起作用,就可能是垢物堵塞,只有减负荷运行或停车检修。
2)加热故障加热故障主要是加热剂和再沸器两方面的原因。
用蒸汽加热时可能是蒸汽压力低、存在不凝性气体或凝液排出不畅等。
用液体介质加热时,多数是因为堵塞、温度不够等。
再沸器故障主要有泄漏、液面过高或过低、堵塞、虹吸遭破坏、强制循环量不够等。
3)泵不上料若回流泵不上料,可能的原因有回流泵的过滤器堵塞、液面太低、出口阀开度小、轻组分浓度过高等。
若是进塔原料泵不上料,则可能是原料预冷效果不好,物料在泵内汽化所致。
若是釜液泵不上料,最大可能是液面太低、过滤器堵塞、轻组分没有脱净。
4)塔压超高加热过猛、冷却剂中断、压力表失灵、调节阀堵塞、调节阀开度漂移、排气管冻堵等都有可能引起塔压超高。
但不论何种原因,首先应加大排气量,同时减少加热量,把压力控制住再作进一步处理。
5)塔压差升高可能是负荷升高,可从进料量判断;如果不是负荷升高,则要分段测压差,找出压差集中部位。
最常见的精馏塔异常现象和错误操作精馏塔是化工工业中常见的分离设备,用于将混合液体中的组分通过蒸馏分离的方法分离开来。
然而,在实际操作过程中,常常会出现一些异常现象和错误操作,影响分离效果甚至会导致安全风险。
以下是最常见的精馏塔异常现象和错误操作。
一、异常现象1.称量误差:在进行精馏塔的操作过程中,如果所添加物料的称量不准确,会导致组分比例的偏差,进而影响到分离效果。
2.过度加热:过度加热会导致精馏塔内的液体产生过多的蒸汽,以至于蒸馏过程无法正常进行。
过度加热还可能引起精馏物质的裂解,导致产品质量下降。
3.塔底温度过高:精馏塔底温度过高可能是由于进料量过大,或者回流比例不当造成的。
这会导致精馏塔内的液体出现沸腾现象,影响分离效果。
4.塔釜压力异常:塔釜压力异常可能是由于操作不当或设备故障引起的。
例如,溢流阀未调整到适当位置,或者干式蒸汽过热器未及时排除空气导致的。
5.液位异常:精馏塔液位过高或过低可能是由于流量控制不当、泄漏或其他故障引起的。
液位异常会直接影响分离效果和设备运行安全。
6.负荷变化:如果在精馏过程中负荷突然变化,可能会导致设备操作不稳定,影响分离效果和产品质量。
7.中间物料产生:在精馏过程中,有时会出现一些中间物料的产生,这可能是由于操作不当或者进料组分的变化引起的。
中间物料的产生会影响分离效果和产品纯度。
二、错误操作1.操作参数设置错误:精馏塔的操作参数设置错误可能会导致分离效果不佳。
例如,回流比例设置不当、蒸汽进料量过大或过小等。
2.不按标准操作:不按照操作规程进行操作是最常见的错误之一、例如,操作人员未经过充分的培训和授权,或者由于疏忽大意没有严格按照操作规程进行操作。
3.进料控制不当:进料量的控制非常重要,如果进料量过大或过小,都会影响到分离效果。
操作人员需要根据实际情况进行进料量的调整。
4.清洗不彻底:在精馏塔进行切换操作或者更换物料的时候,如果清洗不彻底,会导致不同组分之间的交叉污染,影响产品的纯度和质量。
填料塔常见故障诊断与处理填料塔达不到设计指标统称为故障。
填料塔的故障可由一个因素引起,也可能同时由多个因素引起,一旦出现故障,工厂总是希望尽快找出故障原因,以最少的费用尽快解决问题。
故障诊断者应对塔及其附属设备的设计及有关方面的知识有很深的了解,了解得越多,故障诊断越容易。
故障诊断应从最简单最明显处着手,可遵循以下步骤:(1)若故障严重,涉及安全、环保或不能维持生产,应立即停车,分析、处理故障。
(2)若故障不严重,应在尽量减少对安全、环境及利润损害的前提下继续运行。
在运行过程中取得数据及一些特征现象,在不影响生产的前提下,做一些操作变动,以取得更多的数据和特征现象。
如有可能还可进行全回流操作,为故障分析提供分析数据。
(3)分析塔过去的操作数据,或与同类装置相比较,从中找出相同与不同点。
若塔操作由好变坏,找出变化时间及变化前后的差异,从而找出原因。
(4)故障诊断不要只限于塔本身,塔的上游装置及附属设备,如泵、换热器以及管道等都应在分析范畴内。
(5)仪表读数及分析数据错误可能导致塔的不良操作。
每当故障出现,首先对仪表读数及分析数据进行交叉分析,特别要进行物料平衡,热量平衡及相平衡分析,以确定其准确性。
(6)有些故障是由于设计不当引起的。
对设计引起故障的检查应首先检查图纸,看是否有明显失误之处,分析此失误是否为发生故障的原因;其次,要进行流体力学核算,核算某处是否有超过上限操作的情况;此外,还需对实际操作传质进行模拟计算,检查实际传质效率的高低。
填料塔常见的故障诊断与处理方法如下所述。
原因一:液体分布不均匀。
(1)分布器设计不合理;(2)分布器堵塞、腐蚀漏液;(3)分布器安装水平度差;(4)超过操作弹性;(5)分布器液体入口分布不良。
现象:塔的效率差,压降与设计差异不大。
通常可根据塔各段的分离效率确定那个分布器分布不良。
由于2、4、5引起的效率低,通常增加回流并不能使效率提高;由1、3、4引起的效率低,增加回流可使效率提高。
精储塔异常现象和错误操作在化工装置生产中,精储塔是最常见的、典型的分离设备,任何从事化工生产的人对精储塔都不会陌生,但对精储塔操作中常见的突出问题,比如:液泛、淹塔、冲塔现象,原因都不是很清楚,出现问题时对于塔的参数变化反应也不敏感,这样往往延迟了问题的解决时间,影响装置生产。
今天,就上面提出的几个问题原因做个详细分析,另外举出实例来展示生产中出现问题时的参数变化和错误操作。
一、液泛现象什么是液泛呢?在精储塔中,由于各种原因造成液相堆积超过其所处空间范围,称为液泛。
液泛可分为降液管液泛、雾沫夹带液泛等。
降液管液泛是指降液管内的液相堆积至上一层塔板。
雾沫夹带液泛是指塔板上开孔空间的气相流速达到一定速度,使得塔板上的液相伴随着上升的气相进入上一层塔板。
产生液泛时的操作状态称为液泛点。
在设计精储塔时,必须控制维持液泛率在一定的范围内以保证精储塔的稳定运行。
液泛开始时,塔的压降急剧上升,效率急剧下降。
随后塔的操作遭到破坏。
(一)是什么原因导致液泛现象的产生?1、降液管内液体倒流回上层板由于塔板对上升的气流有阻力,下层板上方的压力比上层板上方的压力大,降液管内泡沫液高度所相当的静压头能够克服这一压力差时,液体才能往下流。
当液体流量不变而气体流量加大,下层板与上层板间的压力差亦随着增加,降液管内的液面随之升高。
若气体流量加大到使得降液管内的液体升高到堰顶,管内的液体便不仅不能往下流,反而开始倒流回上层板,板上便开始积液;加以操作时不断有液体从塔外送入,最后会使全塔充满液体。
就形成了液泛。
若气体流量一定而液体流量加大,液体通过降液管的阻力增加,以及板上液层加厚,使板上下的压力差加大,都会使降液管内液面升高,从而导致液泛。
2、过量液沫夹带到上层板气流夹带到上一层板的液沫,可使板上液层加厚,正常增加到一定程度,液层的加厚便显着起来(板上液体量增多,气泡加多、加大)。
气流通过加厚的液层所带出的液沫又进一步加多。
这种过量液沫夹带使泡沫层顶与上一层板底的距离缩小,液沫夹带持续地有增无减,大液滴易直接喷射到上一层板,泡沫也可冒到上一层板,终至全塔被液体充满。
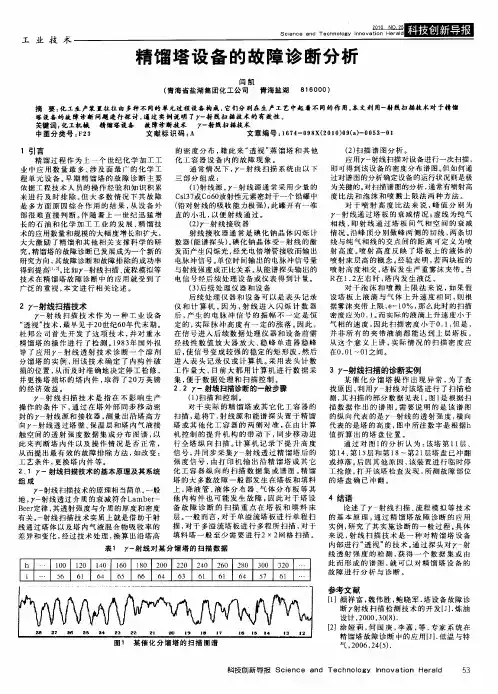
精馏塔故障分析及诊断讨论【摘要】本文针对精馏塔的故障进行相关讨论,陈述了γ-射线技术进行扫描和流程模拟等的原理,分析了精馏塔在其故障诊断中该技术的应用,对其进行诊断的一般过程进行讨论。
从实质上讲,γ-射线扫描技术就是对精馏塔设备进行透视检查,在γ-射线扫描中,探头检测到透射的强度,根据强度来得到数据而形成谱图,从而实现对精馏塔故障的诊断分析。
【关键词】精馏塔故障γ-射线精馏过程是一个涉及最为广泛的化工单元设备,也是在化学加工工业中数量最多的应用。
对于精馏塔故障的分析诊断,在早期主要是通过相关工程技术人员的知识与经验相结合、积累来进行判定和排除。
随着科技进步,在石油和化工行业的高速发展下,精馏技术得到了长足的进步,其应用的规模和数量都有很大的提升,这也很大程度的刺激了精馏相关科学的研究。
对于精馏塔的故障诊断已经逐渐形成了一个新的研究方向,这也逐步提高了故障诊断的准确性和排除故障的成功率。
而在众多技术中γ-射线扫描以及流程模拟等技术作用更为突出,在对精馏塔故障的诊断上也得到了更多的重视。
本文主要对γ-射线相关技术进行论述。
1 γ-射线扫描技术该技术最早的应用是在上世纪60年代末,这种技术在工业设备的扫描检测中是一种透视技术。
对于该技术的应用,是杜邦公司最早发现,并实现了重水精馏塔操作的检测。
根据1998年国外相关报道显示,有一例成功利用γ-射线透射技术对容积分馏塔进行诊断的实例,通过该技术的应用,确定内部破损的位置,在及时的停工检修后准确找到破损并进行塔内件的更换,取得的约20万英镑的经济效益。
射线扫描技术可以在不对生产操作造成影响的情况下进行检测,γ-射线源与接收器在塔外部实现同步密封移动,沿着塔高方向,逐步测量出γ-射线在透过塔壁、保温层以及塔内气液接触空间得到的透射强度数据集,形成分布图谱,通过这些数据来对塔内的构件和工作情况情况是否正常来进行判定,根据诊断结果制定合理有效的排出方法,比如改变工艺条件以及对塔内件进行更换等操作。
关于精馏塔的故障诊断方案设计摘要:提出了基于双层机器学习的动态精馏过程故障检测和分离的方法,检测的阈值为正常工况训练的网络输出值与样本的残差。
通过对比网络预测值和实测值的偏差检测故障,检测到故障时,启动另一网络对动态过程自适应拟合异常工况数据。
网络的预测值与实测值的偏差小于阈值时,拟合成功。
通过对两个网络进行结构解析找到造成输出变量异常波动的输入变量。
将该方法运用到脱丙烷精馏塔中,检测出过程中的故障,并分离出与故障源相关的变量,表明该方法准确、有效。
关键词:机器学习;动态精馏过程;故障检测与分离;网络结构解析1 前言精馏塔是石化生产中应用广泛的分离设备,具有大量过程变量、被控变量及可操作变量,变量间关联程度高,过程非线性、惯性、滞后性及塔内组分分布不均匀等因素给正常生产和操作管理带来安全隐患,精馏塔故障诊断成为化工安全生产的必要环节。
2 动态精馏过程故障诊断2.1 动态诊断过程精馏过程中操作条件对应一定的塔顶、塔底采出液浓度。
当神经网络将操作条件作为输入变量,并将塔顶、塔底采出液浓度作为输出变量进行训练后,输入变量和输出变量之间存在一定的函数关系。
构建两个结构相同的网络B1与B2,权与阈值的初始值均来自正常工况时样本数据的训练,工况异常时网络预测值会偏离实测值。
若B2自适应拟合异常的输出变量,由于系统外在变化可认为由模型参数变化导致,网络的权、阈值改变,使输入变量与输出变量之间的关系发生变化。
解析两个网络的权、阈值可计算出每个输入变量对输出变量的函数关系变化,检测故障和分离变量。
2.2 小波神经网络构建与优化为实现上述动态诊断过程,要求神经网络能快速、准确地输出预测值进行检测,这需要降低现场采集的数据噪声,本工作用小波神经网络[10]降噪。
采用遗传算法(GA)双层优化:(1)在确定输入变量组合及网络结构后,对网络的权、阈值进行优化;(2)在最优参数时,将网络输入变量的组合与输出变量的关联程度作为优化对象,用于变量降维,得到最优的输入变量组合,防止出现过拟合。
精馏塔的故障诊断方案设计与紧急事件处理应急预案引言:精馏塔是化工生产过程中常用的设备,用于实现液体混合物的分离和纯化。
然而,由于各种原因,精馏塔可能会发生故障,妨碍生产效率并带来一定的安全风险。
因此,设计一套有效的故障诊断方案以及紧急事件处理应急预案对于保障生产线的稳定运行至关重要。
一、故障诊断方案设计1. 监测系统搭建在精馏塔中设置各类传感器和监测设备,以实时监测温度、压力、液位等关键参数。
这些设备能够提供准确的数据,帮助我们了解精馏塔的运行状态。
2. 数据采集与分析将监测到的数据进行采集和存储,并通过现代化的数据分析技术进行处理。
通过对历史数据的分析,可以确定不同参数之间的关联性,并建立相应的故障判断模型。
3. 故障判断与诊断结合故障判断模型和实时监测数据,采用人工智能算法或专家系统进行故障判断与诊断。
根据预先设定的故障模式和规则,对异常数据进行分析,判断是否存在故障,并定位故障位置。
4. 报警和提醒及时发出报警信号并提醒相关人员。
通过声音、灯光、短信等方式向运维人员发送预警信号,同时通过现场显示屏和远程监控系统显示故障信息,以保证故障能够及时得到处理。
5. 故障处理与维修根据故障诊断结果,采取相应的维修措施。
运维人员应根据故障诊断报告进行具体操作,修复或更换故障设备,确保精馏塔尽快恢复正常运行。
二、紧急事件处理应急预案1. 火灾突发事件(1)紧急喷淋系统:在精馏塔附近设置喷淋系统,并配备自动感应器,一旦发生火灾,系统能够自动启动,及时进行灭火。
(2)灭火器号码布置:按照消防要求,在精馏塔周边设置灭火器,并确保灭火器的数量、位置和种类符合相关标准。
(3)应急通道规划:合理规划精馏塔周边的应急通道,确保人员在紧急情况下能够迅速疏散。
2. 泄漏事故应对(1)安全防护设施:确保精馏塔附近的安全防护设施完善,如隔离区域、警示标识等。
(2)应急响应队伍:成立专业应急响应队伍,定期进行培训,提高应急处理水平。
塔设备检修施工方案1、工程概况1.1、概述检修是在停车期间进行的,难度大、工期紧,不可预见工作量大。
1.2、检修内容1.2.1、DA-801精馏塔a、打开全部人孔。
b、检查塔盘水平度,降液板与受液盘间距,溢流堰高度。
c、清理塔内、塔釜杂物。
d、调整塔盘各部位间隙、水平度、堰高。
e、人孔复位。
1.2.2、DA-804精馏塔a、打开全部人孔。
b、检查塔盘水平度,降液板与受液盘间距,溢流堰高度。
c、清理塔内、塔釜杂物。
d、调整塔盘各部位间隙、水平度、堰高。
e、液位计更换。
f、人孔复位。
1.2.3、DA-603A精馏塔a、打开全部人孔。
b、检查塔盘水平度,降液板与受液盘间距,溢流堰高度。
c、清理塔内、塔釜杂物。
d、调整塔盘各部位间隙、水平度、堰高。
e、人孔复位。
1.2.4、DA-802精馏塔a、打开全部人孔。
b、检查塔盘水平度,降液板与受液盘间距,溢流堰高度。
c、清理塔内、塔釜杂物。
d、调整塔盘各部位间隙、水平度、堰高。
e、人孔复位。
2、编制依据2.1、检修任务委托书2.2、《中低压化工设备安装及验收规范》 HGJ209-832.3、《石油化工安全技术规程》 SH3505-19993、施工方法及施工技术措施3.1、停止升温后,关闭塔体所有的物料进出口阀门。
加工钢盲板,按车间要求添加必要的盲板。
对塔上大盲板采用50t吊车配合进行加置。
3.2、由车间将设备倒空,打开顶部气相出口。
3.3、再由车间从塔底接通蒸汽进行48小时蒸塔。
3.4、最后由我单位打开所有人孔及必要的排气口进行自然通风48小时。
3.5、经厂方车间化验分析合格后办理进塔入罐证后,我单位检修人员进入塔内进行检修。
3.6、从塔顶至塔底,利用人孔挂绳索,50吨吊车配合,打开所有通道板。
3.7、然后自上而下检查塔盘水平度,降液板与受液槽间距,溢流堰高度。
3.8、检查每层塔盘是否松动、脱落,对松动的塔盘可用倒链进行复位。
脱落的塔盘用50吨进行配合,进行安装。
( 安全技术 )
单位:_________________________
姓名:_________________________
日期:_________________________
精品文档 / Word文档 / 文字可改
精馏塔的故障诊断方案设计(最
新版)
Technical safety means that the pursuit of technology should also include ensuring that people
make mistakes
精馏塔的故障诊断方案设计(最新版)
1引言
精馏塔在石油化工行业中占有很重要的地位,是化工企业和炼油企业生产过程中应用极为广泛的传质传热设备,其目的是将混合物中的各组分分离,达到规定的纯度。
精馏过程的实质是利用混合物中各组分具有不同的挥发度,即在同一温度下,各组分的饱和蒸汽压不同这一性质,使液相中的轻组分转移到汽相中,而汽相中的重组分转移到液相中,从而达到分离的目的,因此精馏装置操作的好坏直接关系到石油化工企业的经济效益。
精馏塔的故障诊断成为化工生产的重要环节,由于影响精馏塔生产操作和产品质量因素很多,关系特别复杂,这就影响了石油化工企业的安全生产。
近年来随着计算机和人工智能、神经网络技术的发展及精馏过程的理论(例如塔的工艺计算、塔板力学计算以及塔
的附属设备的计算等)日趋成熟,如何将计算机和精馏过程的理论有机结合应用到精馏塔的故障诊断中去,是炼油企业关注的问题之一。
正因为如此,国内外对精馏过程的故障诊断进行了广泛的研究,多数采用了建立数学模型的方法。
本文详细地讨论了精馏塔的故障诊断的设计方案。
2精馏塔故障诊断的方案设计
2.1建立精馏塔故障诊断专家系统
该方法主要包括四个部分:故障输入、基于解释学习模型、定量深层知识库和结果输出到领域知识库。
首先输入一个故障,然后调用定量深层知识库,启动基于解释学习模型的学习模型,获得一条学习,该描述直接用于故障诊断,最后将该描述存到领域知识库,其中定量深层知识库需要不断地更新,补充新的故障诊断方法。
2.2诊断步骤
2.2.1建立设备档案
无论任何设备都存在潜在的故障,而设备的使用过程就是一个由潜在故障向功能故障转化的过程,其故障发展曲线如图3所示。
为了对精馏塔进行经济而有效的维护,有必要建立设备档案,对精馏塔运行状况跟踪记录,了解精馏塔各部件的历史记录隋况及其运行状态,从而采用定期检测及相应的故障诊断方法,在精馏塔发生功能故障之前检测出其潜在的故障,避免功能故障的发生。
2.2.2确定检测方法
其主要故障有塔板效率低、塔底温度低、回流温度高和液泛等。
针对以上故障,应用7射线现场扫描检测技术,可以诊断和消除故障、优化操作条件和延长操作周期等,并且为炼油和化工企业指导生产提供重要数据或科学依据。
2.2.3确定精馏塔检测周期及维修时间
对精馏塔各个部件的监测周期的确定要依赖于精馏塔本身的寿命,在这里取精馏塔的平均极限寿命为T,则检测周期Tc=T/nd,其中nd为离散度系数。
nd的确定取决于设备运行的环境状况。
精馏塔的维修时间要视检测后的精馏塔状况来确定,在这里规定精馏塔的最大运行状态为精馏塔在发生故障前各参数能够达到的最大值,当其中的一个或几个参数超过该值时,即认为精馏塔已经达到极限
寿命,需要修理。
2.2.4建立性能预测及档案管理
在精馏塔每次进行检测之后,要对检测的情况作档案记录,同时确定设备的可用度(即设备的剩余寿命)以及下次检测的时间,所以必须进行性能预测,设备性能预测的数字建模如下:
设X{X1,X2,…,X。
}是长度为N反映精馏塔N个时刻运行状态的时间系列,X;为描述机械设备运行状态的某一特征参数,Xi∈Rn(i_1,…,N),现要预报k步以后的机械设备的运行状态,即求出xN+k。
将第(N+k)个时刻的状态xN+k与前N个状态间的内在联系用函数关系F表示:
XN+k=F(Xl,X2,…,X。
)
(1)则精馏塔的寿命预测可表示为通过建立数学模型找出F,使得任给∈>0,有
||FF(X)一FF(X)||=||xN+k—XXN+k||
(2)中F(X)=xN+k实际状态值,FF(x)=xN+k预测模型值。
档案管理系统包括精馏塔整体状态、精馏塔各组件性能以及经
济技术评价,其系统流程如图4所示。
3结论
随着现代科技的迅速发展,现代化的故障诊断系统不断完善,如人工智能、神经网络和动态仿真软件在故障诊断的应用,能够及时准确地预防和避免事故的发生,因此将维修技术、敬障诊断技术和计算机远程监测技术有机的结合,是今后炼油和化工企业故障诊断发展方向。
云博创意设计
MzYunBo Creative Design Co., Ltd.。